Расчетно-пояснительная записка
к курсовому проекту по технологии
Дисциплина: «Технология сборки машин»
Тема Курсового проекта
Разработка технологический процесс сборки
«Редуктора»
Содержание :
Введение
1. Описание конструкции изделия и условий работы, технико-экономические характеристики; необходимые методы технологических испытаний
2. Анализ технологичности изделия
3. Описание схемы сборки, обоснование технологического маршрута
4. Подбор оборудования, оснастки
5. Расчет технологических параметров сборки
6. Расчет сборочных размерных цепей
7. Нормирование операций
8. Описание приспособления для запрессовки
9. Описание структурной схемы испытательного стенда
Список использованной литературы
Введение
Выполнение курсового проекта по курсам «Технология сборки ВРД», «Технология сборки машин», является одним из основных этапов практической подготовки инженеров. Практические навыки, приобретенные студентами в период самостоятельной работы над проектом, способствуют закреплению теоретических знаний, полученных в лекционных курсах.
В данном курсовом проекте разрабатывается технологический процесс сборки двухступенчатого цилиндрического редуктора, предназначенного для передачи исполнительному механизму крутящего момента. Выполняется расчет технологических параметров сборки:
· Расчет усилий запрессовки
· Расчет усилий затяжки резьбовых соединений
· Выявление и расчет сборочных размерных цепей
Так же производится подбор оборудования и оснастки, нормирование сборочных операций. Для контроля работоспособности редуктора разрабатывается структурная схема испытательного стенда. Приводится описание приспособления для запрессовки – оправки.
Курсовой проект выполнен в современных программных пакетах, таких как «AutoCAD», «Unigraphics».
Приводится методика расчета сборочных размерных цепей в системе «Unigraphics». Параллельно приводится расчет размерных цепей аналитическим методом. Спроектирована объемная модель редуктора, с последующей визуализацией процесса сборки.
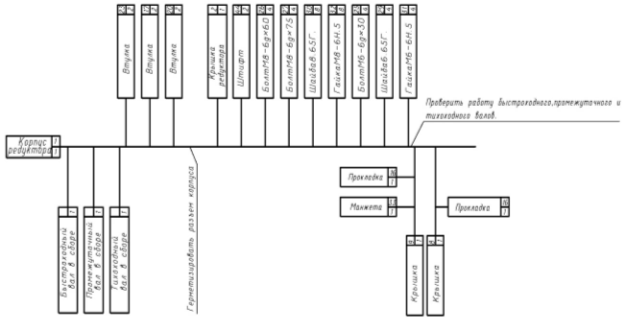
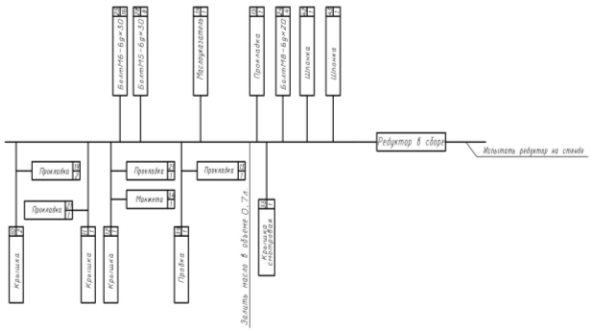
Описание схемы сборки.
Для данного редуктора предлагается следующая схема сборки.
1. Общая схема сборки:
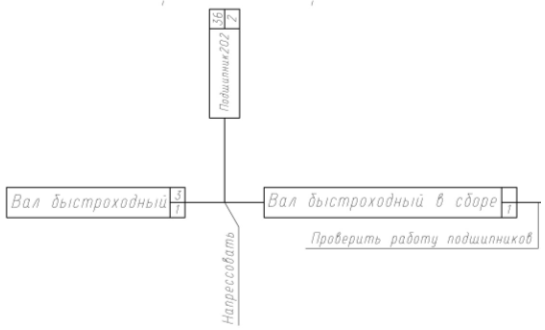
2. Схема сборки вала быстроходного.
