Данный раздел выполняется после разработки конструкции патрона и простановки размеров. Погрешность установки определяется по формуле:
где εб – погрешность базирования, равная при данной схеме нулю, так как измерительная база используется в качестве технологической.
εз – погрешность закрепления – это смещение измерительной базы под действием сил зажима (в данном расчете можно принять εз @ 0).
εпр – погрешность элементов приспособления, зависящая от точности их изготовления.
Используя размерную схему патрона с рычажным зажимным механизмом, найдём:

где ωАΔ – колебания замыкающего размера АΔ.
Δ1 и Δ3 – погрешности, возникающие вследствие неточности изготовления размеров А1 и А3 (Δ1 = ТА1, Δ3 = ТА3);
Δ2, Δ4 и Δ6 – погрешности из-за колебания зазоров в сопряжениях (Δ2, Δ4 и Δ6 = Sнб- Sнм);
Δ5 – погрешность, появляющаяся из-за неточности изготовления плеч рычага, равная
Δ5 = AsinΔβ (Δβ задавать 30, 20, 10).
Погрешность установки не должна превышать величин:
для черновой обработки – εудоп = zminчист (zminчист – минимальный припуск на чистовую обработку); εудоп = 0,25 мм.
Δ1 =0,025 мм. Δ2 = (0,062 + 0,015) – (0,40 – 0) = 0,037 мм. Δ3 = 0,015 мм.
Δ4 = (21 + 21) – (0) = 0,042 мм. Δ5 = 80*sin0,167 = 0,233 мм. Δ6 = 0,042 мм.

εудоп = 0,25 мм < εу = 0,13 мм, следовательно патрон разработан верно и может использоваться на 05-й токарной (черновой) операции.
Описание работы кулачкового самоцентрирующего патрона
Патрон работает следующим образом: масло под действием давления создаваемого насосом подаётся через систему каналов в муфте в правую полость гидроцилиндра. При этом поршень вместе со штоком, в паз которого вставлены рычаги, которые в свою очередь соединены с постоянными кулачками, патрона движется влево, зажимая при этом с помощью сменных кулачков заготовку. Как только заготовка зажата, шпиндель станка получает вращение от двигателя посредствам зубчатых передач, представляющих часть кинематической схемы станка. Шпиндель соединен с гидроцилиндром силового привода, а так же с корпусом патрона, в который вставлены постоянные кулачки. Патрон вместе с закреплённой в нём заготовкой получает вращение. После окончания обработки, когда шпиндель отключают от цепи главного движения станка, гидрораспределитель переключает гидроканалы и напорная полость становится сливной, а сливная напорной. Жидкость из правой полости гидроцилиндра сбрасывается в бак, а в левую полость поступает под давлением, заготовка разжимается.
Научные исследования
Плазменное напыление
Плазменный распылитель был разработан в 1956 г. фирмами Gianini Corp. и UC на основе работ Смита (пат. 2157498, 1939 г.), предложившего устройство для нанесения покрытий, содержащее катод в форме стержня и анод в форме сопла.
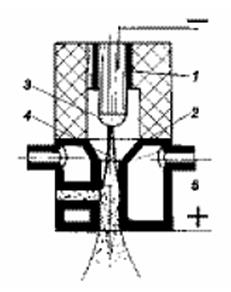
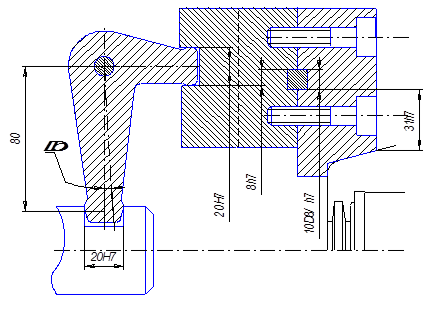
Рис. 1.
Схема плазменного распылителя:
1 - катодный узел;
2 - анодный узел;
3 - катод;
4 - анод;
5 - анодное пятно.
