Снижение трудоемкости и повышение качества наплавочных работ может быть достигнуто в результате их автоматизации. Одним из эффективных процессов автоматической дуговой наплавки является вибродуговой способ. Этот способ отличается простотой и поэтому нашел широкое применение на ряде предприятий. Вибродуговая наплавка представляет собой разновидность автоматической электрической дуговой наплавки металлическим электродом. Деталь при этом вращается в центрах токарного станка, а проволока, используемая для наплавки, подается специальной автоматической головкой. Подача проволоки происходит при ее непрерывной вибрации. В результате этого процесс наплавки сопровождается чередующимися моментами горения дуги и короткого замыкания. Благодаря вибрации электрода наплавляемый металл переносится на деталь мелкими порциями. Это облегчает формирование тонких наплавленных слоев.
Поэтому способ вибродуговой наплавки широко применяют для восстановления деталей классов «вал» и «отверстие» сравнительно малого диаметра и с незначительным износом, а так же для восстановления изношенных поверхностей стальных и чугунных деталей довольно широкой номенклатуры.
Для вибродуговой наплавки чаще всего используют старые токарно-винторезные станки, обеспечивающие вращение детали и продольное перемещение вибродуговой головки, наплавочная головка и источник сварочного тока.
Вибрация электрода достигается электромагнитным или механическим вибратором, или за счет эксцентриситета мундштука головки.
В качестве наплавочных головок используют те же механизмы, что и при автоматической наплавке под слоем флюса. В них изменена только конструкция мундштука и отсутствует устройство для подачи флюса.
Этот способ, кроме снижения трудоемкости наплавочных работ, имеет следующие основные преимущества:
1. Незначительное коробление (деформация) деталей.
2. Небольшая зона термического влияния по сравнению с обычной дуговой или газовой наплавкой.
3. Наплавляемая деталь не требует предварительной особой подготовки поверхности.
4. Получение наплавленного слоя достаточной твердости без применения дополнительной термической обработки.
К недостаткам этого способа следует отнести часто возникающие дефекты в наплавленном металле в виде мелких газовых пор, трещин, а также неравномерную его твердость.
6. Предварительная механическая обработка
Механическая обработка является наиболее распространенным технологическим процессом изготовления различный по форме деталей с заданной точностью и качеством поверхностей.
Механическая обработка – обработка заготовки из различных материалов при помощи механического воздействия различной природы с целью создания по заданным формам и размерам изделия или заготовки для последующих технологических операций.
Фрезерование является одним из наиболее распространённых и высокопроизводительных способов механической обработки резанием. Обработка производится многолезвийным инструментом – фрезой.Горизонтальные плоскости обрабатываются цилиндрическими на горизонтально-фрезерных станках и торцовыми на вертикально – фрезерных станках фрезами. Поскольку у торцовой фрезы одновременно участвует в резании большее количество зубьев, обработка ими более предпочтительна.Торцовое фрезерование – наиболее распространенный и производительный способ обработки плоских поверхностей деталей в условиях серийного и массового производства.В данной работе механическая обработка выполняется торцевой фрезой на вертикально-фрезерном станке с ЧПУ 6520Ф3–36, который предназначен для фрезерования по программе деталей сложной формы торцовыми, концевыми, угловыми, и фасонными фрезами.Величина износа δиз = 1 мм.
Припуск на предварительную механическую обработку подбираем исходя из геометрических размеров детали и величины износа обрабатываемой поверхности: δпр = 0,2 мм.
Губину резания принимаем равной припуску на предварительную механическую обработку изношенной поверхности: t = 0,2 мм.
Исходной величиной подачи при черновом фрезеровании является подача на один зуб Sz = 0,12 мм.
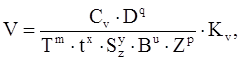
Скорость резания – окружная скорость фрезы, м/мин [8],
 (6.1)
(6.1)
где Сv – константа, зависящая от вида обработки, свойств инструментального и обрабатываемого материалов, Сv = 41 мм;
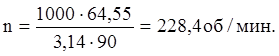
D – диаметр фрезы, D = 90 мм;
T – период стойкости, Т = 180 мм;
Sz – подача на один зуб, Sz = 0,12 мм;
В-ширина фрезерования, В = D/(1,25 – 1,5) = 90/1,25 = 72 мм;
Z – число зубьев фрезы, Z = 16;
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
показатели степени:
q = 0,25;
m = 0,2;
х = 0,1;
у = 0,4;
u = 0,15;
p = 0.
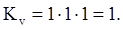
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания Kv определяется по формуле [8]:
 (6.2)
(6.2)
где Кмv – коэффициент, учитывающий качество обрабатываемого материала, Кмv = 1;
Кпv – коэффициент, учитывающий состояние поверхности заготовки Кпv = 1;
Киv – коэффициент, учитывающий материал инструмента, Киv = 1;

Частота резания, об/мин:
 (6.3)
(6.3)
Расчёт режимов наплавки
В данной работе проводились расчёты двух автоматических видов наплавки, выбранных исходя из экономических и конструкционных соображений: под плавленым флюсом и вибродуговой.
Автоматическая наплавка может выполняться любым сварочным автоматом, однако удобнее применять специализированное оборудование.
Автоматы для вибродуговой наплавки отличаются от обычных наплавочных автоматов наличием вибратора и жидкостного охлаждения.
В качестве оборудования в данной работе для вибродуговой наплавки выбран автомат А – 874.
Автомат А – 874Н является наиболее совершенным аппаратом для наплавки. Этот автомат самоходного типа, предназначенный для выполнения самых различных работ при наплавке тел вращения, плоских деталей и изделий сложной формы. Большие технологические возможности автомата обеспечиваются комплектом сменных узлов и приставок применительно к различным случаям наплавки и электрической схемой, позволяющей вести наплавку с постоянной скоростью скоростью подачи, а также с автоматическим регулированием этого напряжения. Для этой цели в схеме использован универсальный привод.
Для автоматической наплавки под флюсом в качестве оборудования выбран сварочный автомат АДФ-800.
Дата: 2019-07-24, просмотров: 333.