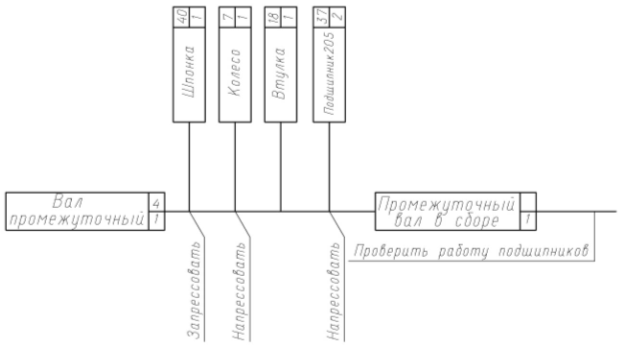
3. Схема сборки вала промежуточного.
4. Схема сборки вала тихоходного.
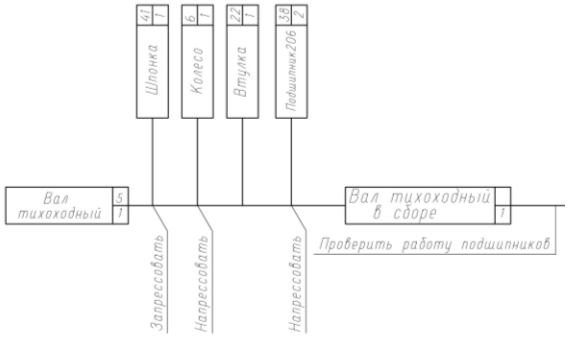
Все валы редуктора собираются отдельно, а затем устанавливаются в корпус. После сборки редуктор подвергают механическим испытаниям.
Технологические требования.
· Перед началом сборочных работ необходимо проверить состояния приспособлений. Приспособления должны быть чистыми.
· Перед монтажом манжет и подшипников их уплотнительные и посадочные поверхности смазать маслом МК-8 ГОСТ 6457-66 и проверить отсутствие острых кромок на заходных фасках.
· Расконсервацию подшипников проводить в горячем масле при t = 80…90 С с последующей промывкой в чистом нефрасе. Перед окончательным монтажом поверхности их тел вращения и сепараторы смазать смазкой ЦИАТИМ – 210 ГОСТ 6267-74.
· При сборке редуктора разрешается использование нормального инструмента без шифра, если они удовлетворяют техники безопасности и обеспечивают качественную сборку.
Нормирование операций
Технологический процесс сборки редуктора включает следующие переходы:
Выполняемые переходы при запрессовки шпонок:
1. Взять шпонку, примерить по пазу вала.
2. Взять инструмент и установить шпонку в паз вала.
3. Отложить инструмент.
При запрессовки шпонки поз.40 , τ =1,19 мин.
При запрессовки шпонки поз.41 , τ =2,56 мин.
При запрессовки шпонки поз.42 , τ =2,02 мин.
При запрессовки шпонки поз.43 , τ =2,37 мин.
Выполняемые переходы при напрессовки колес:
1. Взять вал, установить на стол пресса.
2. Установить колесо на вал.
3. Запрессовать колесо.
4. Снять узел и отложить.
При напрессовки колес поз.6 , поз.7 , τ =0,43 мин.
Выполняемые переходы при напрессовки подшипников:
1. Взять вал, установить на стол пресса.
2. Взять подшипник, установить на вал.
3. Взять оправку и установить её на подшипник.
4. Напрессовать подшипник.
5. Отложить оправку, проверить легкость вращения подшипников.
6. Снять узел и отложить.
При напрессовки подшипника поз.36 , τ =0,38 мин.
При напрессовки подшипника поз.37 , τ =0,42 мин.
При напрессовки подшипника поз.38 , τ =0,45 мин.
Выполняемые переходы при сборки крышек подшипников:
1. Взять прокладку.
2. Установить прокладку на крышку с совмещением по отверстиям.
3. Осмотреть правильность установки.
При сборке крышек подшипника поз. 8,10,11, τ =0,26 мин соответственно.
Выполняемые переходы при сборки фланцев:
1. Взять прокладку, манжету.
2. Установить прокладку на крышку с совмещением по отверстиям.
3. Установить манжету.
4. Осмотреть правильность установки.
При сборке фланцев поз. 9,12, τ =0,52 мин соответственно.
