В целях проверки качества отремонтированного оборудования проводят приемочные испытания в следующей последовательности:
1. Испытание на холостом ходу;
2. Испытание под нагрузкой;
3. Испытание на производительность;
4. Испытание на точность и чистоту обрабатываемой поверхности.
Испытание станков на холостом ходу.
Для испытания станка на холостом ходу производится проверка правильности взаимодействия всех механизмов станка. При этом проверяются все органы управления путем включения всех скоростей главного движения, а также скорости всех подач на одной из скоростей главного движения. Проверяется перемещение от руки всех подвижных узлов, натяжение ремней, смазки и состояние смазочных отверстий, наличие охлаждающей жидкости.
После пуска станка включаются последовательно все рабочие скорости шпинделя или стола от наименьшей до наибольшей, причем на наибольшей скорости станок должен проработать не менее 2 часов.
При наибольшем числе оборотов температура подшипников шпинделя не должна превышать 60оС для подшипников скольжения 70оС для подшипников качения всех станков и подшипников скольжения шлифовальных станков. В других узлах температура должна быть не выше 50оС.
После проверки безотказного действия механизма включения рабочих скоростей проверяют механизм включения рабочих подач ускоренных подач, если они имеются у проверяемого станка.
На холостом ходу производится проверка работы всех автоматических устройств, проверка исправности работы системы подачи охлаждающей жидкости и смазки станка; проверяется нормальная работа гидравлических и пневматических устройств, а также электрооборудования. Особое внимание обращается на защитные устройства по технике безопасности.
Во время испытания станок должен работать плавно, без толчков и сотрясений, вызывающих вибрацию станка. Шум работающего станка должен быть еле слышен на расстоянии 4-5м.
Испытание станков в работе под нагрузкой.
Испытание станка под нагрузкой производится путем обработки образца заготовки на средних скоростях хорошо заточенным инструментом с таким сечением стружки, чтобы нагрузка его достигала до номинальной мощности привода.
Под полной нагрузкой станок должен проработать не менее 30 минут. Допускается кратковременная перегрузка электродвигателя на 25: сверх его номинальной мощности. [8]
При испытании станка в работе под нагрузкой все механизмы, электроаппаратура и другие устройства должны работать исправно и без перебоев. Фиксация органов управления должна быть надежна. Подвижные узлы станка должны перемещаться без заедания и перекосов.
Проверяются скорости главного движения, которые должны отличаться не более чем на 5% от соответствующих скоростей при работе станка и на холостом ходу.
Проверяется также надежность действия отдельных устройств, предназначенных для защиты от перегрузок.
Испытание станков на производительность.
Испытанию на производительность подвергаются только специализированные операционные станки, агрегатные станки, автоматы и полуавтоматы и другие станки, которые заказаны для изготовления определенной детали. Испытания проводятся по условиям и разделам, оговоренным при заказе станка. При этом производительность станка, определяемая количеством изделий, обработанных в единицу времени, должна соответствовать проектной или рассчитанной по техническим нормам.
Испытание станков на геометрическую точность и чистоту обработанных поверхностей.
Испытание станков на геометрическую точность предназначена для проверки отдельных элементов станка на прямолинейность, плоскость и точность расположения обработанных поверхностей, а также на параллельность и перпендикулярность осей вращения и базовых поверхностей. Проверяется также погрешность ходовых винтов и делительных устройств. При проверке устанавливается соответствие выявленных отклонений допускаемым для них нормам точности. Проверка станка в работе производится путем обработки образца валика. Диаметр валика должен быть не менее 1/4 высоты центров станка. Длина образца должна быть равна терм его диаметрам, но не более 500мм. После чистовой обработки образец измеряется микрометром. Испытание станка на чистоту обработки производится путем обработки образца на чистовом режиме. Обработанные поверхности должны быть чистыми, без следов дробления и вибрации. Для оценки чистоты поверхности применяются различные приборы (профилометры, интерферометры и др.) или эталоны частоты. [10]
СМАЗКА ОБОРУДОВАНИЯ
Смазка в машинах имеет многоцелевое назначение. В узлах трения слой смазочного материала разъединяет трущиеся поверхности деталей и переводит трение без смазки в жидкостное или граничное, при которых значительно снижается износ. Его снижение достигается также вследствие смывания жидким маслом с поверхностей трения твердых продуктов изнашивания, уплотнения зазоров густой смазкой и защиты от попадания на поверхности трения абразивных частиц из внешней среды, а также благодаря отводу тепла от поверхности трения и исключению неблагоприятных термических превращений в поверхностном слое материала деталей, связанных с тепловыделением при трении. Смазка снижает силы трения, а в тепловых, гидравлических и пневматических механизмах повышает компрессию вследствие уплотнения плунжерных соединений.
