Введение
Слесарное дело - это процесс холодной обработки метала резанием, сборка, разборка и ремонт различных машин механизмов , устройств.
Цель слесарных работ – придать обрабатываемой детали заданные чертежом формы, размеры и чистоту поверхности.
Производственный процесс - это совокупность действий направленная на изготовление готовой продукции.
Виды производств :
1. Индивидуальное - это производство, где выпуск готовой продукции производиться в единицах, работают специалисты слесари- универсалы.
2. Серийное - это производство, где выпуск готовой продукции производится серией и партиями.
3. Массовое - это производство, где выпуск готовой продукции производится в большом количестве.
Организация рабочего места слесаря
Рабочее место слесаря - это участок производственной площади цеха, мастерской закрепленной за данным рабочем, предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, инструментами и материалами.
Рабочее место оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые для работы инструменты, приспособления, материалы.
Слесарный верстак – является основным видом оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняются слесарные работы.
Слесарные тиски служат для закрепления обрабатываемых заготовок или деталей и являются составной частью оборудования рабочего места слесаря. Применяют тиски параллельные, стуловые и ручные .
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, от чего тиски и получили название параллельных.
Подвижную и неподвижную губки, также поворотную часть параллельных слесарных тисков отливают из серого чугуна; ходовой винт, болты и другие детали делают из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима заготовок в процессе обработки рабочей части (накладные губки) изготавливают из инструментальной стали (марки У8) с крестообразной насечкой, после закалки их прикрепляют к основным губкам винтами. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин накладных губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) накладные губки тисков закрывают накладными пластинами («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.
Устройство слесарных тисков

1. Основания поворотной части.
2. Гайка.
3. Подвижная губка.
4. Неподвижная губка.
5. Рукоятка
6. Винт.
Правила техники безопасности
Задачи техники безопасности:
Предупреждения несчастных случаев с созданием на производстве условий обеспечивающих полную безопасность труда рабочего и большую производительность.
Правила поведения в мастерских:
1. Запрещается без разрешения уходить из мастерских или входить в мастерские.
2. Покидать свое рабочее место.
3. Включать и выключать оборудование.
4. Выполнять постороннюю работу.
5. Подходить к работающему товарищу и отвлекать его..
6. Бездельное хождение по цеху, скопления нескольких человек у одного рабочего места, беготня могут привести к тяжелым несчастным случаям.
7. Рабочее место необходимо содержать в частоте и в порядке.
Техника безопасности
Правка и гибка металла.
Правка- слесарная операция по обработке металлов давлением с целью устранения на заготовках и деталях вмятин, выпучин, искривлений и других дефектов. Сильно погнутые детали закрепляются в тисах и погнутости исправляются вручную, затем выравнивают металл на плите или на наковальне.
Гибка- слесарная операция, в результате которой заготовке придаётся необходимая изогнутая форма.
Правка и гибка может производится в холодном и горячем состоянии, вручную или на станках.
Рубка металла
Рубка - это операция обработки метала зубилом, крейцмейселем при помощи молотка, при этом срубается лишний слой металла, или разрубается на части.
Рубка бывает: горизонтальной и вертикальной в зависимости от расположения зубила.
Горизонтальная рубка производят в тисках при этом заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально под углом не более 5 градусов.
Вертикальную рубку производят на плите или на наковальне и зубила устанавливают вертикально, а материал горизонтально.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках.
Рубку толстого металла производят на плите или на наковальне.
Применяемые при рубке молотки бывают: круглыми или квадратными.
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара.
Квадратные для более легких работ. Молотки изготовляют из инструментальной стали У7 содержащий 0,7% углерода.
Устройство слесарного молотка:

1. Рукоятка.
2. Боек.
3. Носок.
4. Клин.
5. Средняя часть.
Боек и носок закаливают на 15мм. Молоток должен быть в исправном состоянии, без трещин, раковин и т.п. Для слесарной рубки применяют молотки весом 500,600,800гр. Молотки насаживают на ручки из деревьев твердых и вязких пород (береза, дуб, рябина). Ручки должны быть: овальной формы без сучков и трещин с гладкой поверхностью. Молотки бывают весом 300, 400, 500, 600гр, 800гр Чтобы молоток не соскакивал в него вбивают клин толщиной от 1 до 3мм.
Существует 3 вида удара молотком :
1. Кистевой.
2. Локтевой.
3. Плечевой.
