Под технологичностью конструкции изделия понимают совокупность свойств конструкции, позволяющих вести технологическую подготовку производства, изготавливать, эксплуатировать и ремонтировать изделие при наименьших затратах труда, средств, времени и материалов по сравнению с однотипными конструкциями изделий того же назначения при обеспечении установленных показателей качества (ГОСТ 18831-73). Технологичность конструкции сборочной единицы, являющейся составной частью изделия, должна иметь те же свойства и обеспечивать технологичность изделия, в состав которого она входит.
По области проявления технологичности различают производственную технологичность конструкции и эксплуатационную. Производственная технологичность проявляется в сокращении затрат средств и времени на конструкторскую подготовку производства (КПП), технологическую подготовку производства (ТПП), процессы изготовления деталей, сборку и испытание; эксплуатационная— в сокращении затрат средств и времени на техническое обслуживание и ремонт изделия.
Технологичность конструкции оценивается качественно и количественно.
К качественным характеристикам технологичности конструкции относятся:
взаимозаменяемость — свойство конструкции составной части изделия, обеспечивающее возможность ее применения вместо другой без дополнительной обработки (подбора или компенсации) с сохранением заданных качеств изделия;
регулируемость — свойство, обеспечивающее возможность регулирования конструкции при сборке, техническом обслуживании и ремонте для достижения и поддержания работоспособности;
контролепригодность — свойство, обеспечивающее возможность и надежность контроля конструкции при изготовлении, испытании, техническом обслуживании и ремонте;
инструментальная доступность — свойство, обеспечивающее доступ инструмента к элементам конструкции при изготовлении, испытании, обслуживании и ремонте.
Для количественной оценки технологичности служат следующие основные показатели:
трудоемкость изготовления — суммарная трудоемкость технологических процессов изготовления изделия без учета составных частей, являющихся покупными изделиями;
технологическая себестоимость — себестоимость, выражаемая суммой затрат на осуществление технологических процессов изготовления изделия без учета покупных изделий;
уровень технологичности конструкции по трудоемкости изготовления— отношение достигнутой трудоемкости к базовому показателю;
уровень технологичности по себестоимости изготовления — отношение достигнутой технологической себестоимости к базовому показателю.
Базовыми показателями при сравнительной оценке технологичности конструкции могут служить показатели передовых образцов однотипных изделий (отечественных или зарубежных), достигнутые в некотором предыдущем периоде времени или найденные теоретическим или практическим путем и утвержденные как отраслевые стандарты.
Кроме указанных имеется ряд количественных технико-экономических и технических показателей, которые характеризуют технологичность в связи с процессом сборки.
1. Коэффициент сборности Ксб— отношение числа сборочных единиц Ne изделия, включая покупные, к общему числу составных частей N Ч с учетом деталей N Д , не вошедших в состав сборочных единиц, но без стандартных крепежных N Д.К :

2. Коэффициент эффективности взаимозаменяемости Квз — отношение трудоемкости сборки изделия, осуществляемой по принципу полной взаимозаменяемости (без пригонки, подбора или регулирования) Твз к общей трудоемкости сборки изделия Ти:

3. Коэффициент унификации изделия Ку — отношение числа унифицированных сборочных единиц Ne .у изделия и его унифицированных
деталей Nд.у, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей (к унифицированным составным частям относятся заимствованные, покупные и стандартные непокупные сборочные единицы и детали):
4. Коэффициент стандартизации изделия Кст — отношение числа стандартных сборочных единиц Nе.ст изделия и его стандартных деталей Nд.ст, не вошедших в состав сборочных единиц, к общему числу составных частей изделия без учета стандартных крепежных деталей:
Указанные коэффициенты могут быть использованы для сравнительной оценки технологичности конструкции сборочных единиц, в состав которых в общем случае входят помимо деталей покупные изделия и более мелкие сборочные единицы — конструктивно-технологические узлы
Редуктор имеет четко выраженные базовые детали (корпус и крышка корпуса), которые служат основой для процесса сборки.
При сборке имеется свободный подход простых стандартных инструментов к местам крепления сопрягаемых деталей, представляется полная возможность исключения операций механической подгонки деталей при сборке.
Количество деталей в сборочном узле доведено до минимума, а стандартных и нормализованных использовано достаточно.
В процессе выполнения сборочных операций и при окончательной сборке узла осуществляются методы контроля сборочных параметров и консервации.
Следует также отметить, что все посадки, осуществляемые в процессе
сборки, производятся по методам полной взаимозаменяемости.
Описание схемы сборки.
