Для пайки ПМК рекомендуется выбрать ПОДП с комбинированным нагревом (ИК + конвекция) (см. рис. 18). При использовании воздуха в качестве средства для передачи тепла конвекция идеальна для нагревания компонентов, которые «выступают» из платы, таких, как выводы и маленькие детали. Однако при этом образуется пограничный слой между горячим воздухом и платой, который делает подачу тепла к последней неэффективной. При ИК-нагреве инфракрасные нагреватели передают энергию путем электромагнитного излучения, которое будет равномерно нагревать компоненты при правильном управлении. Однако при отсутствии правильного управления может произойти перегрев платы и компонентов. Наиболее передовые современные печи используют достоинства обоих методов нагрева.
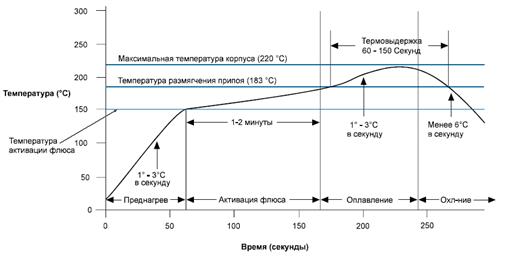
Рис. 18. Температурно-временной профиль ПОДП с комбинированным нагревом (ИК+конвекция)
Основным принципом совмещения ИК-излучения и принудительного конвекционного нагрева является использование излучения в качестве основного источника нагрева для оптимальной передачи тепла и использование свойств равномерного нагрева при конвекции для уменьшения разницы температур между компонентами и печатной платой.
Так как ТМК в ячейке ИММТ мало, и располагаются они близко к другим видам компонентов необходимо использовать ручную пайку, например, с помощью вакуумного микропаяльника.
Технологические среды для сборки и монтажа ЭВС
Ячейки современных ЭУ преимущественно включают смешанный набор ЭРК (то есть ТМК и ПМК), причем доля ПМК в них постоянно увеличивается, поэтому важно рассмотреть не только некоторые специфические особенности сборки и монтажа ПМК на ПП, но и технологические среды, используемые на этапе создания сборочных единиц с применением ПМК [1].
Выбор флюса
Паяльные флюсы – это вещества как органического, так и неорганического происхождения, с неметаллической связью, которые предназначены для удаления окисной пленки с поверхности паяемых изделий.
Пайку и монтаж радиоэлектронной аппаратуры выполняется с применением только флюсов, остатки которых негигроскопичны, не электропроводны и не вызывают коррозий [2].
Краткая характеристика наиболее распространенных флюсов приведена в табл. 6.
Принимая во внимание простоту изготовления и то, что изделие является специальным, возможно порекомендовать флюс КСп.
Выбор припоя
В качестве припоя для ячейки ИММТ возможно порекомендовать ПОС-61 ГОСТ1499. Как видно из табл. 7, ПОС-61 имеет сравнительно низкую температуру плавления (183оС) и сравнительно высокий предел прочности на растяжение. Следовательно, не будет перегрева компонентов, что обеспечит надежное их крепление.
Таблица 6. Характеристики флюсов
| Марка | Состав | Область применения |
| ФКСп | Сосновая канифоль 60–90%, спирт 10–40%. | Пайка и лужение деталей и проводников в изделии специального назначения. |
| ФКТC | Сосновая канифоль 10–40%, спирт 89–59%, тетрабром остальное. | Пайка и лужение контактных соединений и поверхностей в изделии специального назначения. |
| ЛТИ-120 | Сосновая канифоль 15–30%, спирт 76–68% деэтиламин остальное. | Пайка и лужение деталей и проводников в изделиях широкого применения. |
| ФДГ | Деэтиламин 4–6% глицерин остальное. | Групповая пайка деталей, оплавление после гальванического лужения. |
| ФЦА | Хлористый цинк 45%, хлористый аммоний 9%, вода остальное. | Предварительное лужение поверхностей при условии полного удаления флюса. |
Таблица 7. Характеристики припоев
Марка припоя
Химический состав, вес %
Температура плавления, ° С
Рабочая температура ванн, ° С
Выбор очистител я
Очистные жидкости предназначены для отмывки изделий от флюса после пайки. При выборе очистной жидкости следует учитывать состав остатков, ее растворяющую способность, рабочую температуру, время и условия отмывки, влияние на элементы конструкции, токсичность и пожароопасность. Водорастворимые флюсы отмывают в проточной горячей (60..800°С) и холодной воде с помощью мягких щеток. Канифольные флюсы в процессе индивидуальной пайки промывают этиловым (изопропиловым) спиртом; при групповой пайке применяют ультразвуковую очистку или очистку щетками в спирто-бензиновой смеси (1:1); трихлорэтилене или хлористом метилене. Хорошие результаты достигаются при использовании фреона или смесей на его основе. Но он экологически опасен [10].
Для ячейки ИММТ больше всего подходит спирто-безиновая смесь. Она относительно дешевая и доступная.
Выбор кле я
Выбор адгезива в первую очередь определяется методом его нанесения на плату. Принципиальным моментом в определении пригодности выбранного адгезива является его способность формироваться в виде капли, заполняющей самый большой встречающийся промежуток между компонентом и платой и в то же время не растекающейся из-под самых малогабаритных компонентов после нанесения. Адгезив должен быть относительно жидким для удобства нанесения из шприца при минимальном давлении и в то же время быть достаточно вязким, чтобы не вытекать самопроизвольно и не оставлять следа. Также очень важно время отверждения адгезива и его свойства после отверждения. Все эти требования необходимо учитывать при выборе адгезива.
Перспективными являются адгезивы, представляющие собой акрилатноэпоксидную систему, отверждающуюся при воздействии ультрафиолетового (УФ) излучения с последующей термообработкой в конвекционной или ИК печи в течении 3–5 мин. при температуре менее 383 К. Однако чаще всего для ПМК применяются клеи на основе эпоксидных смол, которые имеют довольно низкую температуру отверждения, малый уровень ионных загрязнений, малые деформации при сдвиге и большую прочность, чем припои [3].
Защитные покрытия
При разработке ЭУ, необходимо учитывать защиту коммутационных компонентов КП от затекания на них припоя из зоны пайки, чтобы избежать случайных замыканий. Кроме того, защитное (конформное покрытие) предохраняет поверхность платы от механических повреждений, проникновения влаги, загрязнений (особенно ионогенных) и др.
Климатические факторы, влияющие на процессы деградации в микроэлектронной аппаратуре (МЭА) (см. рис. 19), достаточно взаимосвязаны между собой и весьма сильно ускоряют протекание разрушающих электрохимических реакций. В нормальных климатических условиях процессы деградации протекают медленнее [10].
Печатные узлы повышенной надежности должны выдерживать следующие воздействия атмосферной среды:
· повышенная влажность в течение длительного времени;
· частые перепады температуры;
· химические загрязнения (сернистый газ, хлориды, аммиак);
· солнечная радиация.
Влагозащитные покрытия призваны уменьшить влияние этих факторов на деградационные процессы в МЭА [2].
Для обеспечения защиты смонтированного ЭУ в качестве конформного покрытия рекомендуется использовать парилен, который можно наносить на всю поверхность КП после монтажа на ней компонентов.
Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол.
Дата: 2019-07-30, просмотров: 351.