Зубила и крейцмейсели

1. рабочая часть
2. ударная часть
3.Лезвие
4.Средняя часть
Зубила и крейцмейсели изготовляют из углеродистой стали У7, У7аа
-30мм рабочая часть (лезвие) -15-25мм головка (закаливают слабее лезвия)
Зубила и крейцмецсели не должны иметь трещин и т.п. Наиболее употребляемые являются зубила длиной 175мм с лезвием шириной 20мм и длиной 200мм с шириной лезвия 25мм,
Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150-175мм с лезвием 5-10мм. Ударную часть зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки.
Угол заточки зубил и крейцмеселей зависит от твердости метала; для рубки чугуна, твердой стали и твердой бронзы угол заточки равен 70°, для рубки средней и мягкой стали = 60°, для латуни = 45°, для очень мягких металлов = 35 - 45°.
Слесарный инструмент затачивают на заточном станке, с абразивными кругами. Во время заточки рабочая часть инструмента сильно нагревается и может произойти отпуск. Во избежание этого рабочую часть охлаждают водой.
Процесс рубки
При рубке надо стоять устойчиво и прямо в пол- оборота к тискам. Молоток нужно держать за ручку на расстоянии 15 - 20мм от конца и наносить сильные удары по центру ударной части зубила. Смотреть следует на лезвие зубила, в противном случае лезвие зубила пойдет неправильно. Зубило надо держать на расстоянии 20-25мм от ударной части.
. Лезвие зубила при рубке должно быть расположено под углом 45° к губкам, а ударная часть приподнята к верху под углом 25 - 40°. При таком расположении зубило срубать будет ровно и быстрее. Полосовой метал, перерубают на наковальне.
Требования предъявляемые к инструментам:
1. Зубила должны быть хорошо заточены.
2. Лезвия не должно иметь сбой и трещин.
3. Головка не должна иметь заусенцев и наклепов.
Техника безопасности при рубке:
1.Правильная стойка.
2. Исправный инструмент.
3. Надежно укрепить металл в тисках и при рубке на плите поддерживать отрубаемую часть заготовки.
4. Быть внимательным и аккуратным.
Резка (разрезание) металла
Эта операция отличается от рубки тем, что производиться не ударными а нажимными усилиями. Резка бывает ручная и машинная. Для ручной резки используется ручная ножовка, ручные, рычажные ножницы, труборезы, кусачки.

Ручная слесарная ножовка состоит:
1. Рамка (станок).
2. Ручка.
3. Головка натяжного винта (подвижная).
4. Неподвижная головка.
5. Полотно.
Для ручных станков применяют ножовочные полотна длиной 300мм, шириной 15мм и толщиной 0,8мм. Угол заострения зуба равен 60°. Нижнюю часть полотен с зубьями закаливают, а верхнюю часть оставляют не закаленной, что уменьшает поломку ножовочных полотен при работе. При резанье металлов различной твердости применяют ножовочные полотна с зубьями различной величины.
Процесс резанья.
Полотна вставляют в ножовочный станок зубьями вперед. Ножовочное полотно должно быть натянуто не слишком туго, или оно поломается. Ножовку при работе держат 2 руками правой: за ручку, а левой поддерживают второй конец ножовки и совершают возвратно поступательные движения. При резке металл закрепляют в тиски таким образом, чтобы линия перереза была расположена близко к губкам тисков или к прижиму. При таком положении материал не вибрирует, полотно не ломается и линии получается ровные. При резанье рабочий ход вперед производят с нажимом, а обратный (холостой ход) без нажима.
Ручными ножницами можно резать листовой металл толщиной до 1мм.
Опиливание металла
Опиливанием называется снятие поверхностного слоя с металлической детали при помощи режущего инструмента напильника.
Опиливание производят для получения определенной формы точных размеров гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, обработки отверстий снятие фасок и т.д.
Напильник представляет собой стальной закаленный брусок, с нанесенными на рабочий поверхность правильно расположенными мелкими зубьями.
1. Носок.
2. Ребро.
3. Рабочая поверхность.
4. Хвостовик.
5. Ручка.
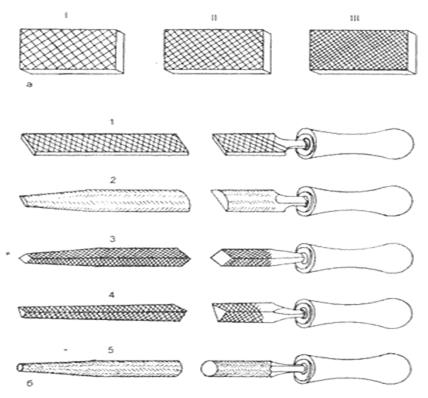
Насечка бывает:
1. Одинарная - под углом 70-80° к ребру
2. Двойная перекрестная - под углом 70-80° вспомогательная по углом 55° к ребру.
