Курсовая работа
на тему: «Разработка технологии сборки и монтажа ячейки трёхкоординатного цифрового преобразователя перемещения»
Введение
Рассматриваемая ячейка входит в трёх-координатного цифрового преобразователя перемещений. Преобразователь должен обеспечивать преобразование угловых координат со следующими точностными и динамическими характеристиками:
- разрешающая способность: 20 угл. сек. (16 дв. разр.);
- ошибка преобразования: не более ±0,6 д.у. (± 2 угл. мин.) с учётом точностных параметров датчика, в условиях воздействия групп эксплуатации 1.7.1, 2.1.3, 2.2.2 ГОСТ РВ 20.39.304–98;
- скорость вращения вала датчика: не более 1,5 рад/с (90 град/с);
- ускорения вращения вала датчика: не более 4 рад/с2 (230 град/с2);
- температурный диапазон работы: от -40 до +60 оС;
- потребляемая мощность: не более 10 Вт;
Одним из основных требований к ЦПП являются минимальные габариты и вес. Исходя из этого, размеры ячейки и ее масса должны быть минимальны. Для обеспечения требуемых электрических параметров при минимальных размерах изделия используются элементы высокой степени интеграции, предназначенные для поверхностного монтажа. Высокая эксплуатационная надежность является одним из основных требований к устройствам подобного типа.
Целью данного курсового проекта является разработка технологического процесса (ТП) сборки и монтажа ячейки ЦПП; разработка общего алгоритма реализации ТП и маршрутной карты сборки и монтажа ячейки ИММТ; дать оценку технологичности ячейки.
Основные технологические операции сборки ячеек ЭУ
На первый взгляд кажется, что применение автоматизации в опытном, практически единичном производстве невозможно, потому что требуются большие капиталовложения и существует риск того, что они не окупятся в последующем. Но гибкая автоматизация производства повышает производительность, увеличивает надежность и качество продукции, сокращает длительность производственного цикла, особенно в условиях мелкосерийного или опытного, но многономенклатурного производства. Поэтому, в таком случае гибкоавтоматизированное оборудование быстро себя окупает [10].
Подготовка ПМК и ТМК к сборке
ПП и компоненты поступают на сборку подготовленными с удостоверенным уровнем качества. Подготовка ТМК, как правило, включает в себя:
· распаковку компонентов;
· рихтовку, зачистку, формовку, обрезку, лужение выводов;
· размещение компонентов в технологической таре (либо на ленте рассчитанной, на загрузочные узлы автоматов).
Подготовка ПМК обычно сводится к обезжириванию и контролю паяемости. Редко проводятся такие специфические операции, как:
· осветление выводов;
· лёгкое протравливание слабой кислотой;
· доращивание выводов для безвыводных кристаллодержателей;
Основной характеристикой качества подготовки компонентов является паяемость [10]. Паяемость является ключевым аспектом проектирования для обеспечения воспроизводимости ТП. В промышленности разработано большое число методов контроля паяемости:
· измерение краевого угла смачивания (q) (см. рис. 5);
· по высоте, или скорости подъема припоя в капиллярном зазоре;
· по величине поверхностного натяжения и др.
Процесс дозированного формирования припойных материалов также относят к подготовительным операциям.
В зависимости от типа производства подготовительные операции могут выполняться вручную, на полуавтоматах или автоматах.
Сборка ЭРК на плату
Целью процесса сборки является получение надежных механических соединений между конструктивами ЭУ.
Сборка компонентов на ПП состоит из подачи их к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, сопряжения со сборочными компонентами и фиксации в требуемом положении.
Сборка компонентов на ПП может выполняться вручную, механизировано, или автоматизировано [10].
В процессе разработки технологий автоматизации определились три принципа установки компонентов:
· последовательный или поточно-последовательный с использованием одноголовочного манипулятора;
· поочередно-групповой или поточно-групповой с использованием карусельных многоголовочных систем;
· поточно-параллельным или симультанным (т.е. одновременным) с использованием параллельно работающих нескольких одноголовочных манипуляторов или карусельных систем.
