В соответствии с физическими и технологическими ограничениями, присущими оптическим волокнам, их размеры колеблются в пределах:
• диаметр жилы - 5... 50 мкм;
• толщина оболочки - 0,1...5 мкм. Оптические волокна, как правило, применяются не в одиночку, а в виде многоволоконных структур, содержащих до десятков миллионов отдельных волокон, размещенных вплотную друг к другу. Плотность укладки волокон лежит в пределах 1500... 100000 волокон на один квадратный сантиметр.
Волоконные жгуты, у которых волокна скреплены жестко только по концам, являются гибкими жгутами. Волоконные жгуты, у которых волокна скреплены жестко по всей длине, являются жесткими.
Жесткое соединение отдельных волокон в обоих случаях производится спеканием оболочек, и иногда при помощи эпоксидных смол.
Жгуты с упорядоченным расположением волокон (регулярной укладкой), у которых концы каждого волокна во входном и выходном сечениях занимают одинаковые места, применяются для передачи изображения без искажения ее вида.
Волоконные жгуты с неупорядоченным расположением волокон (нерегулярной укладкой) используются только для передачи оптического сигнала (света).
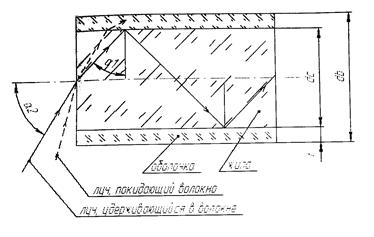
Рис. 15. Оптическое волокно.
db - диаметр волокна;
dc - диаметр жилы;
t - толщина оболочки;
db = dc + 2t(43)
nl - показатель преломления материала жилы;
n2 - показатель преломления материала оболочки; nl>n2
αl - угол полного внутреннего отражения;
sinαl = n2/n1 (44)
α2- наибольший угол падения луча на торец жилы, соответствующий предельному углу полного внутреннего отражения;
sinα2 =  (45)
(45)
Предварительно изготовленные заготовки в производстве волоконно-оптических деталей применяются следующих видов: штабики, трубки, кубики. Это продиктовано двумя методами производства волоконно-оптических деталей:
• штабиковый метод, где в качестве заготовок применяются штабики и трубки, и вытягивание волокна осуществляется с разогретого до размягчения торца штабика и трубки;
• из расплава, при котором вытягивание волокна производится через фильеру, и где в качестве заготовки применяются кубики, подающиеся в расплавленную стекломассу.
К качеству заготовок предъявляются очень высокие гребования по однородности материала, по отсутствию таких дефектов, как свиль, пузыри и т. д. Например, если в штабике имеется свиль, то при вытягивании тонкого волокна она также будет вытянута, причем на длину весьма значительную (измеряемую километрами). Это приведет к браку законченного изделия (так как порок может быть определен только в готовом изделии) и к длительной работе оборудования "в холостую". Так же дефекты кубиков через расплав могут привести к браку волоконно-оптические изделия.
Изготовление МКП
Технические требования, предъявляемые к МКП
Согласно [7], техническими требованиями являются.
Требования к конструкции.
А) МКП должны изготавливаться по утвержденной, конструкторской и технологической документации.
Б) Общий вид, габаритные размеры, геометрическая структура МКП, размера форма и материал проводящего покрытия контактного электрода (далее КЭ) должны соответствовать чертежу "Микроканальная пластина", приведенному в графической части.
В) МКП должны иметь форму диска диаметром 32,85-0,1 мм.
Г) Расстояние от края МКП до контактного электрода должно быть в пределах (0,3 - 0,8) мм.
Д) Диаметр круга рабочей площади МКП должен быть не менее 26 мм.
Е) Толщина МКП должна быть в пределах (0,305-0,335) мм. Отклонение от параллельности торцевых поверхностей МКП (ГОСТ 24642-81) должно быть не более 0,010 мм.
Ж) Номинальное (среднее по рабочей площади МКП) значение диаметров каналов должно быть в пределах (7,5±0,5) мкм.
