Введение
Курсовое проектирование по технологии производства и ремонта вагонов выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин.
В процессе выполнения курсового проекта студент показывает умение пользоваться справочниками, нормативной документацией, технической литературой, инструкциями, приобретает опыт в проектировании технологического процесса, конструировании, модернизации и расчете средств модернизации и автоматизации при ремонте деталей и сборочных единиц вагонов.
Технология вагоностроения и ремонта вагонов является наукой, которая изучает сущность, взаимосвязь, развитие многочисленных и разнообразных технологических процессов, используемых при изготовлении и ремонте вагонов в целом, их сборочных единиц и деталей.
Курс технологии вагоностроения и ремонта вагонов обобщает огромный практический опыт и связывает многие теоретические и технические дисциплины, синтезируя содержащийся в них материал применительно к решению технологических задач. Одновременно с этим путем изучения, анализа и обобщения производственного опыта создаются и развиваются основные теоретические положения технологии вагоностроения и ремонта вагонов, являющиеся научной базой методов разработки и осуществления технологических процессов.
Главное направление развития современного вагоноремонтного производства состоит в его дальнейшей индустриализации, основой которой служит система машин, обеспечивающая комплексную механизацию и автоматизацию технологических процессов ремонта вагонов и производства запасных частей.
Конструкция буксового узла
Типовой буксовый узел пассажирского вагона с креплением подшипников гайкой М 110 имеет корпус буксы, передний и задний подшипники на горячей посадке, лабиринтное и уплотнительное кольца, крепительную и смотровую крышки, стопорную планку, торцевую гайку, болты, уплотнительное кольцо и пружинную шайбу (рис. 2.3).
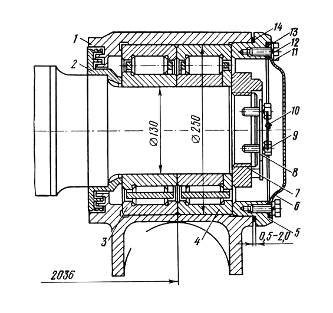
Рисунок 2.3 – Букса пассажирского вагона с двумя цилиндрическими подшипниками с торцевым креплением гайкой
1 – корпус буксы; 2 – лабиринтное кольцо; 3 – задний подшипник; 4 – передний подшипник; 5 – крепительная крышка; 6 – смотровая крышка; 7 – торцевая гайка; 8 – стопорная планка; 9 – болт М12 стопорной планки с пружинной шайбой; 10 – проволока; 11 – болт М12 смотровой крышки; 12 – пружинная шайба; 13 – прокладка; 14 – кольцо уплотнительное.
Особенность конструкции буксы пассажирского вагона заключается в том, что в нижней части корпуса отлиты заодно с ним кронштейны с отверстиями для пропуска шпинтонов, укреплённых на раме тележки. Кронштейны предназначены для размещения пружин буксового подвешивания. Свод корпуса буксы выполнен переменного сечения для рационального распределения нагрузок на ролики цилиндрических подшипников. Передняя часть корпуса позволяет устанавливать редукторно-карданный привод подвагонного генератора. В потолке корпуса буксы имеется несквозное отверстие с резьбой, служащее для крепления термодатчика контроля за состоянием буксы при движении вагона. Задняя часть корпуса буксы выполнена за одно целое с лабиринтной частью.
Лабиринтное кольцо прочно одевают на предпоступичную часть оси. Вместе с лабиринтной частью корпуса буксы оно обеспечивает необходимую герметичность заднего её затвора. Крепительная крышка предназначена для фиксации наружных колец подшипников и совместно с уплотнительным кольцом герметизируют передний затвор буксы. В зависимости от типа буксы крепительные крышки могут иметь четыре или восемь отверстий для болтов. Смотровая крышка позволяет производить промежуточную ревизию буксы и обточку колёсной пары без демонтажа букс. Крышки изготовляться из стали.
Расчёт режимов наплавки
В данной работе проводились расчёты двух автоматических видов наплавки, выбранных исходя из экономических и конструкционных соображений: под плавленым флюсом и вибродуговой.
Автоматическая наплавка может выполняться любым сварочным автоматом, однако удобнее применять специализированное оборудование.
Автоматы для вибродуговой наплавки отличаются от обычных наплавочных автоматов наличием вибратора и жидкостного охлаждения.
В качестве оборудования в данной работе для вибродуговой наплавки выбран автомат А – 874.
Автомат А – 874Н является наиболее совершенным аппаратом для наплавки. Этот автомат самоходного типа, предназначенный для выполнения самых различных работ при наплавке тел вращения, плоских деталей и изделий сложной формы. Большие технологические возможности автомата обеспечиваются комплектом сменных узлов и приставок применительно к различным случаям наплавки и электрической схемой, позволяющей вести наплавку с постоянной скоростью скоростью подачи, а также с автоматическим регулированием этого напряжения. Для этой цели в схеме использован универсальный привод.
Для автоматической наплавки под флюсом в качестве оборудования выбран сварочный автомат АДФ-800.
Представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке.
