Конвертовка обеспечивает электрическую изоляцию положительных и отрицательных пластин между собой в процессе всего срока службы батареи.
Электродные пластины поступающие на сборочный участок, визуально отличаются по цвету активной массы: положительная пластина имеет светло-коричневый цвет, отрицательная – серо-зеленый.
Конвертовать положительную электродную пластину, ребра на сепараторе должны быть с внутренней стороны. Толщина применяемой сепараторной ленты и размер конверта указаны в конструкторской документации на конкретный тип батареи.
Внешний вид установки показан на Рис.7..
Работу на установке производить в следующей последовательности:
1.Рулон сепараторной ленты установить на сердечник механизма питания сепаратора. При конвертовке положительной пластины рулон должен быть установлен на сердечнике так, чтобы лента подавалась от нижней части рулона. Ленту сепаратора заправить в установку через набор роликов. Когда рулон сепараторного материала использован почти полностью, необходимо закрепить начало нового рулона на конце старого рулона с помощью клеящей ленты “скотч”. Конверты, которые содержат куски ленты, должны быть удалены из машины и отбракованы.
2.Положительные электродные пластины установить на накопительный транспортер с правой стороны установки ушками вверх от себя, отрицательные электродные пластины установить на такой же накопительный транспортер с левой стороны установки ушками вверх к себе и в механизм, которые докладывают недостающую электродную пластину. При пакетировании отдельных партий пластин, PL, DL, PS, DS, имеющих низкую прочность адгезии бумажного полотна с активной массой со стороны вакуумных захватов, допускается установка положительных пластин ушками к себе, отрицательных - от себя. Лента сепаратора проходит через ролики узла конвертовки, натягивается с помощью пневматического тормоза, проходит через режущий диск, который режет сепаратор на заготовки для конверта и прокладывает складку на заготовки, чтобы образовать дно конверта.
Установка имеет два тормоза, которые работают с рулоном сепараторного материала на сердечнике. Тормоз со сдвоенным цилиндром осуществляет торможение рулона, чтобы предохранить его от неуправляемого разворачивания, когда машина установлена, этот тормоз регулируется путем ручной настройки пневматического клапана. Другой пневматический тормоз прилагает тормозную силу к рулону. Перед началом работы необходимо установить давление воздуха этого воздуха (0,7бар.).
Положительная электродная пластина с накопительного транспортера с помощью вакуумного устройства подается на нижний конвейер. По конвейеру электродная пластина подходит к углу конвертовки, который сворачивает заготовку сепаратора по намеченной складке пополам, образуя конверт с электродной пластиной, затем с помощью прижимных роликов сваривает боковые стороны конверта.
Законвертованная электродная пластина подается по конвейеру к углу перекладки электродных пластин, который набирает пакет электродных пластин, поочередно принимая положительные и отрицательные электродные пластины в равном количестве необходимом для пакета электродных пластин.
Недостающую, отрицательную электродную пластину в пакет добавляет специальный механизм.
3.Количество электродных пластин в пакете для каждого типа батарей разное.
4.Набор блоков электродных пластин снять с конвейера и проверить внешним осмотром.
На конвертных сепараторах не допускаются: порывы, рубцы от деформации ленты, слоистость, частичная сварка боковых сторон, косообрезанные края, смещение линий сварки, посторонние включения, сквозные отверстия. Высота сепараторов над уровнем электродов должна быть не менее 3мм. Дополнительно контролировать качество зачистки и отсутствие фрагментов активной массы по открытому контуру отрицательных пластин. При необходимости удалить их продольным движением мягкой латунной щетки.
5.Проверенные наборы блоков положить на европоддон стопками по шесть наборов. Наборы укладывать один на другой таким образом, чтобы каждый из них можно было легко отделить. Стопки укладывают на европоддоны не более трех ярусов с прокладкой – листом ДВП, или НДФ между ними. Каждый укомплектованный поддон оформить сопроводительным паспортом в соответствии с требованием “Положения о системе идентификации продукции”.
6.Вакуумная система обеспечивает улавливание пыли, образующейся при работе установки. Пыль улавливается рукавным фильтром и собирается в бункере. Пыль из бункера выбирается в конце каждой смены.
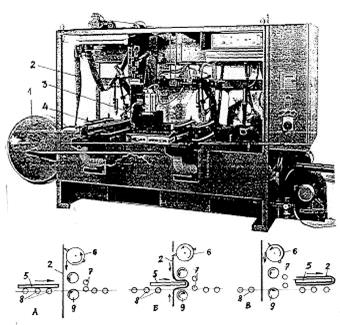
Рис.7. Внешний вид пакетировочной машины.
1-барабан с лентой, 2-лента, 3-узел пакетирования, 4-узел подачи пластин, 5-пластина, 6-цилиндр с ножом для резки ленты, 7-сварочные вальцы, 8-ролики транспортера, 9-прижимные вальцы.
А, Б, В - стадии обертывания пластины сепаратором.
Дата: 2019-05-28, просмотров: 387.