3. Рашпильная - используется при обработки очень мягких изделий (дерево, каучук).
4. Дуговая - используется при обточки бронзы и алюминия.
Напильниками с одинарной насечкой срезают широкую стружку, а с двойной мелкую.
Угол заострения зуба напильника 70°. Напильники разделяются по крупности насечек на: №1 драчевый (6 – 10), №2 личной с более мелкой насечкой (8 – 20), № 3, 4, 5, 6 бархатный с очень мелкой насечкой (20 – 50).
Драчевый напильник применяют для предварительной, грубой черновой обработки.
Личной – для чистовой отделочной обработки.
Бархатный – для окончательной, точной обработки.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,05 – 0,1мм. Личными – толщиной 0,02 – 0,06мм и с точностью обработки в 0,2мм. Бархатным можно обработать поверхность детали с точностью 0,1 – 0,005мм.
Напильники изготовляют длиной от 100 до 450мм.
Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150мм длиннее опиливаемой поверхности.
Наиболее употребляемые напильники длиной 200 - 350мм. В зависимости от вида обрабатываемой поверхности изделий и от характера работ применяют напильники с профилем различной формы: квадратные, трехгранные, плоские, круглые, полукруглые, ромбические, ножевочные.
Плоские для опиливания плоских поверхностей, полукруглые для криволинейных поверхностей вогнутой формы, квадратные для опиливания прорезей и отверстий прямоугольной формы, трехгранные для выпиливания углов и отверстий треугольной формы, круглые для выпиливания круглых и овальных отверстий. Ручка должна быть в 1,5 раза длиннее хвостовика.
Сверление
1. Канавки
2. Ленточки
Сверлением называется образование (прорезание) отверстия в сплошном материале инструментом – сверлом для получения круглых отверстий. Наиболее часто для сверления применяют спиральные сверла с коническими и цилиндрическими хвостовиками. Сверла изготавливают из высококачественной стали марок У10А и У12А. некоторые сверла делают с пластинками из твердых сплавов. Спиральные сверла обеспечивают большую скорость сверления, свободный выход стружки через спиральные канавки, сохранения начального диаметра сверла до полного износа.
Спиральные сверла изготавливают с коническими, цилиндрическими и квадратными хвостовиками. Последние применяют для сверления отверстий при помощи трещоток.
Виды сверл:
1. Перовые – для сверления отверстий диаметром до 25мм.
2. Центровые.
3. Спиральные.
4. Комбинированные – позволяют производить одноосные отверстия и зенкование или развертывание отверстий.
Винтовые канавки сверла предназначены для отвода наружу стружки из просверливаемого отверстия и для образования режущих кромок.
Ленточки служат для уменьшения трения сверла о стенки отверстия и направления сверла во время работы.
На конце рабочей части сверла расположена конусообразная режущая часть имеющая 2 режущие кромки. Для точного и быстрого сверления необходимо что бы сверло было правильно заточено (под определенным углом), угол заточки сверла т.е. угол образуемой режущими кромками должен быть 110* – 140* в зависимости от твердости металлов. Большой угол заточки для сверления твердых металлов и меньше для мягких металлов. Режущие кромки должны быть заточены под одинаковыми углами и иметь одинаковую длину. Сталь и чугун средней твердости сверлят с углом заточки 116 – 118°.
Виды и приемы сверления
Отверстия сверлят по предварительной разметке ,по разметочным инструментам или шаблонам.
Отверстия больших диаметров сверлят за 2 приема, сначала сверлом меньшим диаметром, а затем сверлом требуемого диаметра.
Нарезание резьбы.
Резьба-это винтовая канавка нанесённая на цилиндрическую или коническую поверхность, применяется для образования разъемных соединений деталей или для передачи движения. Резьба бывает наружная и внутренняя. Нарезанием резьбы называется обработка стержня или отверстия в детали при помощи резьбонарезного инструмента для получения наружной и внутренней винтовой нарезки состоящей из чередующихся спиральных канавок и выступов – витков. Резьбу делают на трубах, болтах, гайках и других деталях служащих для разъемного соединения. Наружную резьбу нарезают при помощи плашек, внутреннюю при помощи метчиков.
