При обґрунтуванні виробничого процесу враховують, що це процес перетворення сировини в готову продукцію. Виробничий процес складається з множини технологічних і нетехнологічних операцій.
Технологічні операції являють собою безпосередні зміни сировини, направлені на виготовлення продукції. Їх сукупність утворює технологічний процес виробництва.
Нетехнологічні операції являють собою необхідні за техніко-організаційними причинами перерви в технологічному процесі. Сюди необхідно віднести час на внутрішнє транспортування сировини і продукції, час внутрішньо-змінних і між змінних перетворень, час технічного контролю.
Розраховуємо складові частини виробничого процесу:
Технологічний процес виробництва
Технологічний процес – це основна частина виробничого процесу, яка об’єднує методи виготовлення продукції шляхом зміни стану, властивостей, форм і розмірів матеріалів, сировини і напівфабрикатів.
Кожен технологічний процес представлений у вигляді технологічних схем, в якій спосіб виробництва викладається у формі послідовного опису технологічних операцій, які проходять на певному обладнанні. Розробка технологічного процесу починається з аналізу деталей, які входять у виробничу програму для виявлення повторюваності і технологічної подібності. Деталі об’єднують у групи за особливими конструкціями: матеріали, заготовки, габаритні розміри, точністю обробки. Для кожної групи виділяють типові кооперативні технологічні карти.
Розрахунок складових частин продукції А, В, С, D, Е і групування деталей виконуємо виходячи з питомих витрат на одиницю продукції і виробничої програми (Таблиця 5).
Таблиця 5
| Групи складових частин виробів | Питомі витрати, од | Загальні витрати, од | Всього на виробничу програму, од | |||||||||
| A | B | C | D | E | A | B | C | D | E | |||
| деталі кріплення | 235 | 312 | 450 | 410 | 260 | 10105 | 18096 | 22050 | 30750 | 17940 | 98941 | |
| симетричні деталі і обертання | 78 | 211 | 132 | 82 | 46 | 3354 | 12238 | 6468 | 6150 | 3174 | 31384 | |
| корпусні деталі | 1 | 1 | 1 | 1 | 1 | 43 | 58 | 49 | 75 | 69 | 294 | |
| площинні деталі | 19 | 319 | 41 | 19 | 6 | 817 | 18502 | 2009 | 1425 | 414 | 23167 | |
| фігурні деталі | 112 | 7 | 49 | 25 | 7 | 4816 | 406 | 2401 | 1875 | 483 | 9981 | |
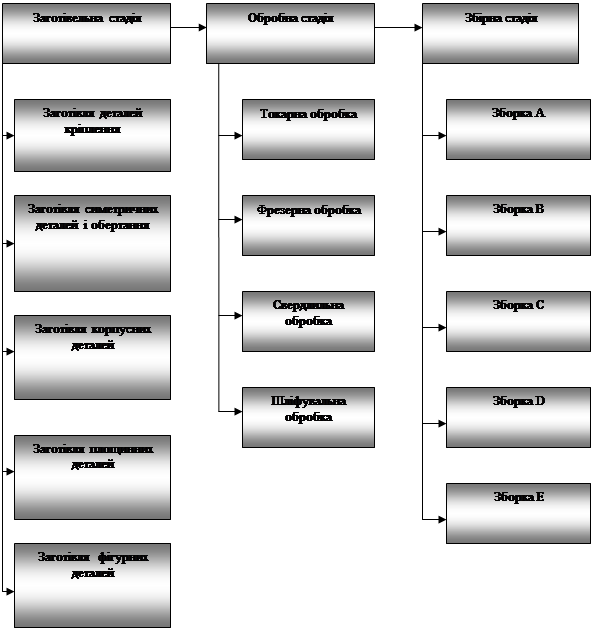
Будуємо загальну технологічну схему виробничого процесу за стадіями.
Постадійна технологічна схема виготовлення виробів А, В, С, D, Е.
Вибір типу виробництва
Тип виробництва визначають для кожної складової групи виробів. Тип виробництва характеризується коефіцієнтом закріплення операцій за одним робочим місцем, або одиницею обладнання:

N0 – число різних операцій
Чрм – число робочих місць, на яких використовуються ці операції.
Залежність від типу виробництва, від величини коефіцієнта серійності наведена в нормативній літературі:
для масового типу виробництва К = 1;
для серійного типу виробництва 1 < К < 40;
для одиничного типу виробництва К > 40.
Залежність типу виробництва від річного обсягу випуску (од) і маси деталей (кг)
| Маса деталі, кг. | Тип виробництва | ||
| одиничне | серійне | масове | |
| < 1,0 | < 1000 | 1000 – 100000 | > 100000 |
| 1,0 – 5,0 | < 500 | 500 – 75000 | > 75000 |
| 5,0 – 10,0 | < 300 | 300 – 50000 | > 50000 |
| >10,0 | < 200 | 200 – 25000 | > 25000 |
Використовуючи дані нормативної таблиці встановлюємо тип виробництва кожної групи складових частин виробів.
Таблиця 6.
Типи виробництва кожної групи деталей
| Групи складових частин виробів | Маса деталі, кг. | Загальна кількість, од | Тип виробництва |
| Деталі і кріплення | 0,8 | 98941 | серійне |
| Симетричні деталі | 2,3 | 31384 | серійне |
| Корпусні деталі | 250 | 294 | серійне |
| Площинні деталі | 13 | 23167 | серійне |
| Фігурні деталі | 27 | 9981 | серійне |
Масове виробництво характеризується неперервним випуском одиничної продукції протягом тривалого проміжку часу на окремі робочі місця, постійно виконують одинакові технологічні операції.
Переваги:
· збільшення пропускної здатності робочих місць;
· можливість використання праці робітників низької кваліфікації;
· значне підвищення продуктивності праці в результаті чіткого закріплення за робочими місцями певних виробничих операцій.
Недоліки:
· складність переходу на інший вид продукції через специфічність обладнання.
Серійне виробництво ознаки: обробка виробів партіями з певною регулярністю після чого обладнання переналагоджується на інший виріб.
Переваги:
· повне використання обладнання;
· використання універсального обладнання і спеціалізованих пристосувань;
· швидке перенесення виробництва.
Недоліки:
· скритість розробки технологічного процесу при узгодженні технологічних операцій на окремих робочих місцях.
Одиничне виробництво ознаки: застосування при широкій номенклатурі виробів і відповідальності чи нерегулярності, повторювальності виробництва.
Дата: 2019-07-30, просмотров: 320.