Процесс пайки компонентов, собранных на коммутационной плате, с помощью ИК-нагрева аналогичен пайке в ПГС, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением.
Основным механизмом передачи тепла, используемым в установках пайки с ИК-нагревом, является излучение. Остальные механизмы теплопередачи обеспечивают передачу тепловой энергии только ПМК. В отличие от пайки в ПГС, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с коммутационными платами. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева микросборок. Основным недостатком пайки с ИК-нагревом является то, что количество энергии излучения, поглощаемой компонентами и платами, зависит от поглощающей способности материалов, из которых они изготовлены. Поэтому нагрев осуществляется неравномерно в пределах монтируемого устройства [10].
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. В этом случае излучение имеет большую длину волны, чем излучение традиционных источников. Излучение такой излучающей системы не нагревает непосредственно микросборку, а поглощается ТС, которая в свою очередь передает тепло микросборке за счет конвекции. Этот способ пайки устраняет ряд недостатков, присущих традиционной пайке с ИК-нагревом, таких, как неравномерный прогрев отдельных частей микросборки и невозможность пайки компонентов в корпусах, непрозрачных для ИК-излучения. Панельные излучатели имеют ограниченный срок службы и обеспечивают намного меньшую скорость нагрева, чем традиционные источники ИК-излучения. Однако при их использовании может не потребоваться ТС из инертного газа.
Первые установки ИК оплавления использовали для нагрева ламповые ИК излучатели с температурой 700–800° С. Улучшение характеристик установок было получено переходом на излучатели, работающие в средневолновом ИК-диапазоне (3–10 мкм). Конструктивно такие излучатели представляют собой керамические панели больших размеров со значительным количеством воздушных камер, работающих, при температуре 280–320° С. В таких устройствах до 60% тепловой энергии доставляется к объекту за счет естественной конвекции, 40% – при помощи средневолнового ИК-излучения.
Конструкция типичной установки пайки ИК оплавлением дозированного припоя и ее температурно – временной режим приведены на рис. 15.
Установка состоит из корпуса 1, внутри которого расположено несколько зон нагрева, в каждой из которых поддерживается заданный тепловой режим. В первой и второй зонах производят постепенный предварительный нагрев изделия 2 с помощью плоских нагревателей 3. Пайку производят в третьей зоне быстрым нагревом объекта выше температуры плавления припоя с помощью кварцевых ИК ламп 4, затем объект охлаждают с помощью устройства 5. ПП транспортируются через установку на ленточном (обычно сетка из нержавеющей стали) конвейере 6. Режимы работы нагревателя и скорость конвейера регулируются с помощью микропроцессорной системы, температурный профиль вдоль установки отображается в графической и цифровой форме на экране дисплея.
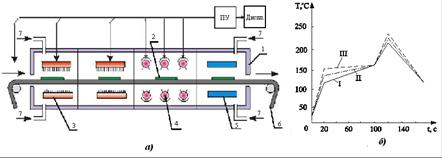
Рис. 15. Схема установки пайки ИК-излучением (а) и ее температурно – временной режим (б): 1 – корпус; 2 – ПП; 3 – плоские ИК нагреватели (панели); 4 – кварцевые ИК лампы; 5 – охладитель; 6 – лента конвейера; 7 – подача горячего воздуха; I – нагрев массивных ПМК; II – нагрев паяемых соединений; III – нагрев ПМК малой массы
Лазерная пайка
Лазерная пайка (пайка лучом лазера) не относится к групповым методам пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в ПГС и ИК-излучением [10].
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ:
· во время пайки ПП и корпуса компонентов практически не нагреваются, что позволяет монтировать компоненты, чувствительные к тепловым воздействиям;
· в связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом;
· выбор материала основания не является критическим;
· кратковременное действие тепла (20…30) мс, резко снижает толщину слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности паяных соединений;
· установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для ПП;
· возможна пайка ячеек с высокой плотностью компоновки компонентов, с размерами КП до 25 мкм, без образования перемычек на соседние соединения или их повреждения;
· при использовании хорошо просушенной припойной пасты, выполненные с помощью лазерной пайки паяные соединения, не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски;
· при использовании лазерной пайки нет необходимости в предварительном подогреве многослойной ПП, что обычно необходимо делать при пайке в ПГС для предотвращения расслоения платы;
· не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов [2].
Пайка ИС в корпусе BGA
Перед началом процесса пайки (см. рис. 16, а) сферические выводы BGA позиционированы по контактным площадкам печатной платы. Нижняя плоскость корпуса BGA параллельна плате. Форма выводов BGA – правильная сферическая, поверхность гладкая, слегка матовая. Процесс оплавления выводов начинается при температуре 183 °C. Под действием сил гравитации происходит первичное «оседание» BGA расстояние между корпусом и платой сокращается до 0,8 мм, форма выводов становится бочкообразной, а поверхность выводов тускнеет, оставаясь гладкой (см. рис. 16, б). По достижении пиковой температуры пайки происходит полное оплавление выводов и смачивание контактных площадок платы припоем. Происходит вторичное «оседание» BGA высота выводов еще раз уменьшается (в примере до 0,5 мм), результирующая форма выводов, поддерживаемая силами поверхностного натяжения, – сплющенная эллиптическая. Поверхность выводов – гладкая блестящая (см. рис. 16, в). При корректном соблюдении технологии пайки все выводы BGA трансформируются в порядке, показанном на рис. 16, г [8].
Наиболее опасно повышение температуры пайки с позиций термомеханических напряжений, возникающих из-за разницы температурного расширения материалов, участвующих в межсоединениях (см. рис. 17).
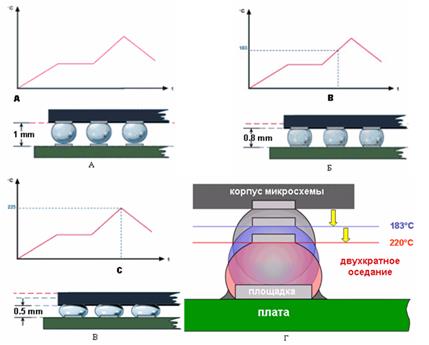
Рис. 16. Пайка ИС в корпусе BGA: а – позиционирование выводов BGA перед началом процесса пайки; б – начальная стадия оплавления выводов; в-полное оплавление выводов и смачивание КП платы припоем; г – порядок трансформации выводов BGA при соблюдении технологии пайки
Если не принять меры к использованию материалов с повышенной температурой стеклования, термомеханические напряжения могут привести к усталостным разрушениям паек.

Рис. 17. Термомеханические напряжения в паяных соединениях BGA-компонентов
Дата: 2019-07-30, просмотров: 333.