Форма поперечного сечения витков называется профилем резьбы. По форме профиля резьбы подразделяются:
1. Треугольная – предназначена для крепежных деталей.
2. Прямоугольная
3. Трапецидальная – нарезают на деталях преобразующих вращательное движение в поступательное (ходовой винт слесарных тисков).
4. Упорная – нарезают на деталях испытывающих большое давление (прессы, домкраты).
5. Круглая – резьба обладает большой выносливостью в агрессивной среде (лампочки).
По направлению витка резьбы подразделяются на правую и левую резьбу.
По назначению резьбы делятся на крепежные и специальные. К крепежным относятся треугольные, а к специальным все остальные.
Основные элементы резьбы:
1. Шагом резьбы называется – расстояние между вершинами или основаниями двух соседних витков.
2. Угол профиля резьбы – угол, образуемый пересечением боковых граней (сторон) витка резьбы.
3. Глубина резьбы – расстояние от вершины до основания резьбы.
4. Наружный диаметр – расстояние между вершинами 2 противоположных сторон резьбы.
5. Внутренний диаметр – расстояние между основаниями 2 противоположных сторон резьбы.
6. Средний диаметр – расстояние между вершиной резьбы и основанием резьбы противоположных сторон.
Зависимость между шагом резьбы, глубиной резьбы и числом витков на единицу длины резьбы следующая: чем больше шаг резьбы, тем больше глубина резьбы и меньше витков на единицу длины резьбы и наоборот.
Треугольная(крепёжная) резьба по системе мер делится на метрическую и дюймовую. Резьба имеющая в профиле вид равностороннего треугольника с углом при вершине равным 60° называется метрической. Она применяется в приборостроении и машиностроении, диаметр и шаг метрической резьбы измеряется в мм и в десятичных долях мм. На чертежах метрическая резьба обозначается буквой М с указанием наружного диаметра ( например М 20) , для резьбы с мелким шагом указывается шаг , ( например М20×1.5).
Дюймовая резьба имеет в профиле такой же вид, как и метрическая, но угол при вершине равен 55° она отличается от метрической резьбы большим шагом и измеряется в дюймах и долях обозначенных простыми дробями.
Дюймовая резьба бывает крепёжная и трубная. Крепежная определяется наружным диаметром обозначенным в дюймах и количеством ниток на один дюйм 1дюйм=25,4. (обозначается 1ʺ). Трубная – определяется по условному внутреннему диаметру трубы . Обозначается словом труб.1ʺили G1ʺ .
Наружную резьбу нарезают плашкой.
По своему устройству плашки бывают:
1. призматические раздвижные
2. круглые цельные
3. круглые прорезные
Призматические плашки состоят из 2 одинаковых половинок укрепляемых в клуппе, имеющем форму рамки с рукоятками на 2 наружных сторонам этих плашек, имеются призматические канавки, которые входят в призматические выступы клуппа.
Для получения правильной резьбы необходимо, чтобы диаметры стержней соответствовали размеру резьбы.
Раздвижными и круглыми разрезными плашками можно нарезать полную резьбу при небольших отступлениях в диаметре стержня.
При нарезании резьбы круглыми цельными плашками не допускаются отклонения в диаметре нарезаемого стержня: при большом диаметре стержня резьба получится рваной, при меньшем диаметре- неполной.
Стержень при нарезании резьбы укрепляют вертикально в тисках. Перед нарезанием резьбы надо опилить фаску и снять окалину, которая портит инструмент.
Клупп вращают слева на право при нарезании правой резьбы и с права на лево при нарезании левой резьбы. На 1 оборот делают пол оборота назад, для обламывания стружки, при вращении нажимают на плашку. Для охлаждения плашек и метчиков при нарезании резьбы в остальных деталях применяют олифу или сульфофрезал, а при нарезании резьбы в чугунных деталях – скипидар. Применять минеральные масла не рекомендуется, ухудшает качество резьбы.
Внутреннюю резьбу нарезают метчиком, который вставляется в вороток Метчик состоит из хвостовика, рабочая часть, которая состоит из режущей части и калибрующей части. Метчики бывают: 1) черновые; 2) средние; 3) чистовой. Для вывода стружки и образования режущих кромок в метчиках имеются 3-4 продольные канавки. Наиболее часто используются комплекты состоящие из двух метчиков; черновой №1 и чистовой №2.