Плазменный распылитель (рис. 1) состоит из катодного 1 и анодного 2 узлов. Между катодом 3 и анодом 4 возбуждается электрическая дуга 5. Дуга в сопле анода отжимается газовым потоком от стенок охлаждаемого сопла, что увеличивает плотность ее энергии и повышает температуру столба дуги (рис. 2).
Рис. 2.
Зависимость энтальпии газов от температуры
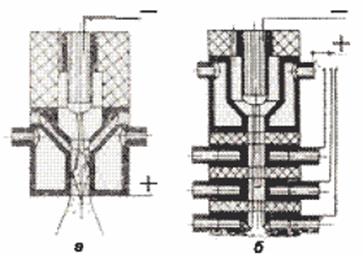
Рис. 3.
Плазменные распылители:
а - с самоустанавливающейся дугой;
б - с фиксированной дугой.
Плазмотроны постоянного тока бывают с самоустанавливающейся (рис. 3, а) и фиксированной длиной дуги, когда дуга удлиняется за счет последовательного переключения на аноды, разделенные между собой электрически нейтральными межэлектродными вставками (рис. 3, б).
При использовании аргона в качестве плазмообразующего газа на плазмотроне с самоустанавливающейся дугой падение напряжения составляет 30 В, а с фиксированной дугой - 100 В и более. На рис. 4 представлены схемы пруткового и проволочного плазменных распылителей. Радиальная подача материала (см. рис. 4, а) используется и для подачи порошковых материалов для нанесения покрытий.
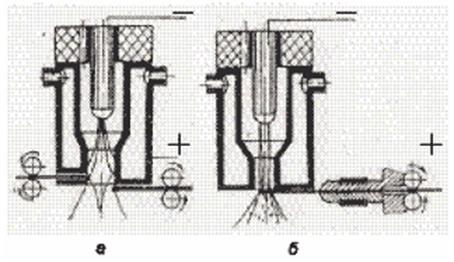
Рис. 4.
Схемы плазменных распылителей:
а - пруткового;
б - проволочного ("проволока - анод").
Схема проволочного распыления "проволока - анод" была разработана В.В. Кудиновым в конце 50-х годов. Тогда удалось получить невиданную производительность - 15 кг/ч вольфрама при мощности 12 кВт. Порошковые распылители (рис. 5) в зависимости от свойств и размеров частиц создавались с подачей в плазменную струю 1, под углом навстречу потоку 2, в сопло в заанодную зону дуги 3 или в доанодную зону, как в плазмотроне М8-27 конструкции В.М. Иванова (рис. 6).
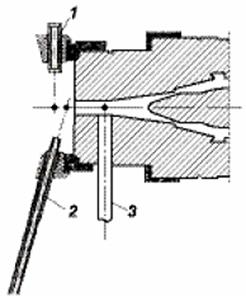
Рис. 5.
Схемы подачи порошка в плазмотрон:
1, 2 - в плазменную струю;
3 - в сопло.
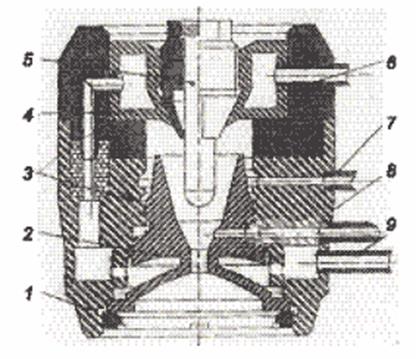
Рис. 6.
Распылитель М8-27:
1 - подача охлаждающей воды;
2 - подача плазмообразующего газа;
3 - подача порошка;
4 - слив воды;
5 - анодный узел;
6 - анод;
7 - изолятор;
8 - катодный узел;
9 - катод.
В настоящее время плазмотроны большой мощности спроектированы с подачей порошка в плазменную струю 1 (рис. 6). Такая схема не влияет на дугу. Плазмотроны имеют завышенную мощность, чтобы тепла плазменной струи хватило на нагрев порошка.
Следует отметить, что подача порошка в доанодную зону была выгоднейшей с точки зрения теплообмена, но сопряжена с перегревом частиц в сопле и забиванием сопла расплавленными частицами из-за высоких требований к равномерности подачи порошка. Рассредоточенность подачи порошка в плазмотроне М8-27 обеспечивала устойчивую работу плазмотрона, который эксплуатируется уже 40 лет.
