Наличие усиления шва не позволяет вводить УЗК непосредственно в наплавленный металл, поэтому прозвучивание шва осуществлять через основной металл наклонными искателями.
Контроль сварных соединений осуществлять с обеих сторон усиления шва прямым и однократно отраженным лучами (рис. 3.1, 3.2). Пределы перемещения Lmax и Lmin искателя вдоль образующей трубы при сканировании определять по номограмме (рис. 3.3).
Перед началом прозвучивания в околошовной зоне сварного соединения, подлежащего контролю, с каждой стороны валика усиления на расстояниях Lmax и Lmin нанести мелом две линии, ограничивающие в процессе контроля зону перемещения искателя.
Сварной шов контролировать путем последовательного прозвучивания его по всей длине. Для этого, плавно перемещая искатель по поверхности трубы вдоль шва, осуществлять им возвратно-поступательное движение так, чтобы пучок УЗК, излучаемый искателем, был постоянно направлен в сторону шва. Искатель перемещать в пределахLmax и Lmin.
В процессе возвратно-поступательного движения искатель поворачивать на 10°–15° относительно образующей трубы, при этом необходимо обеспечивать постоянный акустический контакт искателя с поверхностью трубы.
Величина смещения искателя вдоль контролируемого шва за один шаг сканирования не должна превышать 2 – 6 мм.
Схема перемещения искателя при контроле сварного шва приведена на рисунке 3.4.
Признаком обнаружения дефекта служит появление в пределах строб-импульса на экране дефектоскопа сигнала, соответствующего отражению из прозвучиваемой зоны сварного соединения.
Наибольшую глубину Ду залегания дефектов (в мм) определяют в соответствии с инструкцией по эксплуатации применяемою дефектоскопа.
Условную протяженность ΔL дефекта (в мм) измерять при поисковой чувствительности по длине зоны между крайними положениями искателя (рис. 3.5), перемещая вдоль шва и ориентированного перпендикулярно к нему. Крайними положениями считают те, при которых амплитуда эхо-сигнала от дефекта уменьшается до 10 мм.
Оценка качества сварных соединений по результатам контроля
Дефекты сварных соединений по результатам ультразвукового контроля относят к одному из следующих видов:
а) непротяженные;
б) протяженные;
в) цепочки и скопления
К непротяженным относят дефекты, условная протяженность которых не превышает значений, указанных в таблице 3.1.
Таблица 3.1
| Толщина стенки контролируемого соединения, мм | Условная протяженность дефекта, мм |
| 4,0 – 5,5 | 5 |
| 6,0 – 7,5 | 5 |
| 8,0 – 11,5 | 10 |
| 12,0 – 25,5 | 15 |
| 26,0 – 40,0 | 15 |
К протяженным относят дефекты, условная протяженность которых превышает значения, указанные в таблице 3.1. При записи результатов контроля следует применять следующие обозначения:
А – дефект, амплитуда эхо-сигнала от которого равна или менее допустимых значений;
В – цепочки и скопления;
Г – непротяженные дефекты;
Е – протяженные дефекты;
Д – дефект, амплитуда эхо-сигнала от которого превышает допустимое значение.
Условную протяженность для дефектов типа Г не указывают.
Порядок проведения работы
1. Выбрать рабочую частоту искателя и угол ввода ультразвуковых колебаний. Определить пределы перемещения искателя.
2. Подготовить контролируемый образец и дефектоскоп к работе.
3. Настроить дефектоскоп, используя стандартный образец для установки чувствительности.
4. Определить погрешность при контроле изделий различной толщины.
 (3.1)
(3.1)
5. Данные измерений и расчётов занести в таблицу 3.2.
Таблица 3.2
| Глубина залегания дефекта; Н, мм | 15 | 20 | 25 | … | 60 |
| Показания по шкале глубиномерного устройства; Низм, мм | |||||
| (Н – Низм), мм | |||||
| δ, % |
Порядок работы с дефектоскопом ДУК-66ПМ:
Подсоединить выбранную головку искательную к дефектоскопу. При использовании раздельно-совмещенных головок один соединительный кабель подсоединить к разъему «1» (см. табл.3.3), а другой – к разъёму «2». Переключатель «3-4» установить в положение «4». При использовании прямых и наклонных головок искательных этот переключатель перевести в положение «3» и подключить один соединительный кабель к разъёму «1».