Для нарезания резьбы метчиком деталь с просверленным отверстием или гайку прочно занимают в тисках, чтобы ось отверстия была вертикальной. При нарезании резьбы нужно следить, чтобы ось метчика совпадала с осью отверстия в противном случае резьба будет косой. Метчиком нужно работать плавно без рывков. На каждый оборот метчика делать ¼ оборота назад, для обламывания стружки .
Диаметр отверстия для нарезания внутренней резьбы должен соответствовать внутреннему диаметру резьбы, определяется по таблицам или по формуле:
Dвн=Dн-S(1,1—1,2) где S-шаг резьбы.
Брак при нарезании резьбы:
1. Рваная резьба
2. Неполная резьба
3. Срыв резьбы
Техника безопасности:
1. Правильная стойка.
2. Исправные инструменты.
3. Быть внимательным и аккуратным.
Клёпка
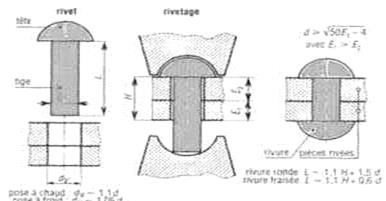
1. Замыкающая головка.
2. Закладная головка.
Клёпка – это соединение 2-х и более деталей с помощью заклепок. Заклепки представляют собой цилиндрические стержни с головкой. Заклепками чаще всего склепывают материал толщиной до 9-10 мм
Заклепки применяют с полукруглой плоской и конусной (потайной головкой).
Делают заклепки из мягкой стали.
Заклепка состоит из цилиндрического стержня и головки называемой закладной. Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей.
Диаметр и длину заклепок рассчитывают и указывают на чертежах. Для получения замыкающей головки длина стержня заклепки должна равняться толщине склепываемых материалов и величине выступающей части. Для получения полукруглой замыкающей головки выступающая часть стержня должна равняться от 1,3 до 1,5 диаметра стержня заклепки.
Заклепки в швах располагают в 1, 2, 3 и больше рядов в зависимости от этого заклепочные швы называются однорядными, двухрядными. В двухрядных и многорядных заклепочных швах заклепки располагают параллельно рядами или в шахматном порядке.
Листы и детали, соединяемые заклепочным швом располагают встык с накладками или внахлёст.
Расстояние между центрами заклепок называется шагом заклепочного шва.
Для однорядных швов шаг t принимается равной трем диаметрам заклепки, а расстояние а от центра заклепки до края листа 1,5 диаметра заклепки при пробитых отверстиях.
При двухрядном шве шаг принимается равным 4 диаметрам. Расстояние между двумя рядами заклепок должно быть равным двум диаметрам стержня.
Приемы клепки
Клепка бывает холодная, горячая и смешанная.
Холодной клепкой называется такая клепка, при которой высадка замыкающей головки заклепки производится в холодном состоянии. Холодную клепку применяют при диаметре стержня заклепки до 8мм.
Горячей клепкой называется такая клепка, при которой стержень клепки предварительно разогревают до температуры красного каленья. Горячую клепку применяют при толщине стержня 8мм и более.
Смешанная клепка производится обычно при длинных стержнях заклепок. Конец стержня разогревается для высаживания замыкающей головки.
Для склепывания деталей ручным способом применяют: слесарный молоток, бородок, натяжку, обжимку и поддержку.
Слесарный молоток подбирается по весу соответственно диаметра заклепки.
Бородки слесарные применяют для правки отверстия под заклепки, для пробивания мелких отверстий в тонколистовой стали, для выбивания забракованной заклепки и т.д.
Натяжка служит для прижатия друг к другу склепываемых деталей.
Обжимка для придания расклепанной части стержня полукруглой формы.
Поддержка применяется при склепывании в качестве упора для головки заклепки, которая входит в лунку.
Бородки, натяжки и обжимки изготавливают из стали марки: У7, У8. Рабочую часть их закаливают на всю длину, а ударную часть на длину 15 – 25мм.
Процесс клепки
Предварительно в склепываемых деталях просверливают отверстия по диаметру заклепок. В отверстия вставляют стержень, а головку располагают в лунке поддержки , чтобы не смять ее при расклепывании , затем на заклепку надевают натяжку и ударом молотка по ней плотно прижимают друг к другу, склепываемые детали. После этого выступающую часть стержня заклепки расклепывают молотком и придают ей при помощи обжимки полукруглую форму. При правильном выполнении соединении заклепки должны стоять перпендикулярно к плоскости склепываемых деталей и иметь правильную форму головок. Склепанные детали должны быть плотно прижаты друг к другу.
