Изготовление гибкого волокна может осуществляться "трубочным" методом [9]. Он заключается в том, что вытягивание единичного оптического волокна производится из предварительно изготовленной заготовки - трубки.
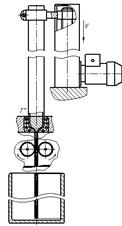
Рис. 16. Изготовление единичного волокна.
Заготовка:
• трубка, с внутренним диаметром 6 мм, толщиной стенки 7,6 мм. Это обеспечивает нужное соотношение шага каналов и размер канала МКП.
Заготовку - трубку - закрепляют в зажимном устройстве подающего механизма. Нижний торец заготовки подается в нагревательное устройство, где под воздействием нагревателя материал трубки размягчается. Размягченный материал вытягивается в волокно роликами (см. рис. 31) и отрезается ножами для сбора в накопитель.
Параметры вытягиваемого единичного волокна (из одной трубки) регулируются скоростью подачи комплекта заготовки и температурой нагревателя. Качество и постоянство размеров волокна в установившемся режиме работы зависит от стабильности следующих технологических режимов:
• скорость вытягивания волокна;
• вязкость размягченных заготовок;
• скорость подачи заготовки.
Стабильность вязкости заготовок обеспечивается поддержанием постоянной температуры нагревателя через систему стабилизации. Стабильность скорости подачи заготовок обеспечивается системой стабилизации двигателя.
Изготовление пластины методом перетяжки пакета
Затем изготовленные на предыдущем этапе волокна вручную укладываются в шестигранные пакеты
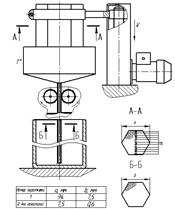
Рис. 17. Двукратная перетяжка пакета.
Размер пакета "под ключ" равен 81 мм при первой перетяжке, и 6,5 мм при второй. В специальном перетяжном устройстве пакет устанавливается в зажимном устройстве подающего механизма.
Нижний конец пакета подается в нагревательное устройство (с фильерой), где нагревателем трубки нагреваются до размягчения, спекаются и тянущими валками пакет перетягивается в многожильный "световод" 15. Ножами он рубится на куски, которые попадают в накопитель.
В данном случае применяется двукратная перетяжка с коэффициентом уменьшения 12,5 в обоих случаях. Отдельные куски многожильных "световодов" укладываются в прессформу и прессуются в вакуумно-плотную пластину.
Контроль параметров МКП.
Согласно [7]:
Проверка на соответствие требованиям конструкции.
А) Диаметр МКП измеряют на микроскопе ИМЦ-150-50,5 (ГОСТ 8074-82) в двух взаимно -перпендикулярных направлениях.
Б) Толщину МКП измеряют скобой типа СР-25 (ГОСТ 11098-75). Контроль толщины производят в пяти точках (четыре измерения - по краю на концах взаимно-перпендикулярных диаметров и одно измерение - в центре пластины) и находят среднее арифметическое значение толщины МКП.
В) Отклонение от параллельности торцевых плоскостей. МКП оценивают по результатам измерений толщины МКП в пяти точках. Разность между наибольшим и наименьшим значениями определяет величину отклонения от параллельности торцевых плоскостей МКП.
Г) Диаметр каналов и шаг структуры каналов измеряют на МКП со стороны входа в отраженном свете на микроскопе МБС - 9 (ТУЗ-3.1210-78) с помощью винтового окулярного микрометра МОВ-1-16х (ТУЗ-3.2048-88). Допускается измерение на других типах приборов.
Измерения производят в пяти произвольно выбранных в пределах рабочей зоны МКС (ОСТ 3 - 5862), причем в каждой МКС измеряют диаметр и шаг структуры 20-и каналов, расположенных произвольно внутри этой МКС. Общий объем выборочных значений диаметра каналов и шага структуры равен 100.
Средний диаметр каналов и средний шаг структуры рассчитывают по формулам (46) и (47):
 (46)
(46)
 (47)
(47)
Среднеквадратичное отклонение диаметра канала рассчитывают формуле (6):
 (48)
(48)
Коэффициент вариации диаметров по формуле (49):
 (49)
(49)
Д) Расстояние от края МКП до края контактного электрода измеряют на микроскопе МБС-10 в отраженном свете. Измеряют максимальное и минимальное расстояние от края МКП до КЭ. Допускается использование других средств измерений.
Е) Угол наклона каналов МКП измеряют на невытравленных заготовках по ОСТ 3-3200-86.
Ж) Глубину запыления каналов МКП измеряют на изломе МКПО под микроскопом МБС - 9 (ТУЗ-3.1210 - 78) с помощью винтового окулярного микрометра МОВ 1-16х (ТУЗ-3.2048-88) путем перемещения перекрестия вдоль каналов МКП.
