Поточный метод организации производства характерен для массового типа предприятий. Поточный метод обеспечивает строго согласованное выполнение всех операций технологического процесса во времени и перемещение предметов труда по рабочим местам в соответствии с установочным тактом выпуска изделий. При этом рабочие места, специализированные на выполнении определенных операций, располагаются в последовательности технологического процесса, образуя поточную линию. Для передачи предмета труда от одной операции к другой, как правило, применяется специальный механизированный транспорт. Расположение рабочих мест исключает возвратные движения изготовляемых объектов и непрерывность передачи предметов труда с одной операции на другую или одновременное протекание нескольких операций (видов обработки) при применении многофункциональных машин.
=2=
Параметры поточной линии:
1. Такт – интервал времени между последовательным выпуском двух одноименных деталей с поточной линии
r = F д / N , мин
Где:
F д – действительный фонд времени работы поточной линии с учетом регл. перерывов,
N – количество выпускаемых изделий на линии.
2. Если с линии одновременно выходят несколько деталей (партия), то определяют ритм. Ритм поточной линии – это интервал времени между последовательной передачей двух смежных транспортных партий.
R = r*p , мин
p – величина передаточной партии, шт
3. Количество рабочих мест на каждой операции:
- расчетное количество рабочих мест на каждой операции:
Срасч = tоп/r
tоп – норма времени на операцию, мин
- принятое количество рабочих мест получают путем округления Срасч
4. Коэффициент загрузки оборудования:
Кзагр = Срасч/Спр
5. Шаг конвейера – расстояние между центрами двух смежных рабочих мест или обрабатываемых деталей (l)
6. Длина конвейера поточной линии ( L ):
L = l*Спр , м
7. Скорость конвейера:
V = l / r , м/мин
8. Темп характеризует количество изделий, выпускаемых в единицу времени
8.Описать структуру производственного цикла. Раскрыть сущность составляющих производственного цикла. Объяснить необходимость сокращения длительности производственного цикла
Производственный цикл – комплекс процессов, необходимых для превращения сырья и материалов в готовую продукцию.
Структура производственного цикла – это совокупность элементов, его составляющих, и затрат времени на каждый элемент.
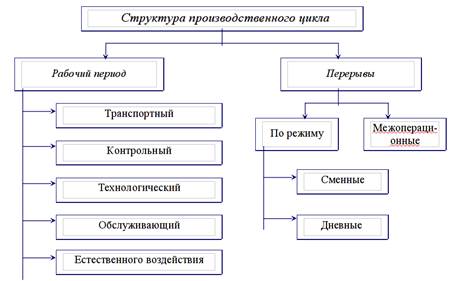
Длительность производственного цикла – календарный период времени, в течение которого предметы труда проходят все стадии производственного процесса с момента запуска сырья до выпуска ГП. Характеризует уровень организации производства. В общем виде состав и длительность производственного цикла (Т ц , мин) отражаются в следующей формуле:
Т ц = Т оп + Т к + Т тр + Т з + Т реж,
где Т оп – время выполнения операций, мин; Т к – сумма времени на контроль качества продукции, мин; Т тр – время на транспортировку продукции, мин; Т з – время на пролеживание изделий в заделах, мин; Т реж – время перерывов, связанных с режимом работы предприятия, мин.
Период перерывов в работе складывается из затрат времени: на пролеживание продуктов и полуфабрикатов в межоперационных или межцеховых заделах, вызванных ожиданием освобождения оборудования и рабочих мест, необходимостью переналадки оборудования; на перерывы, связанные с режимом работы предприятия (обеденный перерыв, период между сменами, выходные и праздничные дни); по организационно-технологическим причинам и вследствие нарушений трудовой и технологической дисциплины (в случае их возникновения).
Необходимость сокращения длительности производственного цикла:
1. Увеличение выпуска продукции в одну и ту же единицу времени
2. Рост производительности
3. Снижение себестоимости единицы продукции по условно постоянным расходам
4. Увеличение прибыли
5. Сокращение объёма НЗП.
Пути сокращения длительности производственного цикла:
1. Сокращение времени выполнения технологических операций за счёт механизации и автоматизации работ, применения ускорителей и катализаторов.
2. Сокращение числа операций путём упрощения структуры производственного цикла (применение малооперационных технологий)
3. Применение параллельного вида движения предметов труда
4. Совмещение во времени транспортных и обслуживающих операций с технологическими
5. Переход к непрерывным производственным процессам.
Дата: 2019-05-28, просмотров: 356.