Таблица 3. Уровни автоматизации процесса сборки ПМК на КП
| Уровни автоматизации | Краткие сведения | Пример сборочного оборудования (либо его узла) |
| Последовательный или поточно-последовательный с использованием одноголовочного манипулятора. | Особенности: последовательное выполнение единичных переходов или операций. Рабочая сборочная головка последовательно по заданной программе позиционирует поединично каждый компонент. Такая одноголовочная позиционирующая система обеспечивает наибольшую гибкость и точность установки широкого ряда компонентов, но имеет низкий уровень производительности. Зато конструкции таких систем развиваются и совершенствуются для того, чтобы достичь возможности установки всех существующих компонентов. | 
|
| Поочередно-групповой или поточно-групповой с использованием карусельных многоголовочных систем. | Групповая автоматизация характеризуется тем, что в единицу времени на этапе сборки устанавливается на плату поочередно несколько компонентов за один прием устройство рабочей сборочной головки автомата более сложное, чем при автоматизации. | 
|
| Поточно-параллельным или симультанным (т.е. одновременным) с использованием параллельно работающих нескольких одноголовочных манипуляторов или карусельных систем. | Поточно-параллельная система, реализуемая с применением высокоточных сложных универсальных сборочных автоматов (УСА), либо гибко автоматизированных линий сборки (ГАЛС), позволяет за один прием рабочей головки, либо за один переход платы через сборочный автомат устанавливать на ПП более 50% компонентов, либо сразу все 100%. Ее принцип состоит в разбиении ПП на несколько секций, каждая из которых индивидуально обслуживается отдельной системой. Принцип разбиения на секции может быть или по однородности компонентов, или по полю одинаковых плат в групповой заготовке, или по разбиению большей платы на отдельные зоны. | 
|
Индивидуальная пайка
В зависимости от типа производства пайка может выполняться индивидуально, или различными групповыми способами [2].
Под индивидуальной пайкой следует понимать такой процесс пайки, который реализуется человеком вручную с применением различных инструментов, таких, как микропаяльник, термопинцет, паяльные станции и др.
Существует также еще целый ряд оборудования, применяемого в индивидуальной паке. Например: термокарандаш, термозахват, газовый паяльник, микропаяльник с отсосом и др.
При монтаже ТМК применяют только поединичную пайку контактов с помощью обычных микропаяльников.
Таблица 4. Основные типоразмеры термоинструментов
| Графическое изображение термоинструмента | Типоразмеры |
Для компонентов в микрокорпусах типа SOIC

| А = (4 – 20) мм |
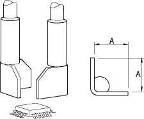 Для QFP и PLCC Для QFP и PLCC
| А = (8 – 11) мм |
 Для чип – компонентов Для чип – компонентов
| А = (1.5 – 2.5) мм |
Для многовыводных корпусов
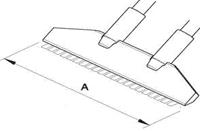
| А = 50 мм |
Эффективность высокоплотного монтажа определяется главным образом применением групповых, поддающихся автоматизации безинструментальных методов микроконтактирования, где все соединения подвергаются пайке одновременно.
Пайка двойной волной припоя
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как с конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя [1].
Совершенствование конструкции платы оказалось недостаточным для достижения высокого уровня годных при традиционных способах изготовления изделий с ПМК. Потребовалось изменить ТП пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, она исходит из сопла под большим давлением (см. рис. 12).
Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой ламинарной волной с малой скоростью истечения. Вторая волна обладает очищающей способностью и устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны [10].
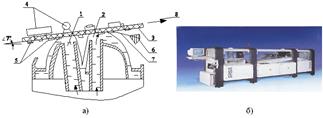
Рис. 12. Установка для пайки двойной волной припоя: схематическая (а); фирмы ERSA (б): 1 – турбулентная, скоростная, узкая первая волна припоя; 2 – ламинарная, плавная, широкая, низкая вторая волна припоя; 3 – ПП; 4 – ТМК; 5 – ПМК; 6 – дешунтирующий нож; 7 – струя горячего инертного газа; 8 – направление движения платы с ЭРК
Пайка двойной волной припоя применяется в настоящее время для одного типа коммутационных плат: с ТМК на лицевой стороне и простыми ПМК (чипами и транзисторами) на обратной. Некоторые компоненты для ПМК (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа, которую позволяет реализовать ПМК, с помощью данного метода практически невозможно пропаять ПМК с четырехсторонней разводкой выводов. Чтобы уменьшить эффект затенения, прямоугольные чипы следует размещать перпендикулярно направлению движения волны [10].
