На этапе разработки чертежа штамповой оснастки необходимо сконструировать штамп для горячей штамповки и и штамп для обрезки облоя для отштампованных полуфабрикатов из рассматриваемого хромоникелевого сплава. Конструирование штамповой оснасти для горячей объемной штамповке производится на основе рекомендаций изложенных в [1, 7]. В рамках дипломной работы были сконструированы две половины штампа для горячей объемной штамповки (рис. 8 - 10), обрезной штамп для отделения облоя от тела штампованного полуфабриката (рис. 11 - 12), а также разработаны детали обрезного штампа, а именно обрезной пуансон, обрезная матрица, подкладка под обрезную матрицу (подушка), элементы съемника облоя с пуансона при обратном ходе плунжера пресса (рис. 13-15). Чертежи элементов оснастки представлены также в графической части дипломной работы.
При проектировании штампов использовались данные ОСТов, ГОСТов, технических условий по проектированию штампов для горячей объемной штамповке на фрикционных прессах, а также заводских нормалей, принятых на ФГУП "ММПП "Салют".
В качестве материалов для изготовления штампов рекомендуется использовать жаростойкие инструментальные стали, предназначенные, по своим прочностным и механическим характеристикам, для изготовления рабочих деталей штампов горячей объемной штамповки. Рекомендуемые марки сталей и режимы по их термической обработке представлены на соответствующих плакатах в графической части дипломной работы.
Схема штампа для горячей объемной штамповки на фрикционном прессе.
 |
Рис. 8.
Элемент сечения штампа для горячей объемной штамповки на фрикционном прессе (сечение по линии А-А).
Рис. 9.
 |
Элемент сечения штампа для горячей объемной штамповке на фрикционном прессе (вид в направлении М).
Схема обрезного штампа для отделения облоя от тела отштампованного полуфабриката.
Рис. 11.
 |
Схема обрезного штампа для отделения облоя от тела отштампованного полуфабриката (вид на нижнюю неподвижную половину штампа).
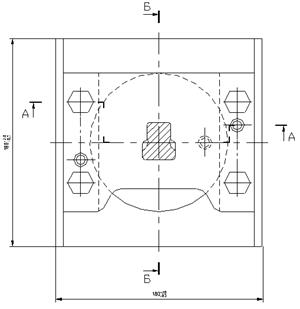
Рис. 12.
Пуансон обрезного штампа для отделения облоя от тела отштампованного полуфабриката.
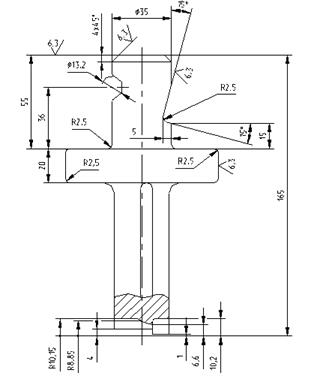
Рис. 13.
Матрица обрезного штампа для отделения облоя от тела отштампованного полуфабриката
. 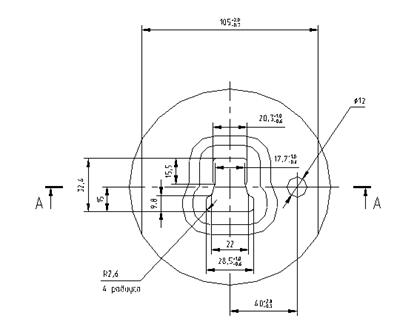
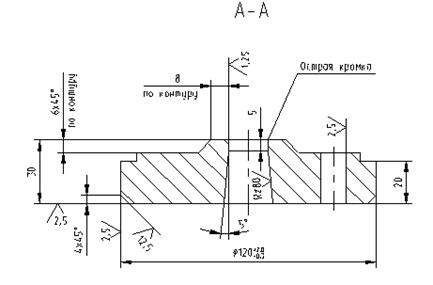
Рис. 14.
Подкладка под матрицу (подушка) обрезного штампа.
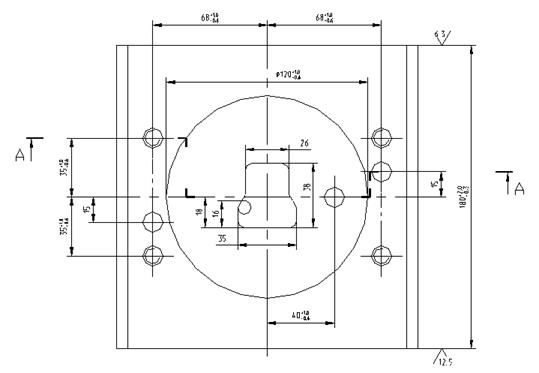
Рис. 15.
Автоматизация технологического процесса
Автоматизация технологического процесса позволяет повысить производительность штамповочного оборудования за счет сокращения цикла штамповки, высвободить рабочих за счет интенсификации технологии штамповки, проведения на одном агрегате максимально возможного числа операций, улучшить качество и точность поковок за счет стабилизации технологического процесса, повысить безопасность труда. Автоматизация и механизация технологических процессов горячей объемной штамповки развивается путем оснащения средствами механизации и автоматизации универсального оборудования, может образовать механизированные и автоматизированные линии, а также путем применения специализированных горячештамповочных машин-автоматов. Выбор метода определяется масштабностью производства поковок, номенклатурой деталей, закрепленных за линией, индивидуальными особенностями деталей и технологических процессов штамповки.
Данный технологический процесс полностью автоматизировать невыгодно, так как деталь имеет небольшую массу и размер, и годовая программа выпуска детали типа "фланец" из хромоникелевого сплава ЭИ868 составляет 200 000 шт./год, поэтому перенос ее от печи к штампу, от штампа к обрезному прессу осуществляется с помощью клещей. Единственное, что было бы целесообразно автоматизировать, это подачу смазки в штамп, для меньшей занятости рабочего. Схема подачи смазки в штамп приведена в графической части проекта и на рис. 16.
Установка состоит из бака 1, мешалки 2 с электроприводом и дозирующей системой, выполненной из двух неподвижных дисков 3 и 4, стягиваемых подпружиненными стяжками 5, и поворотного диска 6 с отверстиями по периметру, расположенного между неподвижными дисками. Диск 6 насажен на вал 7, который может поворачиваться пневмоцилиндром 8.
Автоматизированная система нанесения масло графитовой смазки при горячей объемной штамповки детали типа "фланец".

Рис. 16.
Управление пневмоцилиндром осуществляется пневмоклапаном К1, а подача сжатого воздуха в установку клапаном К2.Установка имеет четыре отвода, поэтому может одновременно смазывать от одного до четырех ручьев. Установка при штамповке работает следующим образом. В бак 1 заливают суспензию графита в масле и включают мешалку 2. Отштамповав очередную поковку, штамповщик сбрасывает ее на лоток 9 через боковое окно пресса. На верхней стенке окна расположен фотоэлектрический датчик 10, который срабатывает от действия света нагретой поковки и дает команду на включение клапанов К1 и К2. Пневмоцилиндр 8 поворачивает вал 7 и связанный с ним диск 6. При этом отверстия диска, которые заполнены смазкой, поочередно совмещаются с отверстиями в неподвижных дисках 3 и 4, и смазочный материал из них выдувается сжатым воздухом, поступающим через клапан К2, и уносится по шлангу 11 к соплам 12. Продолжительность впрыскивания и, следовательно, доза наносимого смазочного материала регулируется реле времени.
Дата: 2019-05-28, просмотров: 368.