Для этого можно воспользоваться методом достижения целей.
На первой группе оборудования с 19 декабря по 16 декабря запланировано изготовить заказ А9 5шт. Тогда Q = 5 шт.
Матрица комплектующих (bij.)
Матрица комплектующих
 Комплектующие
Заказы Комплектующие
Заказы
| Д1 | Д2 | Д3 | Д4 | Д5 | Д6 |
| А9 5шт. | 1 | 1 | 1 | 1 | 1 | 1 |
Д1 : N1 = 1×5 = 5 шт. Д2= N2= 5шт. Д3= N3= 5шт. Д4 = N 4 = 5 шт. Д5 = N 5 = 5 шт. Д6 = N 6 = 5 шт.
Принимается K = 1; хn = {0, 0, 0, 0, 0}. Рассчитываются значение D для заказа А9.
Принимается К = 2.
х’n = хn + bij хn = {0, 0, 0} + {1, 0, 1} = {1, 0, 1},
т.е. к значению х на предшествующем шаге прибавляется значение bij того заказа, который на предыдущем шаге имел Dmin..
К=2, xn={0,0,0,0,0}+{1,1,1,1,1,1}={1,1,1,1,1,1},
На второй группе оборудования с 22 января по 10 марта запланировано изготовить заказы А1 10шт, А2 50 шт, А3 45шт, А8 10 шт. Тогда Q = 115 шт.
Матрица комплектующих (bij.)
Матрица комплектующих
| Комплектующие
Заказы
| Д1 | Д2 | Д3 | Д4 | Д11 | Д12 | Д13 | Д21 | Д22 | Д31 | Д32 |
| А1 10шт. | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 |
| А2 50 шт. | 1 | 1 | 0 | 0 | 1 | 1 | 0 | 1 | 1 | 0 | 0 |
| А3 45 шт. | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
| А8 10 шт. | 1 | 0 | 0 | 0 | 1 | 1 | 0 | 1 | 1 | 1 | 1 |
Д1 : N1 = 1×10 + 1× 50 + 1 × 45 + 1 × 10 = 115 шт. Д2= N2= 60шт. Д3= N3= 10 шт. Д4 = N 4 = 10 шт. Д11 = N 11 = 115 шт. Д12 = N12 = 115 шт. Д13 = N13= 45 шт. Д21 = N21 = 60 шт. Д22= N22= 60 шт. Д31 = N 31 = 10 шт. Д32 = N 32 = 10 шт.
Принимается K = 1; хn = {0, 0, 0, 0, 0}. Рассчитываются значение D для заказа А1, А2, А3, А8.




Выбираем минимальное значение D (для А2). Это означает, что первой будет обрабатываться первая единица заказа А2
Принимается К = 2.
х’n = хn + bij хn = {0, 0, 0} + {1, 0, 1} = {1, 0, 1},
т.е. к значению х на предшествующем шаге прибавляется значение bij того заказа, который на предыдущем шаге имел Dmin..
К=2,
xn={0,0,0,0,0,0,0,0,0,0,0}+{1,1,0,0,1,1,0,1,1,0,0}={1,1,0,0,1,1,0,1,1,0,0},

На третьей группе оборудования с 23 декабря по 17 марта запланировано изготовить заказы А4 10шт, А5 25 шт. А6 30шт. А7 45 шт. А10 50 шт. Тогда Q = 160 шт.
Матрица комплектующих (bij.)
Матрица комплектующих
 Комплектующие
Заказы Комплектующие
Заказы
| Д1 | Д2 | Д3 | Д4 | Д5 | Д11 | Д12 | Д13 | Д21 | Д22 | Д111 | Д112 | Д113 | Д114 | Д121 | Д122 |
| А4 10шт. | 1 | 1 | 1 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 1 | 1 |
| А5 25 шт. | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 |
| А6 30 шт. | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| А7 45 шт. | 1 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 1 | 1 | 0 | 0 | 1 | 1 |
| А10 50 шт. | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 1 | 1 | 1 | 1 | 0 | 0 |
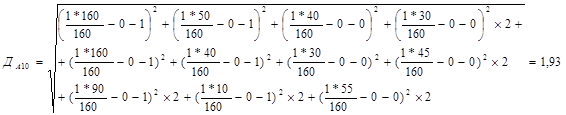
Д1 : N1 = 1×10 + 1× 25 + 1 × 30 + 1 × 45 + 1 × 50 = 160 шт. Д2 = N2= 50 шт. Д3= N3= 40 шт. Д4 = N 4 = 30 шт. Д5 = N 5 = 30 шт. Д11 = N 11 = 160 шт. Д12 = N12 = 40 шт. Д13= N13= 30 шт. Д21 = N21 = 45 шт. Д22= N22= 45 шт. Д111 = N 111 = 90 шт. Д112 = N 112 = 90 шт. Д113= N113= 10 шт. Д114= N114= 10 шт. Д121= N121= 55 шт. Д122= N122= 55 шт.
Принимается K = 1; хn = {0, 0, 0, 0, 0}. Рассчитываются значение D для заказа А4, А5, А6, А7, А10.
Выбираем минимальное значение D (для А5). Это означает, что первой будет обрабатываться первая единица заказа А5
Принимается К = 2.
х’n = хn + bij хn = {0, 0, 0} + {1, 0, 1} = {1, 0, 1},
т.е. к значению х на предшествующем шаге прибавляется значение bij того заказа, который на предыдущем шаге имел Dmin..
К=2,
xn={0,0,0,0,0,0,0,0,0,0,0,0,0,0,0,0}+{1,0,0,0,0,1,0,0,0,0,1,1,0,0,0,0}={1,0,0,0,0,1,0,0,0,0,1,1,0,0,0,0}