Другие выполняемые переходы:
При установки валов в корпус редуктора, τ =0,4 мин.
При установки крышек и фланцев в корпус редуктора, τ =0,32 мин.
При запрессовки штифтов поз.44, τ =0,62 мин.
При затяжки гаек поз. 32, τ =0,34 мин.
При затяжки болтов поз. 28,25, τ =0,39 мин.
При затяжки гаек поз. 29, τ =0,34 мин.
Время транспортирования редуктора на испытательный стенд составляет
τ =1,15 мин.
Время транспортирования редуктора на склад составляет τ =1,88 мин.
Операция 010. Слесарно-сборочная. – τ =1,12 мин.
Операция 015. Слесарно-сборочная. – τ =2,64 мин.
Операция 020. Слесарно-сборочная. – τ =4,39 мин.
Операция 025. Слесарно-сборочная. – τ =8,67 мин.
Операция 030. Слесарно-сборочная. – τ =12,44 мин.
Операция 035. Слесарно-сборочная. – τ =7,44 мин.
Операция 040. Транспортная. – τ =1,5 мин.
Операция 045. Испытания механические. – τ =40,5 мин.
Операция 015. Транспортная. – τ =1,88 мин.
Список литературы.
1. «Проектирование технологических процессов сборки машин», Учебник /Под общей ред.проф. А.А. Жолобова. Мн.: Новое знание, 2005. – 410 с.
2. А.Н. Никитин «Технология сборки двигателей летательных аппаратов» Учебник. Москва: Машиностроение. 1982. – 269 с.
3. Ю.Н. Соломенцев. “Проектирование технологий” Москва. Машиностроение. 1990. – 416 с.
4. Иванов М.Н. и Иванов В.Н. «Детали машин. Курсовое проектирование» Учеб. Пособие для машиностроит. вузов. М.: Высшая школа, 1975. – 551 с.
5. «Расчёты деталей машин» /И.М. Чернин, А.В. Кузьмин, Г. М. Ицкович. 2-е изд., перераб. и доп. М.: Высшая школа, 1978. – 472 с.
6. «Курсовое проектирование деталей машин» Учеб. Пособие для техникумов /С.А. Чернавский, Г.М. Ицкович, К.Н. Боков и др. М.: Машиностроение, 1980. – 351 с.
Расчетно-пояснительная записка
к курсовому проекту по технологии
Дисциплина: «Технология сборки машин»
Тема Курсового проекта
Разработка технологический процесс сборки
«Редуктора»
Содержание :
Введение
1. Описание конструкции изделия и условий работы, технико-экономические характеристики; необходимые методы технологических испытаний
2. Анализ технологичности изделия
3. Описание схемы сборки, обоснование технологического маршрута
4. Подбор оборудования, оснастки
5. Расчет технологических параметров сборки
6. Расчет сборочных размерных цепей
7. Нормирование операций
8. Описание приспособления для запрессовки
9. Описание структурной схемы испытательного стенда
Список использованной литературы
Введение
Выполнение курсового проекта по курсам «Технология сборки ВРД», «Технология сборки машин», является одним из основных этапов практической подготовки инженеров. Практические навыки, приобретенные студентами в период самостоятельной работы над проектом, способствуют закреплению теоретических знаний, полученных в лекционных курсах.
В данном курсовом проекте разрабатывается технологический процесс сборки двухступенчатого цилиндрического редуктора, предназначенного для передачи исполнительному механизму крутящего момента. Выполняется расчет технологических параметров сборки:
· Расчет усилий запрессовки
· Расчет усилий затяжки резьбовых соединений
· Выявление и расчет сборочных размерных цепей
Так же производится подбор оборудования и оснастки, нормирование сборочных операций. Для контроля работоспособности редуктора разрабатывается структурная схема испытательного стенда. Приводится описание приспособления для запрессовки – оправки.
Курсовой проект выполнен в современных программных пакетах, таких как «AutoCAD», «Unigraphics».
Приводится методика расчета сборочных размерных цепей в системе «Unigraphics». Параллельно приводится расчет размерных цепей аналитическим методом. Спроектирована объемная модель редуктора, с последующей визуализацией процесса сборки.
Дата: 2019-05-29, просмотров: 372.