Действие сварочного трансформатора основано на явлении электромагнитной индукции.
Режим холостого хода трансформатора (рис. 13) устанавли- вают при разомкнутой вторичной обмотке в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом по первичной обмотке идет ток I1, который создает перемен- ный магнитный поток Ф1. Этот поток индуцирует во вторичной об- мотке переменное напряжение U2. Поскольку цепь вторичной об- мотки разомкнута, то ток в ней не идет I2 = 0 и никаких затрат энер- гии во вторичной цепи нет. Поэтому вторичное напряжение на холо- стом ходе максимально и эту величину называют напряжением хо- лостого хода U2 = UХХ.
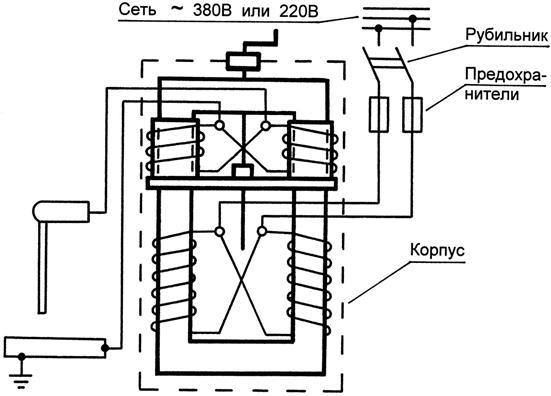 |
Рис. 12. Принципиальная электрическая схема сварочного трансформатора с подвижными катушками вторичной обмотки
Отношение напряжений первичной и вторичной обмоток при холостом ходе называют коэффициентом трансформации K и он равен отношению чисел витков первичной обмотки W1 к вторичной обмотки W2.
 K = U1
K = U1
U2
= W1 .
 W2
W2
(6)
В сварочных трансформаторах сетевое напряжение 220 В или
380 В преобразуется в более низкое напряжение холостого хода U2 =
 = UХХ = 60...80 В.
= UХХ = 60...80 В.
| Ф1 I1 I 2 = 0 U1 U 2 = Uхх | X L I1 I2 = Iсв U1 Фр Ф1 Ф2 U2 = Uд + Iсв . XL |
| На холостом ходу | Под нагрузкой |
Рис. 13. Работа трансформатора
Режим нагрузки (см. рис. 13) устанавливают благодаря замы- канию цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2 во вторичной обмотке и дуге появляет- ся ток I2 = IСВ. Этот ток в сердечнике создает переменный магнитный поток, который стремится уменьшить величину потока, создаваемого первичной обмоткой Ф1. Противодействуя этому, сила тока в первич- ной обмотке увеличивается. Увеличение потребления энергии в пер- вичной обмотке должно быть равно увеличению отдачи энергии дуге вторичной обмоткой в соответствии с законом сохранения энергии.
Напряжение во вторичной обмотке трансформатора при нагруз- ке равно:
U2 = UД + IСВ × X L,
(7)
где UД – падение напряжения на дуге; XL – индуктивное сопротивле- ние сварочного контура.
Омическое сопротивление сварочного контура R, включая вылет электрода, значительно меньше индуктивного сопротивления XL. По этой причине при расчете U2 величиной R пренебрегаем.
Часть магнитного потока ФР по пути от первичной обмотки ко вто- ричной рассеивается в пространстве. Магнитный поток рассеивания тем больше, чем больше расстояние между обмотками (см. рис. 12 и 13). В результате вторичную обмотку пронизывает магнитный поток Ф2. Падающая внешняя вольтамперная характеристика сварочного транс- форматора получается благодаря изменению величины рассеивания магнитного потока ФР.
При этом напряжение дуги UД уменьшается UД = U2 – IСВ
UД = U2 - IСВ × X L при увеличении силы сварочного тока IСВ и индуктив-
ного сопротивления XL.
Регулирование сварочного тока IСВ (как и IКЗ) при постоянном на- пряжении холостого хода трансформатора UХХ возможно только за счет изменения индуктивного сопротивления.