Лазерная пайка
Лазерная пайка (пайка лучом лазера) не относится к групповым методам пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в ПГС и ИК-излучением [10].
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ:
· во время пайки ПП и корпуса компонентов практически не нагреваются, что позволяет монтировать компоненты, чувствительные к тепловым воздействиям;
· в связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом;
· выбор материала основания не является критическим;
· кратковременное действие тепла (20…30) мс, резко снижает толщину слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности паяных соединений;
· установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для ПП;
· возможна пайка ячеек с высокой плотностью компоновки компонентов, с размерами КП до 25 мкм, без образования перемычек на соседние соединения или их повреждения;
· при использовании хорошо просушенной припойной пасты, выполненные с помощью лазерной пайки паяные соединения, не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски;
· при использовании лазерной пайки нет необходимости в предварительном подогреве многослойной ПП, что обычно необходимо делать при пайке в ПГС для предотвращения расслоения платы;
· не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов [2].
Пайка ИС в корпусе BGA
Перед началом процесса пайки (см. рис. 16, а) сферические выводы BGA позиционированы по контактным площадкам печатной платы. Нижняя плоскость корпуса BGA параллельна плате. Форма выводов BGA – правильная сферическая, поверхность гладкая, слегка матовая. Процесс оплавления выводов начинается при температуре 183 °C. Под действием сил гравитации происходит первичное «оседание» BGA расстояние между корпусом и платой сокращается до 0,8 мм, форма выводов становится бочкообразной, а поверхность выводов тускнеет, оставаясь гладкой (см. рис. 16, б). По достижении пиковой температуры пайки происходит полное оплавление выводов и смачивание контактных площадок платы припоем. Происходит вторичное «оседание» BGA высота выводов еще раз уменьшается (в примере до 0,5 мм), результирующая форма выводов, поддерживаемая силами поверхностного натяжения, – сплющенная эллиптическая. Поверхность выводов – гладкая блестящая (см. рис. 16, в). При корректном соблюдении технологии пайки все выводы BGA трансформируются в порядке, показанном на рис. 16, г [8].
Наиболее опасно повышение температуры пайки с позиций термомеханических напряжений, возникающих из-за разницы температурного расширения материалов, участвующих в межсоединениях (см. рис. 17).
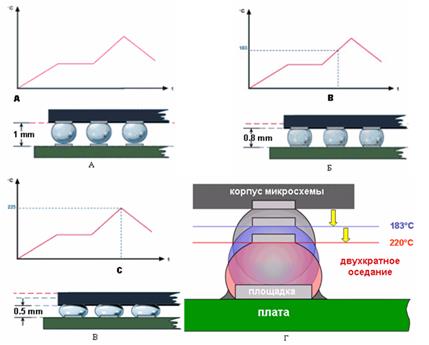
Рис. 16. Пайка ИС в корпусе BGA: а – позиционирование выводов BGA перед началом процесса пайки; б – начальная стадия оплавления выводов; в-полное оплавление выводов и смачивание КП платы припоем; г – порядок трансформации выводов BGA при соблюдении технологии пайки
Если не принять меры к использованию материалов с повышенной температурой стеклования, термомеханические напряжения могут привести к усталостным разрушениям паек.

Рис. 17. Термомеханические напряжения в паяных соединениях BGA-компонентов
Выбор флюса
Паяльные флюсы – это вещества как органического, так и неорганического происхождения, с неметаллической связью, которые предназначены для удаления окисной пленки с поверхности паяемых изделий.
Пайку и монтаж радиоэлектронной аппаратуры выполняется с применением только флюсов, остатки которых негигроскопичны, не электропроводны и не вызывают коррозий [2].
Краткая характеристика наиболее распространенных флюсов приведена в табл. 6.
Принимая во внимание простоту изготовления и то, что изделие является специальным, возможно порекомендовать флюс КСп.
