Измерительные инструменты, применяемые для промежуточного контроля заготовка и окончательного контроля детали (изделия), в
зависимости от типа производства могут быть как стандартными, так и специальными. Для одной из операций проектируемого технологического процесса необходимо сконструировать измерительный инструмент, прибор или контрольное приспособление. Использование для контроля специальных калибров, сложных приборов и приспособлений должно способствовать повышению производительности труда, создавать условия для улучшения качества продукции и снижения ее себестоимости.
В качестве проектируемого измерительного инструмента могут быть выбраны гладкие и резьбовые предельные калибры, шлицевые калибры, конусные калибры, пространственные калибры для проверки межосевого расстояния и др.
В данном случае проектируются пробка проходная и пробка непроходная для контроля посадочного отверстия фрезы диаметром Ø27Н7 (+0,02).
1. Определяем азмеры калибр-пробок для отверстия диаметром Д=27 мм с полем допуска Н7. По ГОСТ 25347–82 находим предельные отклонения отверстия; они равны +21 мкм и 0. Следовательно,
Дmax=27,021 мм;
Дmin=27,000 мм.
По ГОСТ 24853–81 находим допуски и предельные отклонения калибров для IТ7:
Н=0,004; у=0,003, Z=0,003.
Наибольший размер новой проходной калибр-пробки.
ПРmax=Dmin+Z+H\2=27,000+0,003=0,002=27,005 мм.
Размер калибра ПР, проставляемый на чертеже, при допуске на изготовление Н=0,004 мм равен 27,005–0,004
Исполнительные размеры:
– наибольший 27,005 мм
– наименьший 27,001 мм
Наименьший размер изношенной проходной калибр пробки рпи допуске на износ у=0,003 мкм равен
ПРизн.=Dmin-y=27,001–0,003=26,998 мм
Наибольший размер новой непроходной калибр-пробки.
НЕmax=Dmax+H/2=27,021+0,002=27,023 мм
Размер калибра НЕ, проставляемый на чертеже, равен 27,023-0,004
Исполнительные размеры:
– наибольший 27,023 мм
– наименьший 27,019 мм
Описание и расчет приспособления
Рассчитать и сконструировать приспособление для фрезерования торцового шпоночного паза.
Расчет приспособления ведем на точность и усилие зажима.
I Расчет приспособления на точность.
Правильно выбрать степень точности изготовления деталей можно только при точном учете всех возникающих в процессе производства погрешностей.
Сумма всех погрешностей определяется из выражения:
∑ ε=К· εбаз+ εуст+ εобр-ки+[ε]присп-ия; [], где К=0,8÷0,85 – коэффициент уменьшения погрешности базирования;
εбаз-погрешность базирования при выполнении данной операции;
εуст – погрешность установки, возникающая под действием зажимных сил резания;
εобр-погрешность обработки детали на данной операции;
[ε]присп-ия – погрешность допустимая для данного приспособления и вызываемая неточностью его изготовления.
εобр=К'·ω,
где К'=0,6÷0,8
ω – табличное значение средней экономической точности []
Фрезерование проводим по 11 квалитуту. Ширина шпоночного паза 12=0,11
εобр=0,8·0,11=0,088 мм
εбаз=0 [
εуст=0,09 мм[
[ε]присп-ия=0, для новог приспособления
∑ ε=0,85·0+0,009+0,088=0,178 мм
Если допуск на размер детали ТО=0,43, а сумма всех погрешностей ∑ ε=0,178 мм, то необходимо, чтобы соблюдалось условие:
∑ ε≤Td (TD)
0,178≤0,43 (по 14 кв.) – условие выполнено
II Расчет зажимного усилия.
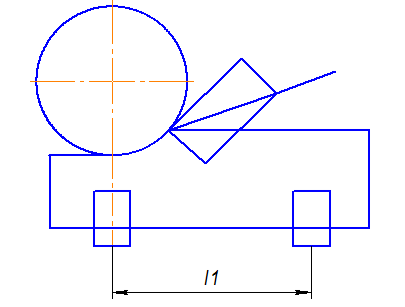
W= KF/ff=0,1÷0,15
F=Rl/l1=l2
Rl-F(l1+l2)=0;
Rl-F1l1-F2l2=0
Сил резания. Главная составляющая силы резания при фрезеровании-окружная сила Н.
Где Sz=0,5–1,2 мм/об[
Ср=68,2; х=0,86; у=0,72; q=0,86; W=0 [
Для дисковой трехсторонней резы по ГОСТ 3755–78 D=63 мм; В=12 мм; d=22 мм; Z=16 [
Кмр=
Кмр=
К=К0· К1 ·К2· К3· К4 ·К5=1,5·1·1,9·1,2·1·1=3,42
К0=1,5; К1 =1; К2=1,9; К3=1,2; К4 =1К5=1
W=395,581 H
Заключение
Выполненная работа носила обучающий характер на заключительном этапе обучения в колледже.
В результате закреплены и получены новые знания по следующим направлениям:
1. Оптимальному выбору заготовки;
2. Последовательное освоение этапов проектирования технологического процесса: составлены операции, переходы, выбраны современные металлорежущие станки и технологическая оснастка, проведен расчет режимов резания и нормирования;
3. Освоены этапы проектирования измерительного инструмента.
Список используемой литературы
1. Справочник технолога-машиностроителя. В 2-х томах. Том 2. Под редакцией А.Г Касиловой и Р.К Мещерякова – 4-е издание, перераб. И доп. – М. Машиностроение, 1985,496 с., ИЛ;
2. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть II Нормативы режимов резания;
3. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть I. Нормативы времени.
4. Нефедов Н.А Дипломное проектирование в машиностроительных техникумах: Учеб. Пособие для техникумов. 2-е изд., перераб. И доп. – М. Высш. шк., 1986 г. - 239 с., ил.;
5. Полей М.М. Технология производства металлорежущих инструментов – 2-е изд., перераб. И доп. – М.: Машиностроение, 1982. – 256 с., ил;
6. 6 Барсов А.И Технология инструментального производства. М., «Машиностроение», 1975. 272 с. с ил.
7. М.М Палей Технология производства режущего инструмента.
8. Каталог – справочник «Металлорежущий инструмент» Часть 1. Резцы.
Дата: 2019-05-28, просмотров: 322.