Согласно базовому варианту, заготовку получают на кривошипном горячештамповочном прессе, в открытых облойных штампах из прутка стали 25ХГТ диаметром 85 мм. Технологию получения заготовки можно представить в следующей последовательности:
1. Резка сортового проката, осуществляется на ножницах. Пруток предварительно нагревают ТВЧ, после отрезки получают цилиндр длиной 180  мм., массой 7,967 кг.
мм., массой 7,967 кг.
2. Загрузка разрезанного проката в накопитель перед нагревателем КИН-51.
3. Нагрев заготовки в нагревателе ТВЧ до температуры 1100 ¸1200 С0.
4. Транспортировка цепным транспортёром прутка к рабочей зоне пресса.
5. Штамповка на КГШП с усилием 25000 Н, температура штамповки 1200-900С0.
6. Транспортировка заготовки к ОГШП для обрезки облоя и прошивания отверстия, температура заготовки должна быть не менее 800-900С0, в противном случае требуется подогрев.
Масса заготовки после обрезки облоя составляет 5,6 кг. С учётом допускаемых отклонений на длину и диаметр проката масса обрезаемого облоя может колебаться в пределах 0,4 – 0,7 кг., около 0,3 кг., составляет вес перемычки.Штамповка в открытых штампах характеризуется тем, что штампы в процессе деформации остаются открытыми. Зазор между подвижной и неподвижной частями является переменным, в него выдавливается металл при деформировании, образуя заусенец, что существенно увеличивает расход металла, кроме того для обрезки заусенца (облоя) необходимо применять специальные обрезные пресса и штампы. Исследования показали, что при обработке штампованных заготовок большая часть отходов 70-80% приходится на припуск и заусенец.
Одним из путей совершенствования метода получения заготовки является безоблойная штамповка, т.е., штамповка в закрытых штампах. Однако основной трудностью при его применении является повышенные требования к точности отрезаемого прутка по массе (объёму).
Эта задача может быть решена в случае применения специальных отрезных станков, в частности станков фирмы «Кизерлинг» (ФРГ) моделей НТ-62, НТ-125 и т.д.
Особенностью этих машин является то, что во время резки два охватывающих режущих инструмента, приводятся в движение от двух маховиков с кулачками. В результате двустороннего отрезного удара металл срезается ровно. Производительность 150-300 дет/мин, допуск на длину заготовки ± 0,15 мм. поверхность среза получается чистой без заусенцев. В этом случае колебание объёма отрезаемого прутка будет в значительно меньших пределах и эта погрешность может быть скомпенсирована за счёт изменения толщины перемычки. При этом для прошивки отверстия в заготовке можно будет применять менее мощные и, как следствие более дешёвые пресса. Кроме того, способ получения заготовки в закрытых штампах позволяет повысить точность штамповки, а это значит снизить припуски на механическую обработку и как следствие снизить трудоёмкость изготовления изделия.
В настоящее время себестоимость заготовки по заводскому варианту составляет 1355 руб. для определения целесообразности изменения способа получения заготовки воспользуемся методикой изложенной в [ ].
Себестоимость заготовки с достаточной степенью точности можно определить по приведенной ниже зависимости:
 (2.17)
(2.17)
где Сi – базовая стоимость 1т заготовок ,руб.;
Q – масса заготовки, кг.;
kт, kc, kв, kм, kп, - Коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
q – масса готовой детали, кг.;
Sотх – цена 1 т отходов, руб.;
С4 = 373000 руб.;
Q = 5 кг.;
kт = 1; kc = 0,77; kв = 0,88; kм = 1,21; kп = 0,8;
q – 3,045 кг.;
Sотх = 25000 руб.;
 руб.
руб.
Как видно из приведенных расчётов расчётная себестоимость заготовки получаемой в закрытых штампах ниже, экономия на материале составит при стоимости тонны стали 25ХГТ ГОСТ 4543-71 порядка 140884 .руб. и годовой программе выпуска шестерни 150000 шт. составит:
Эм = N г. × 0,6 = 150000 × 0,6 = 90000 кг. (2.18)
В денежном выражении:
Эд = Эм × 50000 = 90 × 140884 = 12,678 млн. руб. (2.19)
Кроме того, отпадает необходимость в оборудовании для обрезки облой, средняя стоимость пресса составляет 948520 руб. несложно подсчитать, что экономический эффект от внедрения предложенного метода без учёта стоимости пресса составит: 
 , (2.20)
, (2.20)
где Со',Co'' - технологические себестоимости сравниваемых операций, руб;
N - годовая программа ;
 тыс. руб,
тыс. руб,
Значит применение предложенного метода экономически целесообразно.
Выбор технологических баз
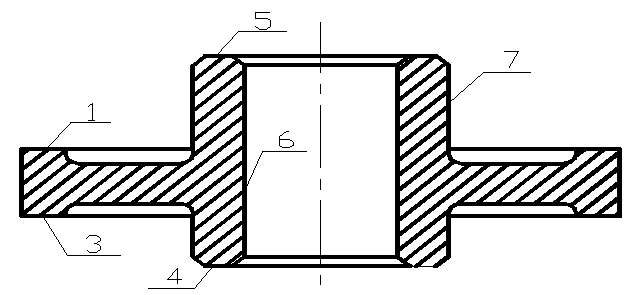 |
Рисунок 2.2. – Схема расположения базовых поверхностей
Точность обработки зубьев цилиндрических зубчатых колес в большой степени зависит от правильного выбора баз на зуборезных и зубоотделочных операциях и точности базовых поверхностей заготовок перед зубообработкой.
Базовыми поверхностями при обработке заготовок цилиндрических зубчатых колес могут быть поверхности, зависящие в первую очередь от конструктивных форм колес, требований к точности по техническим условиям и серийности выпуска.
При зубофрезеровании и зубошевинговании нашей шестерни за технологическую базу принимают отверстие 6, которое соответственно будет необходимо первоначально обработать. В период его обработки отверстие будет являться двойной направляющей базой. Второй технологической базой является торец зубчатого венца 3, который будет обрабатываться совместно с опорным торцом ступицы 4.
Все эти технологические и опорные базы должны обрабатываться раньше, чем нарезание зубьев, с целью исключения погрешности изготовления заготовки. Также нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки.
Дата: 2019-07-30, просмотров: 353.