Подключить к разъёму «5» (на левой боковой стенке дефектоскопа) соответствующую каждой головке искательной индуктивность.
Установить головку искательную на поверхность контролируемой детали. Предварительно поверхность должна быть покрыта слоем контактной смазки.
С помощью ручек «6», «7», «8», установить нужную величину сигнала по ЭЛТ дефектоскопа.
Для определения глубины залегания дефектов или для определения толщины детали поворотом ручки «9» совместить передний фронт прямоугольного импульса с передним фронтом импульса, отражённого от дефекта. Отсчёт глубины производится непосредственно со шкалы глубиномерного устройства. При переводе переключателя «х1 – х2» в положение «х2» значение шкалы необходимо умножить на 2. С помощью ручки «10» и переключателя «11» можно изменить масштаб изображения на экране ЭЛТ дефектоскопа.
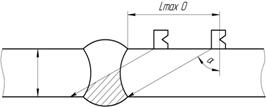
Рис.3.1. Прозвучивание сварных соединений прямым лучом;
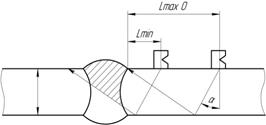
Рис.3.2. Прозвучивание сварных соединений однократно отраженным лучом.
α – угол ввода УЗК; δ – толщина стенки основного металла контролируемого соединения; Lmax – максимальное расстояние между искателем и контролируемым швом; Lmin – минимальное расстояние между искателем и контролируемым швом.
Таблица 3.3
| номер | усл. обозначение | номер | усл. обозначение |
| 1 | 
| 7 | 
|
| 2 | 
| 8 | 
|
| 3 | 
| 9 | 
|
| 4 | 
| 10 | 
|
| 5 | 
| 11 | 
|
| 6 | 
|
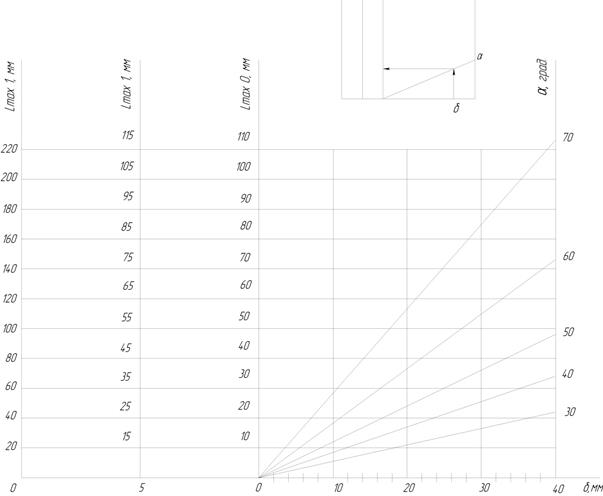
Рис.3.3. Номограмма для определения пределов перемещения искателя:
Lmax0 – максимальное расстояние между искателем и контролируемым швом при прозвучивании прямым лучом;
Lmin1 – минимальное расстояние между искателем и контролируемым швом при прозвучивании однократно отраженным лучом
Lmax1 – максимальное расстояние между искателем и контролируемым швом при прозвучивании однократно отраженным лучом;
α – угол ввода УЗК;
δ – толщина стенки основного металла контролируемого соединения.
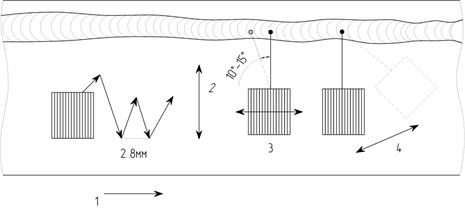
Рис.3.4. Схема перемещения искателя при прозвучивании сварного соединения:
1 – продольное перемещение;
2 – поперечное перемещение;
3 – возвратно-вращательное перемещение;
4 – поворотное перемещение.

Рис.3.5. Схема определения условной протяженности (ΔL) дефекта и условного расстояния (Δl) между двумя рядом расположенными дефектами.
Содержание и форма отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, результаты контроля сварного соединения занесённые в таблицу 3.2, данные по оценке дефекта в соответствие с принятой классификацией.
Контрольные вопросы
1. Перечислите существующие методы ультразвукового контроля.
2. Перечислите виды дефектов сварных соединений.
3. Перечислите способы прозвучивания сварных соединений.
ЛАБОРАТОРНАЯ РАБОТА № 4
Дата: 2019-05-28, просмотров: 381.