Дуговую сварку плавлением выполняют постоянным или пере- менным током (рис. 5…7).
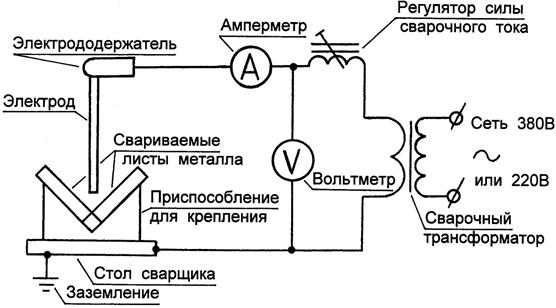 |
Рис. 5. Принципиальная схема сварки переменным током
При сварке переменным током (рис. 5) применяются свароч- ные трансформаторы. Трансформатор понижает напряжение сети с 380 В или 220 В до 70...80 В и менее, одновременно увеличивая си- лу тока до нужного значения. Для регулирования силы тока использу- ют регуляторы. Они либо выполнены отдельно от трансформатора (см. рис. 5), либо совмещены с трансформатором (см. рис. 11, 12). Амперметр и вольтметр показывают величину силы тока и напряже- ния при сварке.
Для сварки постоянным током применяют сварочные преобразователи (рис. 6), сварочные агрегаты или сварочные выпрямители (рис. 7). Регуляторы силы тока и здесь выполняют свою роль.
Сварочные преобразователи имеют электрический привод – электродвигатель переменного тока. Вал электродвигателя соединен с валом генератора, который преобразует механическую энергию в постоянный электрический ток. В сварочных агрегатах вал генератора вращается двигателем внутреннего сгорания.
Там, где есть сетевая электроэнергия, используют сварочный преобразователь (электродвигатель + генератор). В полевых условиях, где нет сетевой электроэнергии, используют сварочный аг- регат (карбюраторный или дизельный двигатель + генератор).
В настоящее время на многих предприятиях сварочные преоб- разователи заменяют выпрямителями, так как последние во время работы не шумят и у них больше коэффициент полезного действия. В выпрямительных установках переменный ток с выхода понижающего трансформатора подают на выпрямитель.
При сварке постоянным током обеспечивается высокая стабиль- ность горения сварочной дуги и качество сварного соединения. По- этому высоколегированные стали, из которых изготавливают ответст- венные конструкции, сваривают с использованием постоянного тока.
Основным недостатком сварки постоянным током является меньший, по сравнению со сваркой переменным током, коэффициент полезного действия. Сварочный генератор постоянного тока, выраба- тывающий сварочный ток, необходимо приводить в движение элек- трическим двигателем переменного тока (сварочный преобразова- тель) или двигателем внутреннего сгорания (сварочный агрегат). В обоих случаях будут потери на трение движущихся деталей и потери в обмотках электрических машин. Оборудование для сварки постоян- ным током конструктивно сложнее и стоит дороже.
 |
Рис. 6. Принципиальная схема сварки постоянным током
Сварка переменным током более экономичная, по сравнению со сваркой постоянным током, потому что больше к.п.д. трансформатора. Это объясняется отсутствием потерь на трение и меньшими электри- ческими потерями в обмотках трансформатора.
При ручной дуговой сварке используют источники тока с круто- падающей внешней характеристикой (рис. 8). Внешней вольтампер-
ной характеристикой называют зависимость напряжения на клеммах источника от тока нагрузки.
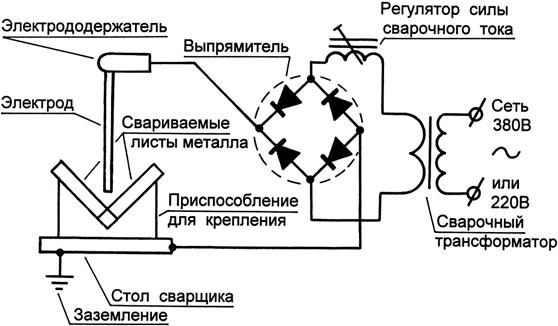 |
Рис. 7. Принципиальная схема сварки выпрямленным током
К источникам тока для ручной дуговой сварки предъявляют сле- дующие требования:
– напряжение холостого хода должно обеспечивать надежное зажигание сварочной дуги, а также отвечать правилам техники безо- пасности (не должно превышать UXX = 80 В);
– ток короткого замыкания должен быть ограничен;
– внешняя вольтамперная характеристика источника тока долж- на быть крутопадающей для ограничения токов короткого замыкания и повышения стабильности горения сварочной дуги;
– источник тока должен быть надежным и простым в эксплуатации. При малых значениях тока короткого замыкания затрудняется зажигание дуги, а при больших его значениях увеличивается перегрев токоведущих частей и электрода, возрастают потери металла на раз- брызгивание. Поэтому у источников тока для ручной дуговой сварки отношение тока короткого замыкания IКЗ и сварочного тока IСВ должно
изменяться в следующих пределах
 1,25 <
1,25 <
IКЗ IСВ
< 2,0.
(4)
Длину дуги поддерживают вручную. Поэтому в процессе сварки
возможно изменение ее длины из-за непроизвольных движений руки сварщика. Источник сварочного тока должен обеспечить устойчивое горение сварочной дуги при изменении ее длины.