Тенденции развития плазменных распылителей - увеличение эффективности процесса. Разработаны установки мощностью до 160…200 кВт, работающие на воздухе, аммиаке, пропане, водороде, в динамическом вакууме, в воде. Применение специальных сопл позволило получить сверхзвуковое истечение струи двухфазного потока, которое, в свою очередь, обеспечило получение плотного покрытия. С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15…20 А при мощности до 2 кВт.
Увеличение ресурса соплового аппарата (катод - анод) плазменного распылителя повышенной мощности (50…80 кВт) тормозилось из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Наиболее удачной была конструкция плазмотрона типа F-4, разработанного фирмой Plasma-Technik AG (рис. 7), работающего длительное время на токе до 800 А при мощности 55 кВт.
Патентные исследования
Подающая цанга
Изобретение относится к металлообработке, обработке длинномерного пруткового материала на токарных автоматах. Подающая цанга содержит упругие лепестки с губками, на рабочей поверхности которых нанесены зубцы. Для повышения надежности фиксации величины подачи длинномерного прутка в задней части цанги помещена и закреплена штифтами втулка с внутренней конической поверхностью, вершина конуса которой направлена в сторону, противоположную направлению подачи прутка. Во втулке может быть установлен с возможностью перемещения упругий разрезной элемент, наружная поверхность которого имеет такую же конусность, что и внутренняя поверхность втулки, а на внутренней поверхности разрезного элемента нанесены зубцы. (рис. 1).
Цанга с конусным корпусом
Изобретение относится к области машиностроения, токарным, фрезерным и сверлильным станкам, различным приспособлениям для зажима заготовок и режущего инструмента. Цанга содержит конусный корпус со сквозным осевым отверстием и прорезями на каждом торце, отделенными от противоположного торца короткими перемычками. Для получения малогабаритной цанги с минимальной жесткостью перемычек для закрепления заготовок или инструмента в виде стержня короткие перемычки выполнены тонкостенными и расположены на двух цилиндрических выступах на торцах цанги. На каждом торце может быть выполнено по две, три, четыре или шесть прорезей. (рис. 2).
Зажимная цанга
Зажимная цанга относится к области машиностроения (станкостроения) и может найти применение для зажима пруткового и бунтового материала. Цанга содержит корпус с лепестками, выполненными в виде шарнирных секторов, соединенных с корпусом посредством разрезного кольца, установленного в канавку корпуса. Экономический эффект достигается за счет улучшения условий эксплуатации, повышения надежности и срока службы, расширения сферы использования на ранее не обрабатываемые материалы и удешевления производства. (рис. 3).
Переходник -цанга
Переходник концевой фрезы предназначен для ее удержания и содержит хвостовик, предназначенный для установки концевой фрезы в металлорежущий станок, цангу, имеющую множество упругих сегментов, каждый из которых имеет один конец, выполненный заодно с хвостовиком, и противоположный конец, наружную и внутреннюю поверхность, предназначенную для захвата инструмента. Переходник содержит также стопорную гайку, имеющую внутреннюю поверхность, охватывающую наружные поверхности сегментов цанги. Для уменьшения крутящего момента на поверхности раздела гайки и сегментов цанги выполняются взаимодействующий и невзаимодействующий участки, расположенные либо на гайке, либо на сегментах. (рис. 4).