Для данного редуктора предлагается следующая схема сборки.
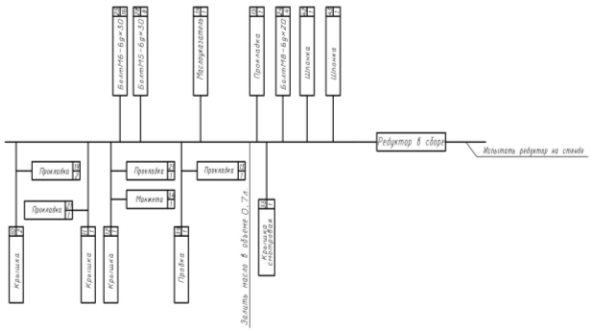
1. Общая схема сборки:
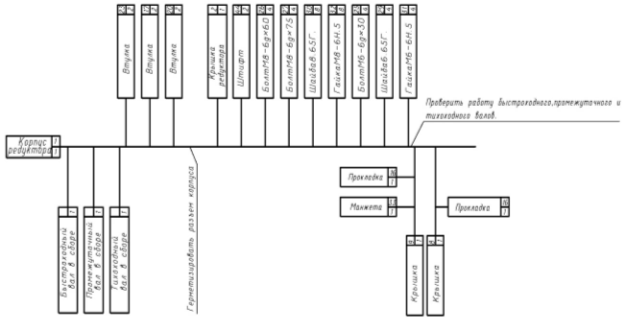
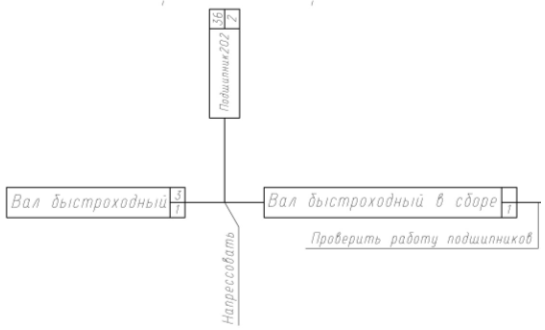
2. Схема сборки вала быстроходного.
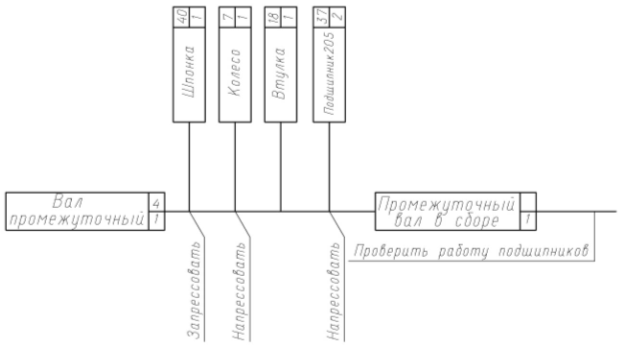
3. Схема сборки вала промежуточного.
4. Схема сборки вала тихоходного.
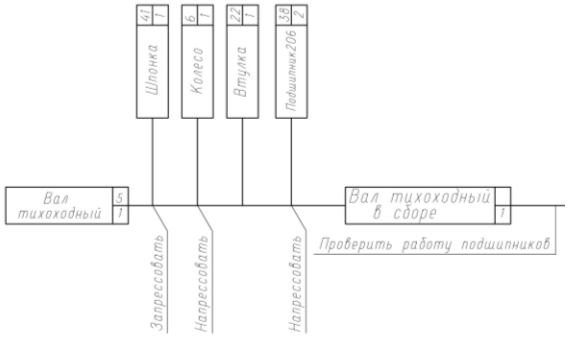
Все валы редуктора собираются отдельно, а затем устанавливаются в корпус. После сборки редуктор подвергают механическим испытаниям.
Технологические требования.
· Перед началом сборочных работ необходимо проверить состояния приспособлений. Приспособления должны быть чистыми.
· Перед монтажом манжет и подшипников их уплотнительные и посадочные поверхности смазать маслом МК-8 ГОСТ 6457-66 и проверить отсутствие острых кромок на заходных фасках.
· Расконсервацию подшипников проводить в горячем масле при t = 80…90 С с последующей промывкой в чистом нефрасе. Перед окончательным монтажом поверхности их тел вращения и сепараторы смазать смазкой ЦИАТИМ – 210 ГОСТ 6267-74.
· При сборке редуктора разрешается использование нормального инструмента без шифра, если они удовлетворяют техники безопасности и обеспечивают качественную сборку.
Дата: 2019-05-29, просмотров: 370.