Оборудование для наплавочных работ было выбрано по напряжению и току. Автомат на наплавки под флюсом имеет цену 70000 руб., для вибродуговой сварки автомат А-874Н стоит 75000 руб.
Заключение
В курсовом проекте был разработан процесс ремонта посадочной поверхности под пружины корпуса буксы пассажирского вагона методом наплавки, проведены расчеты двух методов наплавки изношенных поверхностей детали: автоматической под флюсом и вибродуговой наплавки. Рассчитаны параметры наплавок, их себестоимость, годовая экономия и срок окупаемости. Изучены требования техники безопасности при производстве сварочных работ.
По результатам расчетов проведённой работы пришли к выводу, что для депо экономичней устранять предложенный дефект вибродуговой наплавкой, нежели автоматической под флюсом.
Введение
Курсовое проектирование по технологии производства и ремонта вагонов выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин.
В процессе выполнения курсового проекта студент показывает умение пользоваться справочниками, нормативной документацией, технической литературой, инструкциями, приобретает опыт в проектировании технологического процесса, конструировании, модернизации и расчете средств модернизации и автоматизации при ремонте деталей и сборочных единиц вагонов.
Технология вагоностроения и ремонта вагонов является наукой, которая изучает сущность, взаимосвязь, развитие многочисленных и разнообразных технологических процессов, используемых при изготовлении и ремонте вагонов в целом, их сборочных единиц и деталей.
Курс технологии вагоностроения и ремонта вагонов обобщает огромный практический опыт и связывает многие теоретические и технические дисциплины, синтезируя содержащийся в них материал применительно к решению технологических задач. Одновременно с этим путем изучения, анализа и обобщения производственного опыта создаются и развиваются основные теоретические положения технологии вагоностроения и ремонта вагонов, являющиеся научной базой методов разработки и осуществления технологических процессов.
Главное направление развития современного вагоноремонтного производства состоит в его дальнейшей индустриализации, основой которой служит система машин, обеспечивающая комплексную механизацию и автоматизацию технологических процессов ремонта вагонов и производства запасных частей.
Характеристика сборочной единицы
Буксовые узлы относятся к ходовым частям вагона. Они являются ёмкостью для размещения смазки и местом размещения подшипников. Буксовые узлы соединяют колёсные пары с рамой тележки, предохраняют шейки от повреждения и загрязнения, а также ограничивают продольные и поперечные перемещения колёсной пары относительно тележки. Буксовый узел воспринимает и передает колёсным парам силы тяжести гружёного кузова, а также динамические нагрузки, возникающие при движении вагона по кривым участкам и стрелочным переводам, неровностям пути и стыкам рельсов, при торможении и наезде колеса на башмак во время роспуска вагонов с горки, при наличии неравномерного проката и ползуна на поверхности катания колёс и др.
Буксы являются важнейшими элементами ходовых частей вагона, от надёжности которых во многом зависит безопасность движения поездов. Буксовый узел располагается на шейке оси и преобразует вращательное движение колёсных пар, обеспечивая продвижение вагона с необходимыми скоростями.
Оснащение вагонов буксами с подшипниками качения обеспечивают важные преимущества по сравнению с буксами, оборудованными подшипниками скольжения, основными из которых являются: снижение отказов в связи с резким снижением случаев перегрева букс, в результате чего увеличиваются скорости движения; сокращается расход топлива и электроэнергии локомотивами, расход смазки уменьшается и др. Важным преимуществом перевода вагонов на роликовые подшипники является улучшение экологии и социальных условий работников вагонного хозяйства.
Основными требованиями к буксам при проектировании, являются: безотказность и долговечность работы в экстремальных условиях эксплуатации в течение установленного срока службы; простота выполнения операций по монтажу и демонтажу буксовых узлов при ремонте; надёжная герметизация буксового узла от попадания пыли и влаги; обеспечение взаимозаменяемости и унификации деталей.
Буксы следует проектировать так, чтобы равнодействующая нагрузка проходила через середину шейки оси.
При горячей посадке буксы внутреннее кольцо, имея определённый натяг, нагревается и свободно одевается на шейку оси, а после остывания прочно охватывает её.
2. Характеристика детали (корпуса буксы пассажирского вагона)
Корпус буксы предназначен для передачи нагрузки от массы вагона на шейку оси, ограничения перемещений колесной пары вдоль и поперек относительно рамы тележки и размещения подшипников (рис. 2.1).

Рисунок 2.1 – Корпус буксы
В корпус буксы закладывают смазку. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел и конструкцией лабиринтной части его.
Корпус может быть изготовлен с опорными кронштейнами и сплошной лабиринтной частью либо с пазами для челюстей и с впрессованной лабиринтной частью.
Корпус буксы пассажирских вагонов может изготавливаться из стали. Стальной корпус представляет собой отливку из стали марок 20ФЛ, 20ГЛ. С целью получения мелкозернистой структуры отливки корпуса подвергаются термической обработке.
20ГЛ сталь для отливок обыкновенная. Химический состав стали приведён в таблице 2.1.