Положительное влияние смазки на работу машин огромно. Но наибольший полезный эффект достигается лишь при правильном выборе смазочных материалов, способа и режима смазывания в соответствии с условиями работы и хранения машин.
На рисунке 13 показана схема смазки ленточного конвейера.
Для подачи густой смазки к смазочным точкам используют ручные станции централизованной смазки, размещаемых вблизи этих точек непосредственно на машине, например, возле привода конвейера на высоте 700 – 800 мм от уровня пола. При монтаже таких установок выполняются следующие работы: ревизия и установка станций густой смазки и парных магистральных маслопроводов; проверка работоспособности и установка питателей, предназначенных для автоматического подвода к смазочным точкам определенных порций смазки; осмотр и установка маслопроводов, соединяющих питатели со смазочными точками; зарядка системы смазкой. Перед монтажом нужно тщательно осмотреть трубопроводы, очистить внутренние полости, удалить следы коррозии, убедиться в наличии медных прокладок к накидным гайкам.
Грязь, окалину и ржавчину из труб удаляют остукиванием и протаскиванием через них щетки из твердой стальной проволоки. Трубы перед установкой продувают сжатым воздухом, промывают 20% - ным раствором соляной или серной кислоты, а затем известняковым раствором. После промывки чистой водой и просушки их смазывают. При сборке необходимо плотно затянуть все резьбовые соединения. Применение уплотняющих средств не допускается, так как при правильной сборке необходимая плотность соединений обеспечивается их конструкцией.
Последнюю операцию – заполнение и опробывание системы осуществляют в определенной последовательности. Сначала набивают смазкой подводящие магистрали, пока из них не вытечет некоторое количество смазки. Затем заполняют отводы к питателям и сами питатели, для чего устанавливают заглушки на концах магистральных маслопроводов и снимают заглушки концевых питателей. Далее набивают маслопроводы к смазочным точкам. При этом их отключают от подшипников и присоединяют к питателям. После появления смазки на концах питающих трубок их присоединяют к подшипникам. Момент окончательной зарядки всех подшипников смазкой отмечается резким повышением давления в сети. После этого подачу смазки прекращают.
Смазочную систему испытывают давлением 12 – 15 МПа. Результат испытаний оформляют актом [7].
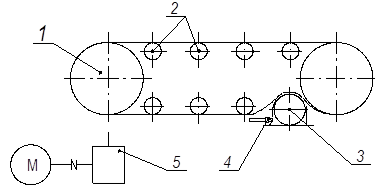
Рисунок 9 – Схема смазки ленточного конвейера.
Таблица 2 – Периодичность смазки ленточного конвейера.
| Наименование узла | № поз. | Наименование смазки | Расход смазки | Периодичность смазки |
| Барабан | 1 | У - 1 | 0,1 кг | 1 раз в неделю |
| Ролики | 2 | У - 1 | 0,05 кг | 1 раз в неделю |
| Натяжной барабан | 3 | У - 1 | 0,08 кг | 1 раз в неделю |
| Винт | 4 | У - 1 | 0,02 кг | 1 раз в месяц |
| Редуктор | 5 | И – 20А | 0,8 кг | 1 раз в год |
Дата: 2019-07-24, просмотров: 414.