Выбор припоя
В качестве припоя для ячейки ИММТ возможно порекомендовать ПОС-61 ГОСТ1499. Как видно из табл. 7, ПОС-61 имеет сравнительно низкую температуру плавления (183оС) и сравнительно высокий предел прочности на растяжение. Следовательно, не будет перегрева компонентов, что обеспечит надежное их крепление.
Таблица 6. Характеристики флюсов
| Марка | Состав | Область применения |
| ФКСп | Сосновая канифоль 60–90%, спирт 10–40%. | Пайка и лужение деталей и проводников в изделии специального назначения. |
| ФКТC | Сосновая канифоль 10–40%, спирт 89–59%, тетрабром остальное. | Пайка и лужение контактных соединений и поверхностей в изделии специального назначения. |
| ЛТИ-120 | Сосновая канифоль 15–30%, спирт 76–68% деэтиламин остальное. | Пайка и лужение деталей и проводников в изделиях широкого применения. |
| ФДГ | Деэтиламин 4–6% глицерин остальное. | Групповая пайка деталей, оплавление после гальванического лужения. |
| ФЦА | Хлористый цинк 45%, хлористый аммоний 9%, вода остальное. | Предварительное лужение поверхностей при условии полного удаления флюса. |
Таблица 7. Характеристики припоев
Марка припоя
Химический состав, вес %
Температура плавления, ° С
Рабочая температура ванн, ° С
Выбор очистител я
Очистные жидкости предназначены для отмывки изделий от флюса после пайки. При выборе очистной жидкости следует учитывать состав остатков, ее растворяющую способность, рабочую температуру, время и условия отмывки, влияние на элементы конструкции, токсичность и пожароопасность. Водорастворимые флюсы отмывают в проточной горячей (60..800°С) и холодной воде с помощью мягких щеток. Канифольные флюсы в процессе индивидуальной пайки промывают этиловым (изопропиловым) спиртом; при групповой пайке применяют ультразвуковую очистку или очистку щетками в спирто-бензиновой смеси (1:1); трихлорэтилене или хлористом метилене. Хорошие результаты достигаются при использовании фреона или смесей на его основе. Но он экологически опасен [10].
Для ячейки ИММТ больше всего подходит спирто-безиновая смесь. Она относительно дешевая и доступная.
Выбор кле я
Выбор адгезива в первую очередь определяется методом его нанесения на плату. Принципиальным моментом в определении пригодности выбранного адгезива является его способность формироваться в виде капли, заполняющей самый большой встречающийся промежуток между компонентом и платой и в то же время не растекающейся из-под самых малогабаритных компонентов после нанесения. Адгезив должен быть относительно жидким для удобства нанесения из шприца при минимальном давлении и в то же время быть достаточно вязким, чтобы не вытекать самопроизвольно и не оставлять следа. Также очень важно время отверждения адгезива и его свойства после отверждения. Все эти требования необходимо учитывать при выборе адгезива.
Перспективными являются адгезивы, представляющие собой акрилатноэпоксидную систему, отверждающуюся при воздействии ультрафиолетового (УФ) излучения с последующей термообработкой в конвекционной или ИК печи в течении 3–5 мин. при температуре менее 383 К. Однако чаще всего для ПМК применяются клеи на основе эпоксидных смол, которые имеют довольно низкую температуру отверждения, малый уровень ионных загрязнений, малые деформации при сдвиге и большую прочность, чем припои [3].
Защитные покрытия
При разработке ЭУ, необходимо учитывать защиту коммутационных компонентов КП от затекания на них припоя из зоны пайки, чтобы избежать случайных замыканий. Кроме того, защитное (конформное покрытие) предохраняет поверхность платы от механических повреждений, проникновения влаги, загрязнений (особенно ионогенных) и др.
Климатические факторы, влияющие на процессы деградации в микроэлектронной аппаратуре (МЭА) (см. рис. 19), достаточно взаимосвязаны между собой и весьма сильно ускоряют протекание разрушающих электрохимических реакций. В нормальных климатических условиях процессы деградации протекают медленнее [10].