Дуга переменного тока зажигается и гаснет 100 раз в секунду. Поэтому для интенсивного первоначального и повторного зажигания дуги при проектировании источников сварочного тока обеспечивают условие
 UXX UД
UXX UД
= 1,8...2,5.
(5)
 U, В
U, В
Uхх
Напряжение холостого хода
Uд
Зона рабочих напряжений дуги
Длинная дуга
Короткая дуга
Зона устойчивого горения сварочной дуги
Зона рабочих токов дуги
Iд Iкз
I, A
 Ток короткого замыкания
Ток короткого замыкания
Рис. 8. Внешняя вольтамперная характеристика (ВАХ) источника тока
Напряжение холостого хода у разных сварочных аппаратов UХХ =
= 60...80 В. У сварочных аппаратов постоянного тока напряжение хо- лостого хода и рабочее напряжение ниже, чем у трансформаторов благодаря более высокой устойчивости горения сварочной дуги по- стоянного тока. Более низкое напряжение уменьшает вероятность по- ражения сварщика электрическим током.
При слишком короткой дуге возможно возникновение режима ко- роткого замыкания и приваривание электрода к изделию. При длинной дуге происходит ее обрыв из-за недостатка подводимой энергии.
При чрезмерно большом токе короткого замыкания возможен пробой и повреждение изоляции обмоток источника сварочного тока.
При прохождении большого тока по электроду, он сильно на- гревается по всей длине. При этом может растрескаться и осыпать-
ся электродное покрытие. Тогда будет затруднено повторное зажи- гание дуги.
Недостатком сварки переменным током является неустойчи- вое горение сварочной дуги, поэтому необходима ее хорошая ста- билизация, которая достигается путем использования источника пи- тания со звеном повышенной частоты, или инвертором, условно та- кие источники относятся к классу выпрямителей. После выпрямле- ния напряжения переменного тока питающей сети инвертор преоб- разует напряжение постоянного тока в высокочастотное напряжение переменного тока, которое сглаживается с помощью последующего блока и подается на дугу.
Выше сказанное можно представить в виде схемы:
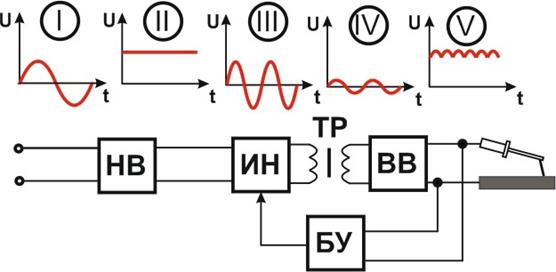 |
Рис. 9. Инверторный источник питания: НВ – низкочастотный выпрямитель; ИН – инвертор; Тр – трансформатор; ВВ – высокочастотный выпрямитель; БУ – блок управления
На рис. 9 низкочастотный выпрямитель преобразует переменное напряжение (I) питающей сети в постоянное (II), которое сглаживается низкочастотным выпрямителем. Затем выпрямленное напряжение преобразуется в переменное высокой частоты (до 160 кГц) (III) с по- мощью инвертора на двух транзисторах. Далее напряжение понижа- ется трансформатором (IV) и сглаживается высокочастотным выпря- мителем (V). В результате сварочная дуга работает на сглаженном напряжении. Таким образом, понижающий трансформатор преобра- зует напряжение повышенной частоты без дополнительных устройств (отсутствует дроссель), что позволяет уменьшить габаритные разме- ры и массу магнитопровода, а также потери в трансформаторе. В це- лом масса инвертора по сравнению с массой сварочных выпрямите- лей, имеющих аналогичные выходные параметры, ниже в 10–20 раз.
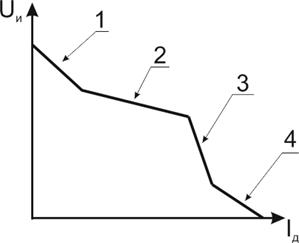
Рис. 10. Комбинированная внешняя вольтамперная характеристика (ВАХ) инверторного источника питания при управлении сварочным процессом: 1…4 – участки характеристики, отличающиеся видом зависимости напряжения источника U И от силы тока дуги I Д
Помимо этого система управления сварочным процессом позво- ляет осуществлять амплитудное регулирование, изменять ширину импульсов и варьировать их частоту. Высокие динамические характе- ристики инверторов особенно ярко проявляются в случае программно- го управления сварочным процессом, когда легко обеспечиваются го- рячий пуск в начале сварки, быстрый переход с одного режима на дру- гой, попеременная сварка швов в нижнем положении и на вертикаль- ной плоскости, сварка пульсирующей дугой с регулируемой формой импульса и т.д.
Инверторные источники питания имеют характерную внешнюю вольтамперную характеристику. Естественные внешние ВАХ первого выпрямительного блока инвертора, как у большинства выпрямителей, почти жесткие. Однако в процессе сварки характеристики собственно инвертора представляют собой ломаные линии – так называемые комбинированные ВАХ (рис. 10).
Крутопадающий участок 1 ВАХ служит для задания повышенного напряжения холостого хода, необходимого для возбуждения дуги; по- логопадающий участок 2 обеспечивает эффективное саморегулиро- вание процесса; крутопадающий участок 3 ограничивает силу свароч- ного тока (предотвращая прожог тонкого металла), а участок 4 ограни- чивает силу тока короткого замыкания.
Дата: 2019-05-28, просмотров: 465.