· Фрезерование плоскости

 ;
; 
· Фрезерование боковой плоскости


· Предварительное растачивание


· Чистовое растачивание



· Расточка канавок
· Сверление

· Нарезание внутренней резьбы метчиком
Резьба М8, шаг – 1,25 мм 

· Фрезерование пазов
· Тонкое растачивание

Расчет и назначение норм времени
Расчет штучного времени
На две операции штучное время рассчитываем поэлементно по формуле:

где:  - основное время
- основное время
 - вспомогательное время
- вспомогательное время
 - время перехода
- время перехода
 - число деталей в партии
- число деталей в партии
На остальные операции время рассчитываем по приближенной формуле:

Сверлильная операция 
Фрезерная операция 
Расточная операция 
Расчет норм времени сводим в таблицу 4.
Для фрезерной операции 
Для сверлильной операции 
Основное время в операции 015 состоит из двух составляющих: фрезерование + сверление
Вспомогательное время выбираем из нормативов [1]:
Операция 015:
Установка и снятие – 0,15 мин
Управление станком – 0,1 мин
Время на измерение – 0,16 мин
Операция 020:
Установка и снятие – 0,15 мин
Управление станком – 0,1 мин
Время на измерение – 0,32 мин
Время на обслуживание 
Расчет числа станков на операции

где:  - такт выпуска
- такт выпуска
Коэффициент загрузки определяем по формуле:
Результаты расчетов сведены в таблицу 4.
Таблица 4.
| № |
|
|
|
|
|
|
|
|
|
|
|
| ||

| 
| 
| ||||||||||||
| 015 | 0,975 | 0,15 | 0,1 | 0,16 | 1,385 | 0,09 | 0,09 | 1,565 | 20 | 415 | 1,613 | 0,195 | 1 | 19,5 |
| 020 | 0,133 | 0,15 | 0,1 | 0,32 | 0,703 | 0,05 | 0,05 | 0,803 | 20 | 415 | 0,851 | 0,103 | 1 | 10,3 |
| 025 | 0,286 | 0,526 | 0,06 | 1 | 6,36 | |||||||||
| 030 | 0,55 | 1,012 | 0,12 | 1 | 12,2 | |||||||||
| 0,24 | 0,78 | 0,09 | 9,42 | |||||||||||
| 0,36 | 1,17 | 0,14 | 14,1 | |||||||||||
| 0,033 | 0,108 | 0,013 | 1,305 | |||||||||||
| 0,073 | 0,238 | 0,029 | 2,87 | |||||||||||
| 0,007 | 0,022 | 0,003 | 0,26 | |||||||||||
| 0,4 | 0,7 | 0,085 | 8,46 | |||||||||||
| 0,048 | 0,084 | 0,01 | 1,015 | |||||||||||
| 035 | 0,133 | 0,245 | 0,03 | 1 | 2,96 | |||||||||
| 040 | 0,6 | 1,95 | 0,23 | 1 | 23,56 | |||||||||







 , 100%
, 100%
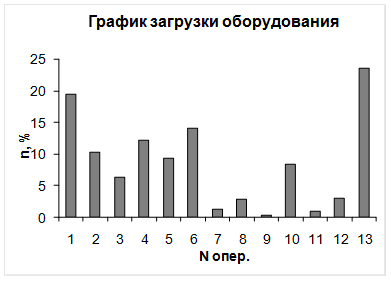
При данной загрузке оборудования будет простаивать длительное время.
Уточнение типа производства
После расчета норм времени уточняем тип производства по коэффициенту серийности.
так как  ,то данное производство является среднесерийным.
,то данное производство является среднесерийным.
Литература:
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. Мн.: Высшая школа, 1983.
2. Солнышкин Н.П. и др. Технологические процессы в машиностроении. – СПбГТУ. 1998г.
3. Общемашиностроительные нормативы режимов резания для технологического нормирования работ на металлорежущих станках. – М. Машиностроение, 1974.
4. Справочник технолога машиностроителя / под ред. А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1974 – Т1, 2.
5. Общемашиностроительные нормативы времени. – М. Машиностроение, 1980.
Дата: 2019-05-29, просмотров: 340.