Таблица 2.1 – Химический состав в% материала 20ГЛ
| C | Si | Mn | S | P |
| 0.15 – 0.25 | 0.2 – 0.4 | 1.2 – 1.6 | до 0.04 | до 0.04 |
Твёрдость материала по Бринеллю составляет 143 – 187 НВ. Применяется для изготовления деталей к которым предъявляются требования по прочности и вязкости, работающие под действием статических и динамических нагрузок.
Механические свойства стали 20ГЛ представлены в таблице 2.2.
Материал 20ФЛ применяется для изготовления крупногабаритных деталей грузовых вагонов: корпусов автосцепки, тяговых хомутов, надрессорных балок и боковых рам тележек.
Таблица 2.2 – Механические свойства при Т = 200С материала 20ГЛ
| Сортамент | Размер, мм | Напр. | SB, Мпа | ST, Мпа | d5, % | y, % | KCU, кДж/м2 | Термообр. |
| - | - | - | 550 | 280 | 18 | 25 | 250 | Закалка 880 – 9000, Отпуск 600 – 6500 |
20ФЛ для отливок обыкновенная. Химический состав стали в процентах приведён в таблице 2.3.
Таблица 2.3 – Химический состав в% материала 20ФЛ
| C | Si | Mn | Ni | S | P | Cr | V | Cu |
| 0.14 – 0.25 | 0.2 – 0.52 | 0.7 – 1.2 | до 0.3 | до 0.05 | до 0.05 | до 0.03 | 0.06 – 0.12 | до 0.3 |
Механические свойства стали 20ФЛ представлены в таблице 2.4.
Таблица 2.4 – Механические свойства при Т = 200С материала 20ФЛ
| Сортамент | Размер, мм | Напр. | SB, Мпа | ST, Мпа | d5, % | y, % | KCU, кДж/м2 | Термообр. |
| Отливки | до 100 | - | 500 | 300 | 18 | 35 | 500 | Нормализация 920 – 9600, Отпуск 600 – 6500 |
Примечание к таблицам 2.2 и 2.4:
SB – предел кратковременной прочности, Мпа;
ST – предел пропорциональности (предел текучести для остаточной деформации), МПа;
d5 – относительное удлинение при разрыве, %;
y – относительное сужение, %;
KCU – ударная вязкость, кДж/м2.
Корпус буксы пассажирского вагона выполнен заодно целое с лабиринтной частью. В нижней части корпус с обеих сторон имеет кронштейны с отверстиями, через которые пропущены шпинтоны. На кронштейны опираются пружины буксового подвешивания, а на них – рама тележки. Для обеспечения рационального распределения нагрузки на ролики подшипников свод корпуса букс имеет переменное сечение. С передней стороны корпуса буксы, к которому может крепиться промежуточная часть редукторно – карданного привода, поставлены шпильки. Они ввернуты в отверстия для болтов крепительной крышки. В потолке буксы пассажирского вагона делается несквозное отверстие М16X1.5 для постановки термодатчика, предназначенного для контроля температуры нагревания буксового узла при движении поезда.
Конструкция буксового узла
Типовой буксовый узел пассажирского вагона с креплением подшипников гайкой М 110 имеет корпус буксы, передний и задний подшипники на горячей посадке, лабиринтное и уплотнительное кольца, крепительную и смотровую крышки, стопорную планку, торцевую гайку, болты, уплотнительное кольцо и пружинную шайбу (рис. 2.3).
Рисунок 2.3 – Букса пассажирского вагона с двумя цилиндрическими подшипниками с торцевым креплением гайкой
1 – корпус буксы; 2 – лабиринтное кольцо; 3 – задний подшипник; 4 – передний подшипник; 5 – крепительная крышка; 6 – смотровая крышка; 7 – торцевая гайка; 8 – стопорная планка; 9 – болт М12 стопорной планки с пружинной шайбой; 10 – проволока; 11 – болт М12 смотровой крышки; 12 – пружинная шайба; 13 – прокладка; 14 – кольцо уплотнительное.
Особенность конструкции буксы пассажирского вагона заключается в том, что в нижней части корпуса отлиты заодно с ним кронштейны с отверстиями для пропуска шпинтонов, укреплённых на раме тележки. Кронштейны предназначены для размещения пружин буксового подвешивания. Свод корпуса буксы выполнен переменного сечения для рационального распределения нагрузок на ролики цилиндрических подшипников. Передняя часть корпуса позволяет устанавливать редукторно-карданный привод подвагонного генератора. В потолке корпуса буксы имеется несквозное отверстие с резьбой, служащее для крепления термодатчика контроля за состоянием буксы при движении вагона. Задняя часть корпуса буксы выполнена за одно целое с лабиринтной частью.
Лабиринтное кольцо прочно одевают на предпоступичную часть оси. Вместе с лабиринтной частью корпуса буксы оно обеспечивает необходимую герметичность заднего её затвора. Крепительная крышка предназначена для фиксации наружных колец подшипников и совместно с уплотнительным кольцом герметизируют передний затвор буксы. В зависимости от типа буксы крепительные крышки могут иметь четыре или восемь отверстий для болтов. Смотровая крышка позволяет производить промежуточную ревизию буксы и обточку колёсной пары без демонтажа букс. Крышки изготовляться из стали.
Дата: 2019-07-24, просмотров: 356.