Режущий инструмент: Резец проходной 2103 – 0059 ГОСТ 18880 – 75
Вспомогательный инструмент: резцедержатель
Мерительный инструмент: ШЦ-1 0.1 125 ГОСТ 166-88
1. Определяем глубину резания:

2. Определяем подачу, по табл. 11 стр. 266 [4]
S = 0, 6 – 1, 2 об/мин
По паспорту станка принимаем: S = 0, 6 мм/об.
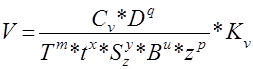
3. Определяем скорость резания по формуле:
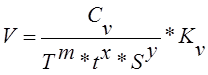
По табл. 17 стр. 269 [4] определяем значение коэффициента и показатели степеней.

 = 340,
= 340,
x = 0,15,
у = 0,45,
m = 0,2
Т – стойкость инструмента (резца) 60 мин. без переточки.

где:
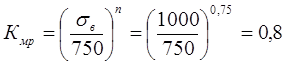
 – коэффициент, учитывающий физико-механические свойства обрабатываемого материала.
– коэффициент, учитывающий физико-механические свойства обрабатываемого материала.
= 
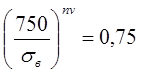
По табл. 2 стр. 262 [4] определяем значение коэффициента  и показатели степени nv; = 1,0;
и показатели степени nv; = 1,0;  = 1
= 1
По табл. 5 стр. 263 [4] определяем коэффициент,  учитывающий влияние состояния поверхности заготовки.
учитывающий влияние состояния поверхности заготовки.  = 0,8
= 0,8
По табл. 6 стр. 263 [4] определяем коэффициент,  учитывающий влияние инструментального материала на скорость резания = 1
учитывающий влияние инструментального материала на скорость резания = 1
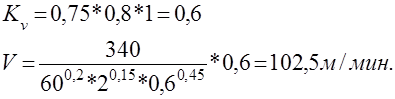
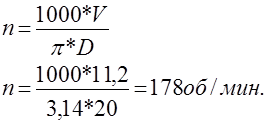
Определяем число оборотов шпинделя.

5. Определяем действительную скорость.

6. Определяем силу резания.

По табл. 22 стр. 273 [4] определяем поправочный коэффициент и показатели степеней.
 = 300
= 300
X = 1
y = 0,75
n = - 0,15

По табл. 9 стр. 264 [4] определяем:
 – коэффициент, учитывающий влияние качества обрабатываемого мате - риала на силовые зависимости.
– коэффициент, учитывающий влияние качества обрабатываемого мате - риала на силовые зависимости.
Определяем коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на силы резания.
 = 0,89
= 0,89
 = 1,1
= 1,1
 = 0,87
= 0,87
 = 1,0
= 1,0
 = 0,8 * 0,89 * 1,1 * 1,0 * 0,87 = 0,68
= 0,8 * 0,89 * 1,1 * 1,0 * 0,87 = 0,68

5. Определяем мощность резания по формуле:


 <
<  2,4< 7,5
2,4< 7,5
6. Определяем основное время операции

Расчет на вертикально – фрезерную операцию[045].
Оборудование: Вертикально – фрезерный станок 6Н12.
Приспособление: Тиски пневматические
Режущий инструмент: Фреза концевая 2223 – 0298 ГОСТ 17026 – 71.
Мерительный инструмент: ШЦ I-125 ГОСТ 166-89.
1. Определяем глубина резания
t = 20 мм.
По табл. 33 стр. 283 [4] выбираем подачу  = 0,09 – 0,18 об/мин.
= 0,09 – 0,18 об/мин.
Принимаем  = 0,5 об/мин.
= 0,5 об/мин.
2. Определяем скорость резания:
По таблице табл. 40 стр. 290 [4] определяем стойкость фрезы. Т = 80 мин.
По табл. 39 стр. 287 [4] определяем коэффициенты.
 = 46,7 m = 0,33
= 46,7 m = 0,33
q = 0,45 u = 0,1
x = 0,5 p = 0,1
у = 0,5

По табл. 1 – 6 стр. 261 – 263 [4] определяем поправочные коэффициенты.
 = 6.
= 6.
= 0,8.
= 1.
 = 6 * 0,8 * 1 = 0,48
= 6 * 0,8 * 1 = 0,48

3. Определяем число оборотов шпинделя:
nпас = 160 об/мин
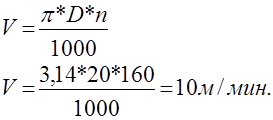
4. Определяем действительную скорость:
5. Определяем силу резания:
 = 12,5,
= 12,5,
x = 0,85,
y = 0,75,
n = 1,
q = 0,73
w = - 0,13


7. Определяем крутящий момент.


8. Определяем эффективную мощность резания.
9. Определяем основное время операции.
Расчет технических норм времени.
Расчет норм времени на
токарно-винторезную операцию [025].
1. Определяем основное время операции:
То = 3,05 мин
2. Определяем вспомогательное время операции:
 ,
,
где tуст – вспомогательное время на установку и снятие детали, определяем на стр. 33 [6]; tпер – вспомогательное время, связанное с переходом [6]; tизм – вспомогательное время, затрачиваемое на измерение обработанных поверхностей при выключенном станке [6]; tдоп – вспомогательное время на переключение скоростей и подач.

3. Находим оперативное время:

4. Определяем время на обслуживание станка:


5. Находим время на отдых:

6. Находим штучное время:


7. Определяем подготовительно – заключительное время на стр. 70 [6]
Тп.з. = 26 мин
8. Определяем штучно – калькуляционное время:
где n - партия деталей запускаемых в производство, шт.

Расчет норм времени на вертикально - сверлильную [065]
1. Определяем основное время операции:
То = 1,58 мин
2. Определяем вспомогательное время операции:
 ,
,
где tуст. – вспомогательное время на установку и снятие детали, определяем ; tизм. – вспомогательное время, затрачиваемое на измерение обработанных поверхностей при выключенном станке.

3. Определяем оперативное время:

4. Находим время на обслуживание станка:

5. Находим время на отдых:

6. Находим штучное время:


7. Определяем подготовительно – заключительное время [6]:
Тп-з = 17 мин
8. Определяем штучно – калькуляционное время:
где n – размер партии деталей запускаемых в производство, шт

Таблица расчета норм времени детали
Дата: 2019-07-24, просмотров: 328.