Операция контактной точечной сварки межэлементных соединений (МЭС) через отверстия в ячейках моноблока обеспечивает прочную и надежную электрическую связь элементов в собранной аккумуляторной батареи. Сварка МЭС является одной из важнейших сборочных операций, обеспечивающих стабильные электрические характеристики и высокую надежность батареи. Сварке подвергаются ушки полюсных мостиков, являющиеся выводными элементами каждого блока электродных пластин, входящего в батарею. Сварку МЭС на специализированной установке “Welmatic 1000”(Рис.9.). Основным рабочим элементом установки является подвижный блок токоподводящих водоохлаждаемых клещей, который имеет возможность поступательного движения по координатам X, Y и Z, а так же вращательного движения вокруг вертикальной оси. Исполнительный механизм клещей управляется электронной системой по заданной программе.
Блок клещей обеспечивает:
- предварительное сжатие свариваемых элементов;
- импульсный токоподвод в зону сварки с частичным термическим расплавлением свариваемых элементов;
- дополнительное поджатие сварочной зоны;
- интенсивное охлаждение сваренного соединения.
Сварка крышки с моноблоком
Сварка крышки производится на термосварочной установке приварки крышки, производство компании “Sovema”. Разогрев поверхностей стыка моноблока и крышки осуществляется электрическими нагревательными плитами, которые крепятся к подвижной платформе.
Установка работает в составе сборочной линии с передаточным роликовым конвейером. При наличии батареи на роликовом конвейере стопоры выдвигаются, стенки блокировки фиксируют ее в рабочем положении. Головка с захватами опускается, фиксирует и поднимает крышку подлежащую приварке. Платформа с рабочими нагревательными плитами движется вперед к своему конечному положению, роликовый стол поднимается, головка опускается до тех пор пока крышки и моноблоки не соприкоснутся с двумя нагретыми поверхностями. Когда время разогрева истекло, роликовый стол опускается, головка держателя инструмента поднимается, и платформа с нагревательными плитами возвращается. Затем головка опускается, а стол поднимается. Крышка и моноблок соприкасаются, происходит процесс термической сварки. Время предварительного разогрева свариваемых поверхностей и выдержки под давлением (после сварки) задается с помощью пульта управления.
Пайка полюсных выводов
Пайку полюсных выводов осуществлять на спец. автомате компании “Sovema”
Автомат состоит из:
- вертикальной стойки;
- подвижной головки с блоком газовых горелок, устройством зажигания от электрического разряда и подпружиненными моноклями с конусной формообразующей поверхностью, обеспечивающей требуемую геометрическую форму полюсных выводов в процессе пайки;
- пульта управления;
- роликового приводного конвейера с устройством фиксации батареи.
В конструкции автомата предусмотрена механическая регулировка межосевого расстояния между моноклями и изменения координат всего блока моноклей с горелками (вращением соответствующих маховиков).
Подача природного газа и кислорода осуществляется от баллонов, установленных в специальных рампах с системой подачи газов к штуцерам регулируемых газовых горелок. Газовые баллоны имеют блок регулировки давления с устройством защиты от обратного хода пламени. Рабочее давление природного газа и кислорода на входе газовых горелок должно составлять 1 атмосферу.
Паяльные монокли подключены к системе водяного охлаждения со станции охлаждения (теплообменником).
С целью исключения остаточной термической деформации и прогара монокли подбор параметров в ручном режиме необходимо проводить при включенной подаче охлаждающей воды.
Операция пайки производится в следующей последовательности:
1.Батарея подается по роликовому конвейеру к столу автомата пайки полюсных выводов. При обнаружении батареи фотоэлементом устройство зажима выдвигается, фиксируя ее на позиции пайки.
2.Головка с блоком газовых горелок и конусными моноклями опускается, автоматически включаются горелки. Головка продолжает опускаться до полной посадки моноклей на втулки крышки батареи и сжатия пружин.
На этом этапе начинается первая стадия пайки. Пламя расплавляет верхнюю часть втулок и выводных борнов, расплав заполняет зазоры, обеспечивая проплав по высоте не менее 3мм. На следующем этапе горелки поднимаются, и начинается завершающий этап пайки. Конусные стенки монокли ограничивают растекание сплава, обеспечивая формирование торца вывода. В процессе пайки горелки вращаются вокруг осей моноклей с регулируемой амплитудой. Через заданное на контроллере время горелки выключаются, монокли с выводами охлаждаются. Система охлаждения моноклей в процессе работы линии работает непрерывно.
Головка поднимается в исходное положение, зажим освобождает обработанную батарею, после чего цикл повторяется.
Контроль герметичности
Контроль герметичности осуществляется на автоматической установке (Рис.12.) методом создания в каждом аккумуляторе давления, повышенного по сравнению с атмосферным.
Контроль герметичности собранной батареи осуществляется в два этапа (теста). На первом этапе избыточное давление подается в ячейки № 1, 4 и 5 батареи. На втором этапе избыточное давление подается в ячейки № 2, 3 и 6.
Связь проверяемой батареи с тестирующим блоком осуществляется посредством перемещения в вертикальную плоскость головки с подвижными наконечниками.
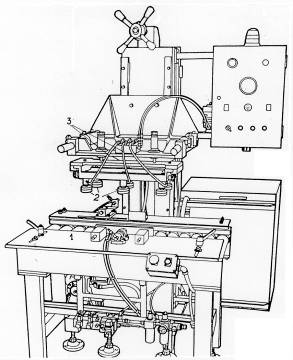
Рис. 12. Установка для проверки аккумулятора на герметичность.
1-платформа, 2-присоски, 3-трубки к источнику разрежения.
Дата: 2019-05-28, просмотров: 393.