Разброс диаметров каналов (коэффициент вариации) в пределах рабочей площади МКП должен быть не более 1,6%.
З) Шаг структуры каналов должен быть не более 9,5 мкм.
И) Угол между осью единичного канала и нормалью к плоскости торца МКП должен быть в. пределах (4°-6°).
К) Глубина запыления каналов слоем контактного электрода должна быть:
на входе МКП - в пределах (0,3-0,8) диаметра канала,
на выходе МКП - в пределах ( 1-2,5) диаметра канала.
Л) Отклонение от соосности микроканальной вставки МКП (ГОСТ 24642-81) должно быть не более 0,2 мм.
M) Ширина монолитного обрамления (далее МО ) МКП должна быть не менее 1,6 мм.
Н) Отклонение от плоскостности (ГОСТ 24642 - 81) МКП должно быть не более 0,03 мм.
О) Расчетный коэффициент прозрачности МКП после металлизации должен быть не менее 0,59 со стороны входа МКП.
П) Масса МКП должна быть не более 1,0 г.
Требования к внешнему виду и оптическому качеству поверхностей.
А) Чистота торцевых поверхностей МКП (в терминах и определениях ГОСТ 11141-84) должна соответствовать требованиям, указанным в Таблице 2.
Б) Чистота фасок и цилиндрической поверхности (образующей) МКП должна соответствовать требованиям, указанным в Таблице 2.
Таблица 2:
| Наименование критерия | Допустимое количество | |||||
| В рабочей зоне Диаметром 6 мм | В кольце между рабочей зоной и монолитным обрамлением | На монолитном обрамлении | ||||
| вход | выход | вход | выход | вход | выход | |
| Точки и посторонние частицы, мм |
| |||||
| 0,015 и менее | Не нормируются | |||||
| Св. 0,015 до 0,05 | Не допускаются | 5 | Не допускаются | 5 | Не допускаются | Не контролируются |
| Св. 0,05 до 0,1 | Не допускаются | 3 | ||||
| Более 0,1 | Не допускаются | |||||
| Царапины шириной, мм |
| |||||
| Св. 0,005 до 0,01 | 10 мм Суммарная длина | 15 мм Суммарная длина | 10 мм Суммарная длина | 10 мм Суммарная длина | 15 мм Суммарная длина | 15 мм Суммарная длина |
| Св. 0,01 до 0,015 | Не допускаются | 5 | 5 | 5 | 5 | |
| Более 0,015 | Не допускаются | |||||
| Отверстия и следы от электропробоя | Не допускаются | |||||
| Забитые каналы | Не более 0,5% от общего количества каналов | |||||
Таблица 3:
| Наименование критерия | Допустимое количество, шт. |
| Сколы размером, мм | |
| 0,1 и менее | Не нормируются |
| Св. 0,1 до 0,2 | 2 |
| Более 0,2 | Не допускаются |
В) Максимальный линейный размер и количество межканальных отверстий (МКО) не должны превышать требований, указанных в Таблице 4.
Таблица 4:
| Наименование критерия | Допустимое количество, шт. | |
| В центральном круге диаметром 0,5 диаметра рабочей зоны | В кольце свыше 0,5 и до 1,0 диаметра рабочей зоны | |
| Линейный размер МКО, мм |
| |
| От 1 до 2 вкл. диаметров каналов | Не нормируется | |
| От 2 до 3 вкл. диаметров каналов | Не допускается | 4 |
| Более 3 диаметров каналов | Не допускается | |
Г) Металлическое покрытие контактных электродов на входе и выходе МКП должно быть зеркальным, плотно сцеплено с подложкой и не иметь шелушений, в том числе после термического обезгаживания. На поверхности КЭ на выходе МКП допускаются местные изменения цвета покрытия на отражение, не видимые на электронном изображении (далее ЭИ). Контроль производится по утвержденным образцам.
Дата: 2019-05-28, просмотров: 368.