И) Ширину монолитного обрамления МКП и отклонение от соосности микроканальной вставки измеряют на невытравленных заготовках МКП с помощью микроскопа МБС-9 (ТУЗ-3.1210-78) с помощью объектива увеличением 2х и штриховой окулярной головки с увеличением 8х. Измерения проводят в проходящем свете по 12-и угловым МКС от острия зубца до края МКП, при этом определяют максимальную и минимальную ширину монолитного обрамления МКП (lmomax, lmomin). При этом величина lmomin должна быть больше 1,6 мм/ Отклонение от соосности микроканальной вставки (Δl) рассчитывают по формуле (50):
 (50)
(50)
К) Размер фаски МКП измеряют на не вытравленных заготовках с помощью микроскопа МБС-9 (ТУЗ-3.1210-78) с объективом увеличением 4х и винтового окулярного микрометра MOB 1-16х (ТУЗ-3.2048-88) в отраженном свете путем перемещения перекрестия вдоль радиуса (диаметра) от края МКПО до края фаски, определяя максимальный и минимальный размер фаски.
Л) Отклонение от плоскостности торцов МКП измеряют на интерферометре типа МИИ-4 с увеличением. Г=33,4х ценой деления микрометрического винта для фокусировки 3 мкм, определяя максимальную разность показаний прибора между центральной зоной и произвольной точкой поверхности торца МКП в пределах ее рабочего диаметра. Под центральной зоной понимается участок МКП расположенный на расстоянии не более ± 1,5 мм от ее геометрического центра.
М) Точки посторонние частицы, царапины, отверстия от электропробоя, потертости (ОСТ 3-5862) и разводы (белесые пятна) (ОСТЗ -5862) просматривают визуально с помощью лупы 6х в необходимых случаях под микроскопом МБС-9 с помощью МОВ 1-16х.
Н) Процентное соотношение забитых каналов МКП определяют в пределах рабочей зоны как отношение среднего арифметического значения количества забитых каналов по десяти случайно расположенных МКС к количеству каналов в одной МКС. Определяют на микроскопе с увеличением не менее 112х.
О) Межканальные отверстия МКП контролируют с помощью микроскопа МБС-9 с помощью МОВ1-16х в проходящем свете с увеличением не менее 112х. Допускается использование другого типа микроскопа с аналогическими метрологическими характеристиками.
П) Массу МКПО проверяют взвешиванием на весах ВЛА-200г-М (ТУ25-06-383-68) с погрешностью измерения не более ± 2%.
Перечень оборудования:
1. Установка измерения электрических и электронно-оптических параметров МКП ИЧ 031.0060, ИЧ 031.0060-01.
2. Микроскоп МБС-9 по ТУ 3-3.1210-78.
3. Микрометр винтовой окулярный МОВ-1-16х по ТУ 3-3.2048-88. 4 . Микроскоп МИМ-8 по ГОСТ 8074 - 82
5. Фотометр ФПН-УХАЧ по ТУ 3-3,1658-78.
6. Микроскоп ИМЦ-150 -50,5 Б по ГОСТ 8074 - 82.
7. Пластина ПИ-100 по ГОСТ 2923-75.
8. Скоба рычажная СР-25 по ГОСТ 11098-75.
9. Секундомер механический по ГОСТ 8.423-81.
10. Весы ВЛА 200Г-М по ТУ25 – 06.383-68.
11. Меры длины концевые по ГОСТ 9038-90.
12. Прибор Ц-4341 по ГОСТ 10374-093.
Изготовление ВОЭ180
Технические требования, предъявляемые[8] к ВОЭ180
Требования к светотехническим параметрам
А) Размер (диаметр) единичного волокна должен быть не более 6 мкм, при этом разрешающая способность в световом диаметре не менее 100 мм-1 (расчетная).
Б) Коэффициент пропускания ВОЭ180 на длине волны λ= 550 нм в зоне диаметром 5 мм должен быть не менне 0,45, в зоне диаметром 15 мм не менее 0,38.
В) Коэффициент передачи контраста в световом диаметре BОЭ180, измеренный при освещении диффузным светом, должен быть не менее указанного в таблице 5.
Г) Структурная неравномерность пропускания ВОЭ180 в световом диаметре при освещении диффузным светом и сканировании световым пятном 20x20 мкм не должна превышать плюс минус 5%.
Таблица 5:
| Частота миры, мм-1 | КПК |
| 5 | 0,98 |
| 12,5 | 0,96 |
| 25 | 0,93 |
| 35 | 0,83 |
Д) Отклонение угла поворота изображения от 180° в световом
диаметре ВОЭ180 должно быть не более плюс минус 1,0°.
Е) Искривление изображения прямой линии В0Э180 должно быть в зоне диаметром 8,5 мм не более 60 мкм, в кольцевой зоне диаметром (8,5-18,0) мм не более 100 мкм.