Для предупреждения брака при клепке следует сверлить в листовом металле отверстия под заклепки диаметром до 8мм больше диаметра стержня на 0.1-0.2мм.
Техника безопасности:
1. Исправные инструменты
2. Быть внимательным и аккуратным.
Паяние
Паянием называется соединение двух или более металлических деталей при помощи сплава из других металлов, называемого припоем.
Спаиваемые детали прикладывают одну к другой, а жидкий расплавленный припой вводят в зазор между ними, остывая припой, затвердевает и прочно соединяет спаиваемые части. Для прочности паяния и экономии припоя величина зазора между соединяемыми поверхностями должна быть наименьшая от 0,05 до 0,2.
Припой
Припой в зависимости от состава сплава бывают мягкие и твердые. Мягкий припой является сплавом олова и свинца и называется оловянно-свинцовыми. Они обладают низкой температурой плавления обычно не выше 300°. Их применяют в тех случаях, когда к соединению не предъявляются требования высокой механической прочности.
Припой ПОС – 30, называемой третником, содержит 30% олово и 70% свинца. Он применяется для паяния латуни, меди, стали, белой жести и т.д.
Припой ПОС – 50, называемый половняком, содержит 50% олово и 50% свинца и применяется для паяния меди, латуни, стали.
Начало плавления вышеуказанных припоев находится в пределах 183 - 225°. Конец плавления 190 - 285° в зависимости от состава припоя. Чем больше в припое олова, тем температура его плавления ниже. Мягкий припой легко плавится и их можно наносить на металл паяльником. Твердые припои состоят из сплава меди с цинком и называются медно-цинковыми.
Медно-цинковый припой содержит от 36% до 54% меди. Температура плавления этих припоев не ниже 600 - 700° они плавятся в горне и пламени в паяльной лампе и бензиновой горелке.
Флюсы
Для наиболее более прочного соединения металла с припоем необходимо, чтобы жидкий припой плотно соприкасался с поверхностью металла. Для этого поверхность детали перед паянием зачищают напильником или наждачной шкуркой до получения металлического блеска. Такой механической зачисткой удаляют с поверхности грязь, жир, краску и другие налеты. Очищенная поверхность под действием кислорода очень быстро покрывается пленкой окисла, которая невидима для глаза, но мешает соединению припоя с поверхностью металла. При окислении металла прочная пойка не получится.
Для предохранения металла от окисления перед паянием его поверхность покрывают химическими веществами, называемыми флюсами.
Одни флюсы, например, соляная кислота, хлористый цинк, нашатырь, бура растворяют окислы металлов и хорошо очищают место споя. Другие флюсы: стеарин, канифоль образуют защитные пленки у места споя.
Процесс паяния
Паяние производят паяльником, изготовленным из красной меди. Такой паяльник хорошо нагревается и отдает тепло спаиваемым поверхностям. Конец паяльника, являющийся его рабочей частью, должен быть чист и хорошо заправлен. Для заправки паяльник нагревают до малинового цвета и конец его опиливают напильником. Затем конец паяльника окунают в хлористый цинк, набирают на него каплю расплавленного припоя и трут о кусок нашатыря, пока конец паяльника не покроется ровным слоем припоя (облудиться).
При паянии мягкими припоями концы спаиваемых деталей соединяют, место споя промазывают хлористым цинком или конифолем, а затем медленно проходят по спою нагретым паяльником, на концы которого имеется капля расплавленного припоя. Припой пристает к изделию, быстро охлаждается, затвердевает и скрепляет спаиваемые детали.
1. Вентиляция.
2. Исправные инструменты.
3. Быть внимательным и аккуратным.
Лужение
Лужением называется покрытие поверхности металла тонким слоем олова или сплава олова и свинца для предохранения поверхности от коррозий или для получения более плотного соединения при паянии.
При лужении необходимо, чтобы поверхность металла была совершенно чистой без окалины, ржавчины, жировых пятен. Мелкие детали зачищают до металлического блеска напильником или наждачной шкуркой ручным способом или на обдирочных станках. Крупные детали или детали из листовой стали очищают химическим путем. Обезжиривают детали в ванной с нагретым содовым (щелочным) раствором. После того как детали обезжирены и вынуты из ванны их нужно промыть в чистой и холодной, а затем горячей воде.