12. Выдача планового задания по форме 3
Для этого рассчитываем опережение запуска и выпуска.
1) Длительность сборки заказа А1 21 день, длительность механической обработки 9 дней.
Опережение запуска: по сборке - 21 день, по механической обработке – 25 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 15 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 21 день, по механической обработке - 9 дней.
2) Длительность сборки заказа А2 36 дней, длительность механической обработки 25 дней.
Опережение запуска: по сборке - 36 дней, по механической обработке - 55 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке - 29 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 36 дней, по механической обработке - 25 дней.
3) Длительность сборки заказа А3 41 день, длительность механической обработки 23 дня.
Опережение запуска: по сборке - 41 день, по механической обработке - 55 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 36 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 41 день, по механической обработке - 23 дня.
4) Длительность сборки заказа А4 20 дней, длительность механической обработки 16 дней.
Опережение запуска: по сборке - 20 дней, по механической обработке - 32 дня.
Опережение выпуска: по сборке - 0 дней, по механической обработке - 15 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 20 дней, по механической обработке - 16 дней.
5) Длительность сборки заказа А5 32 дня, длительность механической обработки 24 дня.
Опережение запуска: по сборке - 32 дня, по механической обработке - 42 дня.
Опережение выпуска: по сборке - 0 дней, по механической обработке - 27 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 32 дня, по механической обработке - 24 дня.
6) Длительность сборки заказа А6 31 день, длительность механической обработки 9 дней.
Опережение запуска: по сборке - 31 день, по механической обработке - 36 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 26 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 31 день, по механической обработке - 9 дней.
7) Длительность сборки заказа А7 26 дней, длительность механической обработки 19 дней.
Опережение запуска: по сборке - 26 дней, по механической обработке - 42 дня.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 22 дня.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 26 дней, по механической обработке - 19 дней.
8) Длительность сборки заказа А8 19 дней, длительность механической обработки 11 дней.
Опережение запуска: по сборке - 19 дней, по механической обработке - 26 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 15 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 19 дней, по механической обработке - 11 дней.
9) Длительность сборки заказа А9 40 дней, длительность механической обработки 6 дней.
Опережение запуска: по сборке - 40 дней, по механической обработке - 40 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 31 день.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 40 дней, по механической обработке - 6 дней.
10) Длительность сборки заказа А10 12 дней, длительность механической обработки 10 дней.
Опережение запуска: по сборке - 12 дней, по механической обработке - 17 дней.
Опережение выпуска: по сборке - 0 дней, по механической обработке – 16 дней.
На предприятиях рациональнее организовать работу по аналогии японских фирм. Параллельная работа по всем фазам технологического цикла достигается за счет восполнения на складах унифицированных деталей, заготовок, сборочных единиц. Если на предприятии организовать работу по системе “КАНБАН”.
Опережение запуска: по сборке - 12 дней, по механической обработке - 10 дней.
Форма 3
| Заказ | Срок изготов- ления | Время опережения | |||||
| Механической фазы | Сборочной фазы | ||||||
| запуска | запуска по КАНБАН | выпуска | выпуска по КАНБАН | запуска | запуска по КАНБАН | ||
| А1 | 25 | 9 | 15 | 0 | 21 | 21 | |
| А2 | К 1 марта | 55 | 25 | 29 | 0 | 36 | 36 |
| А3 | 55 | 23 | 36 | 0 | 41 | 41 | |
| А4 | 32 | 16 | 15 | 0 | 20 | 20 | |
| А5 | К 1 апреля | 42 | 24 | 27 | 0 | 32 | 32 |
| А6 | 36 | 9 | 26 | 0 | 31 | 31 | |
| А7 | 42 | 19 | 22 | 0 | 26 | 26 | |
| А8 | 26 | 11 | 15 | 0 | 19 | 19 | |
| А9 | К 1 марта | 40 | 6 | 31 | 0 | 40 | 40 |
| А10 | 17 | 10 | 16 | 0 | 12 | 12 | |
Список использованной литературы
1. Елкина Л.Г., Копейкина Н.Г. Планирование на предприятии: учебное пособие. Уфа, УГАТУ 2007
2. Сергеева Л.А. Методические указания для выполнения контрольной работы студентами ФАП заочной формы обучения по курсу: «Зарубежный опыт планирования производства продукции». Уфа, 2008
Дата: 2019-07-24, просмотров: 300.