Печатные узлы повышенной надежности должны выдерживать следующие воздействия атмосферной среды:
· повышенная влажность в течение длительного времени;
· частые перепады температуры;
· химические загрязнения (сернистый газ, хлориды, аммиак);
· солнечная радиация.
Влагозащитные покрытия призваны уменьшить влияние этих факторов на деградационные процессы в МЭА [2].
Для обеспечения защиты смонтированного ЭУ в качестве конформного покрытия рекомендуется использовать парилен, который можно наносить на всю поверхность КП после монтажа на ней компонентов.
Чаще всего материалами защитных покрытий являются лаки на основе полиуретановых, эпоксиамидных и других органических смол.
Вопросы обеспечения надежности ЭУ
Вопросы, касающиеся обеспечения надежности ЭУ требуют компромиссных решений, что создает серьезные проблемы разработки. Эффективность управления ТП и контроля качества ЭУ снижается по нескольким причинам:
· из-за роста числа и значимости факторов, определяющих качество как ПМК, так и ЭУ, что является следствием уменьшения размеров элементов и компонентов ЭУ, так как при этом становятся значимыми несовершенства структуры материалов и самих элементов, микрорельефность, а также физико-химические воздействия границ их поверхностей, процессы взаимодиффузии, электромиграции, капиллярные явления и др.;
· из-за влияния конструктивных особенностей ЭУ на выход годных изделий, что является следствием большого разнообразия ПМК и соответственно требований к точности их позиционирования, точности дозировки припоя, количества тепла для его оплавления и т.д.;
· из-за снижения полноты проверки СБИС (УБИС) и ЭУ вследствие существенного увеличения наборов комбинаций входных сигналов при тестировании, обеспечивающем полную и достоверную оценку качества их функционирования в условиях все возрастающей трудоемкости контроля;
· из-за повышения сложности и разнообразия измерительной оснастки, индивидуальных средств тестирования, а также индивидуальных измерительных программ вследствие расширения сферы применения ЭВС в плохо поддающихся управлению в условиях эксплуатации, что требует поиска новых подходов к обеспечению качества и надежности ЭУ, в том числе в неуправляемых или минимально управляемых условиях эксплуатации.
Мероприятия, необходимые в ТПМ, выполнение которых обеспечивает требуемую надежность:
· организация и освоение гибких интегрированных производственных систем с комплексной системой управления качеством изготавливаемых объектов и аттестацией производства;
· использование имеющихся интегрированных дискретных компонентов и суперкомпонентов, а также разработка новых позволяющих уменьшить число паяных и сварных соединений в конструктивах ЭУ;
· совершенствование имеющихся и разработка новых методов и средств бесконтактного технологического контроля для оценки качества объекта производства на всех его этапах;
· разработка общих и индивидуальных встроенных в ЭУ средств самоконтроля, самотестирования и саморегулирования;
· использование новых схемотехнических и конструкторско-технологических решений для регулирования тепломассообмена в ЭУ;
· широкое использование статистического контроля и моделирования для оценки проектируемой, технологической и эксплуатационной надежности.
Выводы
В рамках курсовой работы был проведен анализ ТП сборки и монтажа ЭУ. На его основе был сделан выбор варианта сборки и монтажа ячейки ИММТ. Проанализировав методы и способы реализации ТП сборки и монтажа, для данной ячейки был произведен выбор технологического оборудования, материалов и технологических сред. Для ячейки ИММТ была проведена разработка общего алгоритма ТП сборки и монтажа и маршрутной карты. Дана оценка технологичности данной ячейки.
Однако, вариант узловой сборки и монтажа ΙΙΙ, г является самым сложным по трудоемкости и дорогостоящим. Для улучшения качества и эксплуатационной надежности рекомендуется все 100% навесных компонентов выбирать только для поверхностного монтажа, что позволит осуществить гибкую автоматизацию всех сборочно-монтажных процессов, используя встроенные средства активного технологического контроля.
Список используемой литературы
1. Заводян А.В., Грушевский А.М. Поверхностный монтаж для производства высокоплотных электронных средств – М.: МИЭТ, 2006. – 276 с.
2. Сейсян Р.П. Принципы микроэлектроники. – СПб.: ЛГТУ, 2003. – 110 с.
