Программа управления приводом подачи консоли в автоматическом режиме должна выполнять следующие функции:
- прием информации с датчика положения;
- вычисление значения скорости методом числового дифференцирования;
- цифровое регулирование скорости и положения;
- интерполяционные расчеты.
Блок-схема процедуры управления приводом подачи консоли представлена на рисунке 6.2. Данная процедура является подпрограммой головного модуля программы управления станком.
Процедура начинается обнулением счетчика периодов дискретности и записью в стек начальных значений скорости и сигнала управления, необходимых для процедуры регулирования скорости. Далее производится запуск таймера, необходимого для обеспечения работы системы в реальном масштабе времени.
После включения таймера выполняется процедура чтения датчиков SENSOR, выходными параметрами которой являются значения перемещений рабочих органов за данный интервал дискретности N[k] и величины перемещений относительно начала кадра N1. Далее следует процедура определения скорости рабочего органа в данном интервале дискретности.
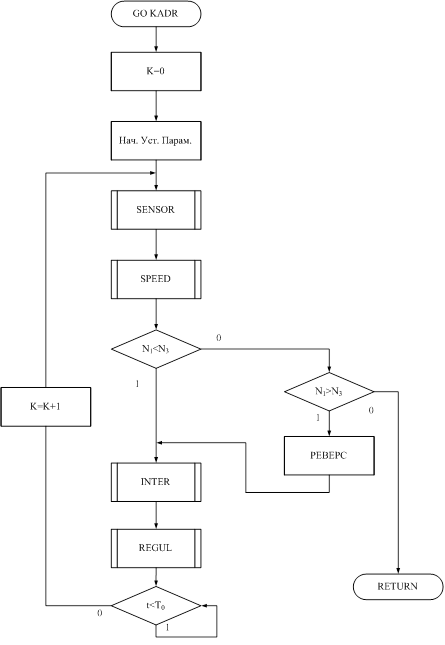
Рисунок 6.2 - Блок-схема программы управления приводом подач консоли
Отслеживание положения рабочего органа производится путем сравнения текущего значения положения N1 с заданным в кадре управляющей программы (N3). Если N1 < N3, т.е. требуемое положение еще не отработано, в действие вступает подпрограмма интерполяционных расчетов INTER. Далее производится цифровое регулирование скорости в соответствии с разностным уравнением регулятора скорости (процедура REGUL). Если N1 > N3, т.е. по каким-либо причинам произошел перебег рабочего органа, подается сигнал реверса на двигатель привода и выполняются вышеназванные процедуры интерполяции и регулирования скорости, после завершения которых определяется состояние таймера. Если время, прошедшее с начала цикла меньше, чем период дискретности системы Т0, то реализуется цикл ожидания пока t<Т0. При t=Т0 происходит выход из цикла ожидания, инкремент счетчика периодов и переход на инициализацию таймера.
Данный цикл повторяется до тех пор, пока текущее значение перемещения N1 не сравняется с заданным N3. В этом случае происходит выход из процедуры управления приводами (конец кадра).
Блок-схема процедуры обслуживания датчиков приведена на рисунке 6.3.
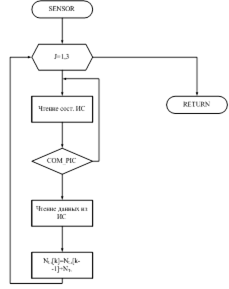
Рисунок 6.3 - Блок-схема процедуры обслуживания датчиков
Для приема информации о перемещении по трем координатам организован цикл, начинающийся с анализа состояния ИС.
Как было сказано выше, единичное значение разряда СОМ_Р1С разрешает чтение кода перемещения в ЦЭВМ.
Процедура SPEED выполняет вычисление значения скорости вращения двигателя методом числового дифференцирования.
Блок-схема процедуры определения скорости вращения вала двигателя приведена на рисунке 6.4.

Рисунок 6.4 - Блок-схема процедуры определения скорости
ВЫВОДЫ
В ходе выполнения курсового проекта была разработана система управления приводом продольной подачи токарно-винторезного станка. Особенностью данной СУЭП является применение высокопроизводительного контроллера LPC2138 на базе ядра ARM7. Этот контроллер обладает развитой периферией, поэтому его ресурсов хватит для выполнения любых задач, связанных с управлением станками вышеупомянутого типа.
Применение в системах управления электроприводами микропроцессорной системы позволило повысить гибкость станка, обеспечивает возможность стыковки с ЭВМ высокого уровня, который работает в режиме деления времени и разрешает оптимально может построить управление большой технологической задачей.
В курсовом проекте выполнен расчет электромеханической системы, выбран двигатель постоянного тока по рассчитанным данным.
Разработана структурная и функциональная схемы системы управления приводом подачи, выбраны средства соединения исполнительного механизма с системой управления. Также выполнено математическое описание системы управления и синтез ПИД-регулятора. Управления осуществляется с помощью ШИП, что является более уместным, чем тиристорный преобразователь. Заключительным этапом курсового проекта является разработка блок - схемы управления, которая характеризует работу системы управления в ручном, наладочном и автоматическом режимах работы.
ПЕРЕЧЕНЬ ССЫЛОК
1. Методические указания к курсовому проекту по дисциплине "Цифровые системы управление и обработка информации" (для специальности 7.092501)Сост. А. А. Сердюк. - Краматорск: ДГМА, 2006.-108с.
2. Системы программного управления промышленными установками и робототехническими комплексами: Учебное пособие для вузов / Б. Е. Коровин, Г. И. Прокофьев, Л. Н. Рассудов. Л.: Энергоатомиздат, Ленинград. Отд., 1990 – 352с.
3. Точность и надежность станков с числовым программным управлением (Под ред. А. С. Проникова). М.: Машиностроение, 1982.-356с.
4. Станки с числовым программным управлением (специализированные). Под ред. В. А. Лещенко - М.: Машиностроение,1988.-592с.
Дата: 2019-05-29, просмотров: 334.