Обезжиренные детали очищают от окалины, растворяя ее в серной кислоте. Этот процесс называется травлением. Затем крупные детали и листовую сталь предварительно погружают в хлористый цинк, а затем лудят, погружая их в ванну с расплавленным оловом, и имеющим температуру 280 - 320°. Деталь держат в ванне до полного прогревания ее. Затем изделия или лист стали быстро вынимают, встряхивают, а излишнее олово смахивают жгутом льна. Мелкие детали сначала покрывают флюсом, нагревают до температуры 270 - 300° и лудят, натирая поверхность паяльником с припоем или прутком припоя. После лужения деталь промывают в известковой воде для удаления остатков хлористого цинка.
Шабрение
Шабрением называется операция по снятию (соскабливание) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом шабером.
Цель шабрения – обеспечение плотного прилегания сопрягательных поверхностей и герметичности (непроницаемости) соединения, шабрением обрабатывают прямолинейные и криволинейные поверхности.
Шаберы – это металлические стержни различной формы с режущими кромками.
По форме режущей части шаберы подразделяются на плоские, трехгранные и фасонные.
По конструкции бывают цельными и со вставными пластинками.
Перед шабрением выявляют неровности «на краску». Для этого проверочный
инструмент окрашивают тонким слоем краски , на него накладывают и перемещают обрабатываемое изделие . На поверхности детали окрашиваются выступающие места, которые снимают шабером. Процесс повторяется до получения на всей поверхности равномерно расположенных пятен, до 30 на квадрат 25×25мм.
Притирка
Притиркой называется операция по обработке поверхностей деталей, работающих в паре, с помощью абразивных материалов для получения более плотного прилегания поверхностей.
Доводка (разновидность притирки) чистовая отделочная операция с целью получения точных размеров, правильной геометрической формы и высокой чистоты поверхности.
Различают два вида притирки: с помощью эталонных поверхностей-притиров и взаимную притирку одной детали по другой.
Суть притирки заключается в том , что очень мелкие зерна абразивного материала , находящиеся между притираемыми поверхностями или на поверхности притира , снимают с обрабатываемого изделия мельчайшие неровности ,придавая ему нужные точности и чистоту.
Для притирки и доводки используется абразивные порошки и пасты. Они различаются по величине зерен (зернистость) и твердости.
Техника безопасности:
1. Обрабатываемую поверхность протирать тряпкой, а не рукой.
2. Осторожно обращаться с порошками и пастами.
3. Работать исправным инструментом.
4. Обрабатываемая деталь должна быть надежно закреплена.
5. Соблюдать правила пожарной безопасности при применении керосина, масел.
Трубопроводные работы
Трубопроводы-это инженерные сооружения или системы предназначенные для транспортировки (перемещения) жидких, газо, парообразных и сыпучих веществ.
Состоят из труб, фасонных деталей, запорной и регулирующей арматуры и КИП. Основным элементом трубопроводов является труба, характеризующаяся диаметром, толщиной стенки, Русл, способом изготовления, материалом. Изготавливаются бесшовные и сварные с прямым или спиральным швом. Трубы между собой, и так же к запорной, регулирующей, предохранительной арматуре и деталям оборудования соединяются сваркой, фланцевыми и резьбовыми (муфтовыми) соединениями. Фланцевое соединение – неподвижное разъемное соединение трубопровода, герметичность которого обеспечивается путем сжатия уплотнительных поверхностей друг к другу через расположенную между ними прокладку из более мягкого материала (резина, картон и др.) сжатых крепежными деталями – (болты, шпильки, гайки).
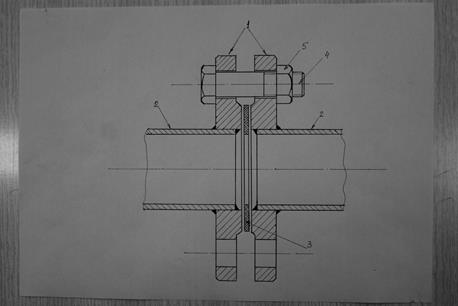
1 фланцы
2 труба
3 прокладка
4 болт
5 гайка
Резьбовое (муфтовое) соединение состоит из нарезных концов соединяемых труб (наружная резьба) и соединительных муфт, фасонных деталей или арматуры (внутренняя резьба). Резьба на трубах и соединительных частях выполняется трубная дюймовая, применяется до Ду100мм (4ʺ). Для создания герметичности применяется подмотка (пакля, лен, ФУМ) и краски. Фасонные детали трубопроводов:
Отводы - для изменения направления потока (трубопровода)
Переходы - для изменения сечения (диаметра) трубопровода.