3. Технология и автоматизация производства радиоэлектронной аппаратуры. / Под. ред. А.П. Достанко и Ш.М. Чабдарова – М.: Радио и связь, 1989. – 624 с.
4. Дефекты, возникающие при пайке компонентов поверхностного монтажа // Поверхностный монтаж, №1, 2006. с. 26–27.
5. Заводян А.В., Волков В.А. Производство перспективных ЭВС: Учебное пособие. Ч. 2 – М.: МИЭТ, 1999. – 280 с.
6. Мэнгин Ч.Г., Макклелланд С. Технология поверхностного монтажа. Будущее технологии сборки в электронике. – М.: Мир, 1990. – 176 с.
7. Монтаж на поверхность. Технология. Контроль качества. / Под. ред. И.О. Шурчкова. – М.: Издательство стандартов, 1991. – 184 с.
Курсовая работа
на тему: «Разработка технологии сборки и монтажа ячейки трёхкоординатного цифрового преобразователя перемещения»
Введение
Рассматриваемая ячейка входит в трёх-координатного цифрового преобразователя перемещений. Преобразователь должен обеспечивать преобразование угловых координат со следующими точностными и динамическими характеристиками:
- разрешающая способность: 20 угл. сек. (16 дв. разр.);
- ошибка преобразования: не более ±0,6 д.у. (± 2 угл. мин.) с учётом точностных параметров датчика, в условиях воздействия групп эксплуатации 1.7.1, 2.1.3, 2.2.2 ГОСТ РВ 20.39.304–98;
- скорость вращения вала датчика: не более 1,5 рад/с (90 град/с);
- ускорения вращения вала датчика: не более 4 рад/с2 (230 град/с2);
- температурный диапазон работы: от -40 до +60 оС;
- потребляемая мощность: не более 10 Вт;
Одним из основных требований к ЦПП являются минимальные габариты и вес. Исходя из этого, размеры ячейки и ее масса должны быть минимальны. Для обеспечения требуемых электрических параметров при минимальных размерах изделия используются элементы высокой степени интеграции, предназначенные для поверхностного монтажа. Высокая эксплуатационная надежность является одним из основных требований к устройствам подобного типа.
Целью данного курсового проекта является разработка технологического процесса (ТП) сборки и монтажа ячейки ЦПП; разработка общего алгоритма реализации ТП и маршрутной карты сборки и монтажа ячейки ИММТ; дать оценку технологичности ячейки.
Современное состояние техники поверхностного монтажа
Современные электронные узлы значительно отличаются от устройств разработки конца 80-х – начала 90-х годов прошлого века. Во-первых, новые технологии поверхностного монтажа привели к уменьшению габаритов компонентов в 3–6 раз. Во-вторых, появились новые корпуса интегральных схем с малым шагом между выводами (0,5–0,65 мм), корпуса с шариковыми выводами (BGA), новые малогабаритные дискретные компоненты и соединители. В-третьих, повысилась точность изготовления печатных плат, увеличились возможности для разводки сложных устройств в малых габаритах. Появление новой элементной базы позволяет говорить о возможности воплощения сложных систем на одной плате и даже на одном кристалле (system-on-chip). Это означает, что на одной и той же типичной плате устройства обработки сигналов в малых габаритах размещаются высокочувствительный аналоговый тракт, аналого-цифровой преобразователь, высокоскоростная схема цифровой обработки на процессоре и (или) программируемых логических интегральных схемах, буферные элементы и драйверы линий связи, элементы стабилизаторов напряжения питания и преобразователей уровня, а также другие узлы. Естественно, это накладывает отпечаток на методологию разработки платы.
Современное электронное устройство невозможно представить без применения технологии поверхностного монтажа. Преимущества поверхностного монтажа неоспоримы – высокая плотность компоновки, улучшение электромагнитной совместимости; таким образом, даже в опытных разработках будущее за поверхностным монтажом.
Первые корпуса для поверхностного монтажа появились в конце 50-х – начале 60-х годов прошлого века. Корпуса типа flat pack представляли собой металлический корпус с двусторонним расположением выводов. Отечественному разработчику такие корпуса известны как корпуса «типа 4», в которых было выпущено огромное количество ИС для применений в специальной технике.