Ж) Размер сдвигов изображения прямой линии должен быть в зоне диаметром 8,5мм не более 50 мкм; в кольцевой зоне диаметров (8,5-18,0) мм не более 75мкм.
З) Наличие сотового рисунка (полных шестигранников, образованных единичными темными волокнами) по всему световому диаметру не допускается. Допускается в зоне 13,5-18,0 мм наличие отдельных элементов сетки, в с соответствии с согласованными образцами сравнения.
И) Смещение центральной точки при передаче ее изображения с одного торца BОЭ180 на другой должно быть не более 0,2 мм.
Требования к физическим свойствам.
А) Температурный коэффициент линейного расширения ВОЭ180, средний в интервале температур от 20° до 300°С, должен быть (73±3)∙10-7 С-1.
Б) Вакуумная плотность В0Э180, определяемая величиной вытекания гелия, не должна превышать 1∙10-4 см3∙мкм/с.
Изготовление ВОЭ180.
Технологический процесс изготовления пластины для ВО180 аналогичен технологическому процессу изготовления пластины для МКП. Отличие: на этапе вытяжки единичного волокна используется не одна заготовка-трубка, а комплект штабик-трубка.
Еще одно существенное отличие заключается в наличии операции поворота торца ВОЭ180 на 180° (см. рис. 33).
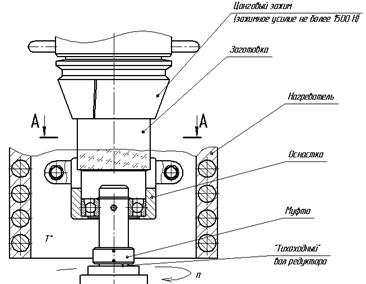
Рис. 18. Поворот торца на 180°.
Здесь один торец заготовки закрепляется неподвижно, другой соединен с вращающимся валом редуктора. Поворот осуществляется либо вручную, либо при помощи высокоточного шагового двигателя.
Контроль ВОЭ180.
Проверка геометрических параметров.
А) Диаметры входного и выходного торцов и диаметра
21,8-0,21 ВОЭ180 измеряют с помощью микрометра MK-25-1 по ГОСТ 6507.
Б) Длину В0Э180 измеряют индикатором ИЧ-ГО кл. II ГОСТ 577.
В) Отклонение от параллельности торцевых поверхностей ВОЭ180 проверяют по разности между наибольшим и наименьшим значениями длины.
Г) Размеры 6,1±0,1; 7,8+1 мм проверяют на микроскопе БМИ-1 ГОСТ 8074 или на любом другом .позволяющем измерить данный параметр.
Д) Угол 135°±2° проверяют на микроскопе БИМ-1 ГОСТ 8074.
Е) Радиус сопряжения торцевой и боковой поверхностей ВОЭ18О (0,5 мах) проверяют на микроскопе БИМ-1 ГОСТ 8074 с применением экрана АЦ 7031-9738.
Ж) Соосность цилиндрических поверхностей проверяют индикатором ИЧ-10 кл. I ГОСТ 577 с применением приспособлений АЦ 7031-8032; АЦ7031-9751.
З) Шероховатость поверхностей ВОЭ180 не проверяют, обеспечивается технологическим процессом изготовления.
И) Чистоту полированных поверхностей ВОЭ180 контролируют до ГОСТ 11141. Наличке выколок проверяют визуально. Размер выколок контролируют по ГОСТ 11141 с помощью лупы ЛИЗ-10х ГОСТ 25706.
Проверка светотехнических параметров.
А) Размер единичного волокна контролируют в соответствии с "Методикой измерения размера единичного волокна ВОЭ18О".
Б) Коэффициент пропускания ВОЭ180 контролируют в
соответствии с "Методикой измерения коэффициента пропускания ВОЭ18О".
В) Коэффициент передачи контраста контролируют в
соответствии с "Методикой измерения коэффициента передачи контраста ВОЭ18О".
Г) Структурную неравномерность пропускания контролируют в соответствии с "Методикой измерения структурной неравномерности пропускания ВОЭ18О".
Д) Отклонение угла поворота контролируют в соответствии с "Методикой измерения отклонения угла поворота ВОЭ18О".
Методика приведена на чертеже "Контроль отклонения угла поворота".
Е) Искривление изображения прямой линии (ИИПЛ) контролируют в соответствии с "Методикой измерения ИИПЛ ВОЭ18О".
Методика приведена на чертеже "Контроль ИИП".
Ж) Сотовую структуру оценивают в соответствии с "Методикой оценки сеток ВОЭ18О".
Изготовление вакуумного блока (ВБ) ЭОП
Технические требования.
Технические требования представлены на сборочном чертеже.
Дата: 2019-05-28, просмотров: 376.