Конечно, в опытном, практически единичном производстве разрабатываемого изделия логичнее всего было бы обратиться к ручной сборке компонентов на плату. Это помогло бы избежать лишних производственных финансовых затрат. Однако данный вид сборки весьма трудоемкий и длительный по времени процесс, а также он не гарантирует приемлемого качества изготавливаемой продукции. Учитывая избыток ПМК (более 80% от всего количества) в ячейке ИММТ, ручная сборка становится вообще не приемлемой. В связи с этим, целесообразно использовать гибко автоматизированные сборочные многоголовочные (многозахватные) автоматы с универсальной башенной головкой при возможности замены рабочих головок. Такое оборудование повышает производительность, увеличивает надежность и качество продукции, сокращает длительность производственного цикла. Надежность и качество – являются определяющими при разработке ЭУ, и способствует привлечению потребителей.
Основные технологические операции монтажа ячеек ЭУ
Обоснование выбора метода микроконтактирования
Технология монтажа направлена на получение надежных электрических соединений между конструктивами.
Основным этапом технологического процесса (ТП) монтажа ЭУ является микроконтактирование электропроводящих элементов платы с выводами компонентов.
Эффективность высокоплотного монтажа определяется главным образом применением групповых, подающихся автоматически безинструментальных методов микроконтактирования. Автоматизация микроконтактирования в ТПМ является не только средством повышения производительности и технологичности изготовления ЭУ, но и одним из основных гарантов обеспечения качества и надежности получаемых при этом электрических соединений.
Из известных методов микроконтактирования для внутриузлового монтажа преимущественно используются пайка и микросварка, а в редких случаях – микроконтактирование с применением контактолов.
При планировании производства необходимо исходить из оптимальных значений надежности монтажных соединений: для паяных соединений интенсивность отказов (l) должна быть не менее 10-9 ч-1, для сварных с оплавлением контактируемых материалов – 10-10 ч-1.
При выборе микросварки как метода микроконтактирования следует учитывать нагревостойкость диэлектрического материала КП, подбирать контактирующие материалы с невысоким пределом упругости и др. Высококачественная микросварка в ТПМ – процесс дорогостоящий и низкопроизводительный.
Метод пайки является хорошо освоенным процессом микроконтактирования, который реализуется разными способами, имеет меньшее число ограничений по сравнению со сваркой и который является единственным групповым методом, автоматизируемым на самом высоком уровне, в том числе безинструментально.
Однако, пайка – далеко не идеальный метод микроконтактирования, даже в самых усовершенствованных ее вариантах, что связано с потребностью в припойных материалах и сложных очистительных процессах после монтажа. Но все же, пайка, на данный момент является самым оптимальным методом получения высоконадежного электрического соединения между конструктивами.
Индивидуальная пайка
В зависимости от типа производства пайка может выполняться индивидуально, или различными групповыми способами [2].
Под индивидуальной пайкой следует понимать такой процесс пайки, который реализуется человеком вручную с применением различных инструментов, таких, как микропаяльник, термопинцет, паяльные станции и др.
Существует также еще целый ряд оборудования, применяемого в индивидуальной паке. Например: термокарандаш, термозахват, газовый паяльник, микропаяльник с отсосом и др.
При монтаже ТМК применяют только поединичную пайку контактов с помощью обычных микропаяльников.
Таблица 4. Основные типоразмеры термоинструментов
| Графическое изображение термоинструмента | Типоразмеры |
Для компонентов в микрокорпусах типа SOIC

| А = (4 – 20) мм |
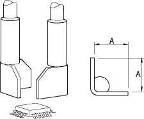 Для QFP и PLCC Для QFP и PLCC
| А = (8 – 11) мм |
 Для чип – компонентов Для чип – компонентов
| А = (1.5 – 2.5) мм |
Для многовыводных корпусов
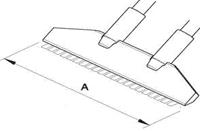
| А = 50 мм |
Эффективность высокоплотного монтажа определяется главным образом применением групповых, поддающихся автоматизации безинструментальных методов микроконтактирования, где все соединения подвергаются пайке одновременно.
Пайка двойной волной припоя
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как с конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя [1].
Совершенствование конструкции платы оказалось недостаточным для достижения высокого уровня годных при традиционных способах изготовления изделий с ПМК. Потребовалось изменить ТП пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, она исходит из сопла под большим давлением (см. рис. 12).
Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой ламинарной волной с малой скоростью истечения. Вторая волна обладает очищающей способностью и устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны [10].
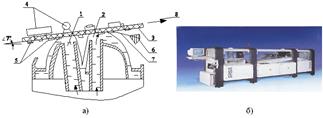
Рис. 12. Установка для пайки двойной волной припоя: схематическая (а); фирмы ERSA (б): 1 – турбулентная, скоростная, узкая первая волна припоя; 2 – ламинарная, плавная, широкая, низкая вторая волна припоя; 3 – ПП; 4 – ТМК; 5 – ПМК; 6 – дешунтирующий нож; 7 – струя горячего инертного газа; 8 – направление движения платы с ЭРК
Пайка двойной волной припоя применяется в настоящее время для одного типа коммутационных плат: с ТМК на лицевой стороне и простыми ПМК (чипами и транзисторами) на обратной. Некоторые компоненты для ПМК (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа, которую позволяет реализовать ПМК, с помощью данного метода практически невозможно пропаять ПМК с четырехсторонней разводкой выводов. Чтобы уменьшить эффект затенения, прямоугольные чипы следует размещать перпендикулярно направлению движения волны [10].
Дата: 2019-07-30, просмотров: 515.