В существующих конструкциях трансформаторов регулирование индуктивного сопротивления вторичной цепи может быть выполнено:
– изменением расстояния между первичной и вторичной об- мотками;
– изменением зазора магнитопровода дросселя, выполненного отдельно от трансформатора.
При коротком замыкании электрод касается изделия и на- пряжение дуги UД = 0. Следовательно, исходя из формулы 7, напря-
жение во вторичной обмотке U2 = IКЗ × X L.
Отсюда:
IКЗ
= U2 .
 X
X
(8)
L
Поэтому регулирование тока короткого замыкания возможно только за счет изменения индуктивного сопротивления XL.
СТАЛИ И ИХ СВАРИВАЕМОСТЬ
В сварных конструкциях автомобилей, строительных и дорожных машин широко используют конструкционные стали. Стали обладают различной свариваемостью.
Под термином «свариваемость металлов» обычно понимают комплекс свойств свариваемого металла, обеспечивающих хорошую прочность и работоспособность сварного соединения в условиях экс- плуатации.
В процессе сварки некоторые стали склонны к образованию тре- щин в шве или в зонах, прилегающих к шву. Появление этих трещин обуславливается главным образом химическим составом и внутренней микроструктурой стали. Из основных химических элементов, входящих в состав сталей, наибольшее влияние на образование трещин оказы- вает углерод. С увеличением содержания углерода в стали более 0,3% повышается самозакаливаемость переходной зоны основного металла, и сталь становится более хрупкой. Поэтому в сварных конструкциях ис- пользуют стали с содержанием углерода не более 0,3%.
Легирующие компоненты, вводимые в сталь в небольших коли- чествах, например молибден – 0,2...0,8%, ванадий – 0,1...0,3% и дру- гие, наряду с улучшением механических свойств стали, повышают ее свариваемость. Вредные примеси – сера и фосфор, а также оксидные
включения и растворенные газы (водород, кислород и азот), ухудшают свариваемость стали.
На образование трещин влияет не только химический состав и структура стали, но также тип конструкции и характер соединения ее узлов.
В вариантах задания (глава 10) предусмотрено пять групп сталей:
– низкоуглеродистые конструкционные стали обыкновенного ка- чества;
– качественные низкоуглеродистые конструкционные стали;
– низколегированные конструкционные стали;
– легированные жаропрочные стали;
– легированные коррозионностойкие стали.
Обозначение низкоуглеродистой стали начинается со слова Сталь (Сталь 15, Сталь 20 – качественные стали) или начальных букв слова Сталь (Ст 1, Ст 2, Ст 3, Ст 4 – стали обыкновенного качества).
Чем больше цифра в обозначении конструкционной низкоугле- родистой стали обыкновенного качества (Ст 1, Ст 2, Ст 3, Ст 4), тем выше содержание углерода.
Цифра в обозначении качественной низкоуглеродистой конст- рукционной стали показывает содержание углерода в сотых долях процента. Например: Сталь 10 содержит 0,10% углерода.
В табл. 1 приведены условные обозначения легирующих эле- ментов в марках сталей и марках сварочных проволок.
В обозначении легированных сталей, например 09Г2Д цифры 09 показывают содержание углерода в сотых долях процента – 0,09% С. Буквы справа от цифры обозначают легирующий элемент: Г – марга- нец; Д – медь. Цифра после буквы указывает содержание легирующе- го элемента в целых процентах. Отсутствие цифры указывает на со- держание элемента порядка 1%.
Таблица 1
Условные обозначения легирующих элементов в марках сталей и марках сварочных проволок
| Элемент | ||
Обозначение
Обозначение
Исследования и опыт применения сварки в промышленности по- зволяют оценить с некоторым приближением каждую марку стали с
точки зрения свариваемости как весьма высокую, высокую, удовлетво- рительную и низкую. Эти оценки приводятся в справочной литературе.
В индивидуальных заданиях на практическую работу стали, из которых предложено изготовить ванну обладают весьма высокой и высокой свариваемостью.
Дата: 2019-05-28, просмотров: 463.