Зажимное устройство
Изобретение относится к области металлобработки, к цанговым зажимным устройствам для сверлильных, фрезерных и других станков. Устройство включает связанный со шпинделем станка корпус с конусным отверстием, установленную в этом отверстии цангу с наружной конусной поверхностью, подшипник корпуса устройства, установленный в стакане, закрепленном на станке, накидную гайку, навинченную на корпус со стороны его конусного отверстия, на которой снаружи выполнена цилиндрическая поверхность, предназначенная для охвата гайки руками, расположенный под стаканом тарелкообразный элемент с кулачками, при этом в нижнем торце стакана выполнены впадины, соответствующие упомянутым кулачкам. Для ускорения операций зажима и разжима и упрощения устройства стакан подшипника выполнен в виде цельной детали, неподвижно закрепленной в станке, а тарелкообразный элемент выполнен в виде отдельного тарельчатого кулачкового диска с расположенными на его периферии и радиально направленными кулачками, установленного на корпусе устройства с возможностью осевого перемещения и подпружиненного посредством спиральной пружины сжатия, охватывающей корпус на уровне нижней части стакана подшипника. Устройство снабжено гаечным ключом. На верхней части накидной гайки выполнены лыски для гаечного ключа. Нижняя сторона тарельчатого кулачкового диска имеет выпуклую поверхность, предназначенную для облегчения установки губок гаечного ключа на лыски накидной гайки, а на губках гаечного ключа установлены подпружиненные упоры, предназначенные для контакта с тарельчатым кулачковым диском. (рис. 5).
Патрон цанговый
Изобретение может быть использовано преимущественно при высокоскоростной обработке в труднодоступных местах изделий. Патрон содержит корпус, расположенную в нем цангу и механизм воздействия на цангу, включающий винт и грузы, подвижные в радиальном направлении и имеющие скосы. Винт механизма воздействия на цангу расположен по оси патрона. Грузы смонтированы на держателе, который размещен в корпусе патрона с возможностью осевого перемещения. Держатель имеет центральное отверстие для установки указанного винта. В корпусе патрона выполнены скосы для взаимодействия со скосами грузов. При таком исполнении упрощается конструкция патрона, появляется возможность уменьшить его наружный диаметр, повысить обтекаемость корпуса, располагать держатель с грузами непосредственно в корпусе или в хвостовике корпуса патрона. (рис. 6).
Зажимное устройство
Формула изобретения
Зажимное устройство, включающее связанный со шпинделем станка корпус с конусным отверстием, установленную в этом отверстии цангу с наружной конусной поверхностью, подшипник корпуса устройства, установленный в стакане, закрепленном на станке, накидную гайку, навинченную на корпус со стороны его конусного отверстия, на которой снаружи выполнена цилиндрическая поверхность, предназначенная для охвата гайки руками, расположенный под стаканом тарелкообразный элемент с кулачками, при этом в нижнем торце стакана выполнены впадины, соответствующие упомянутым кулачкам, отличающееся тем, что стакан подшипника выполнен в виде цельной детали, неподвижно закрепленной в станке, а тарелкообразный элемент выполнен в виде отдельного тарельчатого кулачкового диска с расположенными на его периферии и радиально направленными кулачками, установленного на корпусе устройства с возможностью осевого перемещения и подпружиненного посредством спиральной пружины сжатия, охватывающей корпус на уровне нижней части стакана подшипника, устройство снабжено гаечным ключом, на верхней части накидной гайки выполнены лыски для гаечного ключа, нижняя сторона тарельчатого кулачкового диска имеет выпуклую поверхность, предназначенную для облегчения установки губок гаечного ключа на лыски накидной гайки, а на губках гаечного ключа установлены подпружиненные упоры, предназначенные для контакта с тарельчатым кулачковым диском.
Зажимное устройство по п.1, отличающееся тем, что нижняя поверхность тарельчатого кулачкового диска выполнена в виде плоского кольцевого внутреннего участка, плавно переходящего в наружный участок, имеющий вид усеченного конуса, обращенного основанием вверх.
Зажимное устройство по п.1, отличающееся тем, что нижняя поверхность тарельчатого кулачкового диска выполнена в виде плоского кольцевого внутреннего участка, плавно переходящего в наружный участок с криволинейной поверхностью вращения, причем радиус кривизны образующей этой поверхности плавно увеличивается в направлении от оси к периферии.
Зажимное устройство по п.З, отличающееся тем, что образующая криволинейной поверхности имеет вид кривой, отвечающей уравнению параболы второго порядка.
Зажимное устройство по любому из пп.1-4, отличающееся тем, что верхняя часть корпуса устройства выполнена заодно со шпинделем станка, образуя со шпинделем единую деталь.
Дата: 2019-07-30, просмотров: 426.