Рассчитываем припуск на обработку и промежуточные предельные размеры на поверхность ø72Н7. Технологический маршрут обработки поверхности ø72Н7 состоит предварительного растачивания, растачивания с припуском под окончательное и алмазное точение.
Расчет ведем по методике [2].
Технологический маршрут записывается в таблицу, 2 также в таблицу заносятся соответствующие заготовке и каждому технологическому переходу значения элементов припуска.
Расчет коробления заготовки производиться по формуле:

где:  - смещение (
- смещение (  )
)
 - коробление (
- коробление (  )
)
 -удельная кривизна заготовки (табл. 4.8 [2])
-удельная кривизна заготовки (табл. 4.8 [2])
для чернового – 6%;
для чистового – 4%;
для тонкого – 2%.
Расчет погрешности установки:

где:  -погрешность закрепления (табл. 4.13 [2]);
-погрешность закрепления (табл. 4.13 [2]);

l-расстояние между отверстиями на которые устанавливаются пальцы
Smax выбирается по посадке ø 
Расчет минимальных значений припусков производим по формуле:
При черновом растачивании: 
При чистовом растачивании: 
При тонком растачивании: 
Расчетный размер заполняем, начиная с конечного размера



В соответствующую графу заносим значения допусков на каждый переход и заготовку.
Вычисляем наименьшие предельные размеры:




Придельные значения припусков  определяются как разность предельных размеров предшествующего и выполняемого переходов:
определяются как разность предельных размеров предшествующего и выполняемого переходов:






Производим проверку правильности расчетов:


Таблица 2.Припуски на диаметральный размер ø 72Н7
| Переходы обработки поверхности | Элементы припуска | Расчетный припуск, мкм | Расчетный размер, мм | Допуск | Предельный размер | Предельный припуск | |||||
| Rz | H(Т) | 
| 
| min | max | min | max | ||||
| Заготовка | 600 | - | 1202,7 | - | - | 68,007 | 1400 | 66,61 | 68,01 | - | - |
| Черновое растачивание | 50 | - | 72,162 | 138,3 | 3621,25 | 71,629 | Н12 300 | 71,32 | 71,62 | 3,61 | 4,71 |
| Чистовое растачивание | 30 | - | 48,11 | - | 244,324 | 71,873 | Н9 74 | 71,796 | 71,87 | 0,25 | 0,476 |
| Тонкое растачивание | 20 | - | 24,05 | 6,91 | 157,207 | 72,03 | Н7 30 | 72 | 72,03 | 0,16 | 0,204 |
Рис. 1. Схема графического расположения припусков и допусков 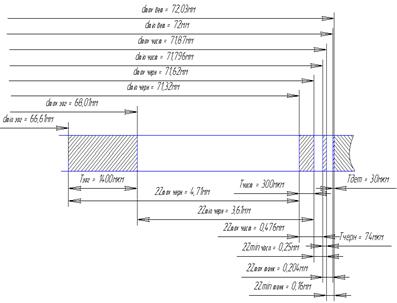
Назначение припусков по нормативам
Для назначения припусков и допусков воспользуемся ГОСТ 26645-85.
Таблица 3.рипуски и допуски на отливку
| Размер детали мм | Ra мкм | Маршрут обработки | Припуск на сторону, мм | Допуск, мм | Размер заготовки, мм |
| ø36 | 12,5 | черновая | 1,4 | 1,1 | ø32,2 |
| 22 | 6,3 | черновая | 1,3 | 1 | 23,3 |
| 55 | 6,3 | черновая | 1,4 | 1,2 | 56,4 |
| 60 | 6,3 | черновая | 1,4 | 1,2 | 61,4 |
| 118 | 6,3 | черновая | 1,7 | 1,6 | 121,4 |
Определение режимов резания
Расчет режимов резания на две операции
Фрезерование
Операция 015, фрезерование.
Глубина резания 
Подача на черновое фрезерование  [4]
[4]
Фреза твердосплавная Т15К6 ø160, 
Скорость резания 
где:  - диаметр фрезы (160мм)
- диаметр фрезы (160мм)
 - стойкость фрезы (240мин)
- стойкость фрезы (240мин)
 - припуск (1,3мм)
- припуск (1,3мм)
 - подача (0,2мм/зуб)
- подача (0,2мм/зуб)
 - ширина фрезеруемой поверхности (36 мм.)
- ширина фрезеруемой поверхности (36 мм.)
 - число зубьев фрезы (14 шт.)
- число зубьев фрезы (14 шт.)
Из нормативов выбираем коэффициенты [4]:








По рассчитанной скорости резания определяем число оборотов шпинделя:

Расчетное значение n корректируем по паспорту станка. Принимаем:
Принимаем 
Сверление
Операция 020.
Глубина резания 
Подача при сверлении стали [4]: 
Скорость резания: 
Находим коэффициенты по нормативам [4]:






По рассчитанной скорости определяем число оборотов шпинделя:

Находим фактическую частоту: 
Дата: 2019-05-29, просмотров: 336.