Тройники и развилки – для разделения или соединения потоков.
Запорная арматура: задвижки, вентили, краны, обратные клапаны – для периодического включения и отключения отдельных участков трубопроводов и присоединенных к ним аппаратов и оборудования.
Регулирующая арматура – для регулирования давления или производительности.
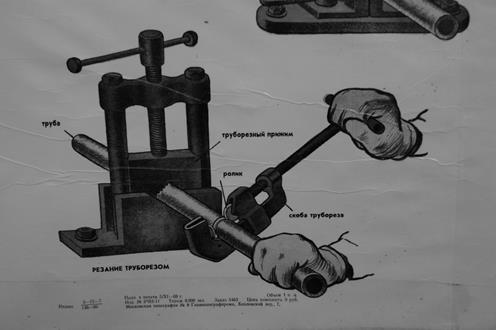
При монтаже и ремонте трубопроводов для резки вручную труб малого диаметра применяются труборезы, ножовки шлифмашинки (болгарки).
Для резки труб большого диаметра применяются: газорезка, отрезные станки и др. оборудование. Гибка труб производится по чертежам, шаблонам, образцам на гибочных станках или оправках. Гибка производится в холодном состоянии или с нагревом, без наполнителя или с наполнителем в зависимости от диаметра трубы, толщины стенки, радиуса гиба и материала.
Сварка пластиковых труб.
В настоящее время при монтаже трубопроводов всё чаще применяются лёгкие и долговечные трубы из пластика. При монтаже применяются склейка, обжим муфтами сварка. Сварка- самый надёжный способ соединения труб.
Для сварки применяется сварочный аппарат, на нагревательном элементе которого крепятся сварочные насадки (плашки) . Для резки труб применяются специальные ножницы или ножовка
Перед сваркой концы труб и фитинги тщательно протирают от грязи и пыли чистой тряпкой не дающей ворса. Свариваемые детали должны обладать одинаковыми свойствами.
Сварочный аппарат разогревается до температуры +260*С, конец трубы вставляют в отверстие насадки , а фитинг одевается на выступ, выдерживаются (в зависимости от диаметра) время, необходимое для разогрева соединяемых деталей, после чего снимаются с насадки и соединяются между собой строго по оси без перекосов и выдерживаются до остывании не допуская смещения.
Недогрев или перегрев ведёт к браку, некачественному соединению.
Техника безопасности:
1. Не допускать касания руками и другими частями тела разогретого нагревательного элемента.
2. Не допускать касания электрических проводов разогретым нагревательным элементом.
3. Не допускать контакта сварочного аппарата с водой.
4. По окончании работ охладить сварочный аппарат на открытом воздухе.
Введение
Слесарное дело - это процесс холодной обработки метала резанием, сборка, разборка и ремонт различных машин механизмов , устройств.
Цель слесарных работ – придать обрабатываемой детали заданные чертежом формы, размеры и чистоту поверхности.
Производственный процесс - это совокупность действий направленная на изготовление готовой продукции.
Виды производств :
1. Индивидуальное - это производство, где выпуск готовой продукции производиться в единицах, работают специалисты слесари- универсалы.
2. Серийное - это производство, где выпуск готовой продукции производится серией и партиями.
3. Массовое - это производство, где выпуск готовой продукции производится в большом количестве.
Организация рабочего места слесаря
Рабочее место слесаря - это участок производственной площади цеха, мастерской закрепленной за данным рабочем, предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, инструментами и материалами.
Рабочее место оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые для работы инструменты, приспособления, материалы.
Слесарный верстак – является основным видом оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняются слесарные работы.
Слесарные тиски служат для закрепления обрабатываемых заготовок или деталей и являются составной частью оборудования рабочего места слесаря. Применяют тиски параллельные, стуловые и ручные .
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, от чего тиски и получили название параллельных.
Подвижную и неподвижную губки, также поворотную часть параллельных слесарных тисков отливают из серого чугуна; ходовой винт, болты и другие детали делают из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима заготовок в процессе обработки рабочей части (накладные губки) изготавливают из инструментальной стали (марки У8) с крестообразной насечкой, после закалки их прикрепляют к основным губкам винтами. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин накладных губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) накладные губки тисков закрывают накладными пластинами («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.
Устройство слесарных тисков
1. Основания поворотной части.
2. Гайка.
3. Подвижная губка.
4. Неподвижная губка.
5. Рукоятка
6. Винт.
Дата: 2019-05-29, просмотров: 379.