Ныне применяется огромное число корпусов поверхностного монтажа с шагом между выводами до 0,5 мм и массивами шариковых выводов (BGA).
При использовании поверхностного монтажа дискретные компоненты и микросхемы с шагом выводов более 1 мм должны быть размещены так, чтобы выводы компонентов не выходили за пределы контактной площадки (рис. 1). Оптимально симметричное расположение компонентов. Такие компоненты паяются методом групповой пайки в конвекционных печах.
К группе поверхностно – монтируемых компонентов относятся пассивные чип-компоненты в корпусах, различающихся по размеру, и прочие ИС в базовых технологических корпусах PLCC, QFP, BGA и т.д. (см. рис. 1). Сюда же относят специализированные технологии, которые еще не стали стандартом электронной сборки или стали им относительно недавно (TAB, flip-chip) и т.д.
Автоматизация процесса установки ПМК стала возможной, благодаря их корпусной chip структуре и, следовательно, поэтому нет необходимости устанавливать компоненты в отверстия на печатной плате. Традиционные компоненты, монтируемые в отверстия, были наиболее узким местом в процессе установки их на плату, поскольку практически полностью исключали возможность автоматизации процесса. Гораздо проще и быстрее автоматизировать процесс установки ПМК, чем монтаж традиционно монтируемых компонентов.
Основные преимущества ТМП:
- снижение массы и габаритов изделия (в 2…6 раза);
- улучшение помехозащищенности, быстродействия и частотных свойств ЭРЭ (паразитная индуктивность и емкость выводов уменьшается в 2…10 раз);
- повышение производительности труда на сборочных работах (в 5 раз), возможность полной автоматизации процесса;
- улучшение качества пайки, повышение надежности, уменьшение количества металлизированных переходных отверстий;
- уменьшение себестоимости, капитальных затрат, транспортных расходов при производстве.
Основные недостатки ТМП:
- недостаточная номенклатура ЭРЭ, приспособленных под поверхностный монтаж;
- очень жесткие (микронные) допуски на точность изготовления;
- отсутствие единых стандартов на размеры корпусов, топологию контактных площадок, электрические характеристики;
- сложность оборудования ТМП, необходимость освоения новых технологических процессов, высокие начальные финансовые затраты;
- сложность выполнения ремонтных и контрольно-измерительных работ.
Специалисты ведущих электронных корпораций придерживаются мнения, что преимущества ТМП перевешивают недостатки, и в будущем многие проблемы будут так или иначе решены.
2. Возможные варианты сборки и монтажа ячеек ЭУ
Для упрощения анализа и разработки алгоритма ТП, а также выбора технологического оборудования, варианты размещения компонентов на плате целесообразно свести к 3 вариантам и их разновидностям (см. рис. 2). Каждый из вариантов имеет как свои плюсы, так и минусы. Необходимо помнить, что когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция увеличивает промышленную стоимость изделия.
Существует также четвертый вариант – чисто традиционный, когда традиционно – монтируемые компоненты (ТМК) (без ограничения по сложности) устанавливаются и монтируются с одной стороны платы, либо, что крайне редко, с двух сторон ПП, причем с обратной стороны устанавливают только единичный ТМК но в любом случае вариант IV неэффективен и, следовательно, неперспективен. Это связано не только с потребностью в монтажных отверстиях (при этом существенно возрастают массогабаритные показатели и ограничиваются функциональные возможности ЭУ), но и с потенциально большими затратами на сборочно – монтажные операции.
Целесообразность выбора варианта IV может быть в некоторых случаях оправданна дефицитностью ПМК, либо потребностями макетирования ЭУ.
В ячейке ИММТ ПМК и ТМК монтируются как с одной, так и с другой стороны платы. Таким образом, сборка и монтаж будут осуществляться по варианту IIIг (см. рис. 4). Этот способ позволяет добиться высокой плотности монтажа, что требуется для данного устройства.
Сборка и монтаж компонентов ячейки ИММТ будет осуществляться на многослойную ПП. Материал платы – фольгированный стеклотекстолит марки FR4.
Дата: 2019-07-30, просмотров: 360.