Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов в каждом слое (валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва.
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рисунке 1.4.
а) 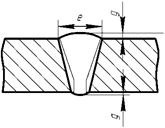 б)
б) 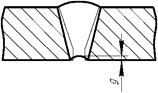 в)
в) 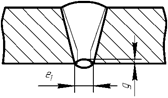
г) 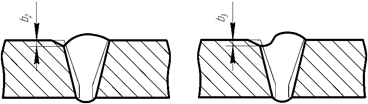 е)
е) 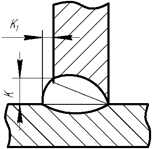
Рис. 1.4. конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю: а, б, в – размеры стыкового шва с наружной и внутренней стороны; г – подрез и неполное заполнение шва, е –катет шва.
Примеры измерения отдельных размеров сварного соединения с помощью универсального шаблона типа УШС приведены на рисунке 1.5.
а) 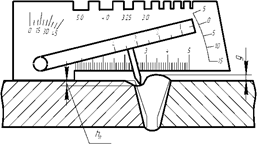 б)
б) 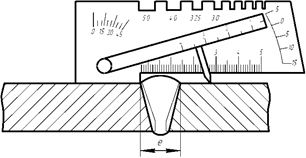
Рис. 1.5. Измерения с помощью шаблона УШС размеров сварного шва:
а – измерение высоты шва g и глубины подреза; б – измерение ширины шва e.
Содержание и форма отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, результаты замеров входного ВИК изделий собранных под сварку, а также результаты осмотра и измерений выполненных сварных швов, занесённых в таблицу 1.2.
Таблица 1.2
| Тип сварного соединения | Контролируемый параметр | Результаты измерений | Выявленные дефекты | Причины возникновения и способ устранения |
| 1 | 2 | 3 | 4 | 5 |
Контрольные вопросы
1. На каких стадиях и с какой целью проводят визуальный и измерительный контроль материала?
2. Какие параметры являются основными при контроле изделия собранного под сварку?
3. Каким образом производят замер параметров изделия при помощи УШС?
4. С какой целью проводят ВИК сварных соединений (наплавок)?
5. Какие параметры необходимо контролировать в выполненном сварном соединении?
6. Каким образом производят замер сварного соединения (наплавки) при помощи УШС?
7. Какие виды дефектов выявляют при ВИК сварного соединения?
ЛАБОРАТОРНАЯ РАБОТА № 2
Входной контроль покрытых металлических электродов для ручной дуговой сварки.
Цель работы: Научиться проводить входной контроль электродов покрытых металлических для РДС и наплавки в соответствии с ГОСТ 9466-75.
Приборы и материалы:
1. Контрольные образцы электродов
2. Пластины стальные Ст3сп (180х140 мм)
3. Источник сварочного тока DC250.3
4. Универсальный шаблон сварщика
5. Весы электронные
6. Увеличительное стекло
7. Штангенциркуль
8. Миллиметровая линейка.
Подготовка к проведению контроля
Размеры электродов должны соответствовать указанным на рисунке 2.1 и в таблице 2.1.
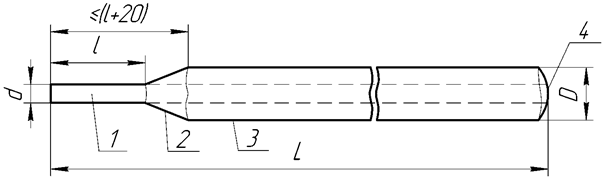
Рис 2.1. Размеры электрода
1 – стержень, 2 – участок перехода, 3 – покрытие, 4 – контактный торец без покрытия.
По толщине покрытия в зависимости от отношения D / dэлектроды подразделяются (D - диаметр покрытия, d - диаметр стержня):
с тонким покрытием  - М;
- М;
со средним покрытием  - С;
- С;
с толстым покрытием  - Д;
- Д;
с особо толстым покрытием  - Г.
- Г.
Таблица 2.1
| Номинальный диаметр электрода, определяемый диаметром стержня d | Номинальная длина электрода L (пред откл ±3) со стержнем из сварочной проволоки | Длина зачищенного от покрытия конца l (пред. откл.±5) | |
| Низкоуглеродистой или легированной | Высоколегированной | ||
| 1,6 | 200 250 | 150 200 (250) | 20 |
| 2,0 | 250 (300) | 200 250 (300) | 20 |
| 2,5 | 250 300 (350) | 250 (300) | |
| 3,0 | 300 350 (450) | 300 350 | 25 |
| 4,0 | 350 450 | 350 (450) | |
| 5,0 6,0 8,0 | 450 | 350 450 | |
| 10,0 | 30 | ||
| 12,0 | |||
Примечание:
Размеры, указанные в скобках, применять не рекомендуется.
Форма зачистки покрытия со стороны контактного торца электрода должна быть конусной, округлой или переходной между конусной и округлой. Контактный торец электрода должен быть свободен от покрытия.
Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов, трещин и неровностей.
На поверхности покрытия электродов допускаются местные вмятины глубиной не более 50% толщины покрытия в количестве не более четырех при суммарной протяженности до 25 мм на одном электроде.
На поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25% номинальной толщины покрытия числом не более двух на одном электроде.
Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты:
1 м - для электродов диаметром менее 4 мм;
0,5 м - для электродов диаметром 4 мм и более.
Разность толщины покрытия е на противоположных участках электрода не должна превышать значений, указанных в таблице 2.2.
Таблица 2.2
| Номинальный диаметр электрода | Значение е для электродов | |
| с тонким, средним и толстым покрытиями | с особо толстым покрытием для нап-лавки поверхностных слоев с особыми свойствами | |
| 1,6 | 0,08 (0,12) | 0,12 (0,16) |
| 2,0 | 0,10 (0,14) | 0,15 (0,20) |
| 2,5 | 0,12 (0,16) | 0,18 (0,24) |
| 3,0; 3,15 | 0,15 (0,20) | 0,23 (0,28) |
| 4,0 | 0,20 (0,26) | 0,28 (0,34) |
| 5,0 | 0,24 (0,32) | 0,32 (0,40) |
| 6,0; 6,3 | 0,28 (0,36) | 0,3-3 (0,45) |
| Св. 6,3 | 0,30 (0,40) | 0,40 (0,50) |
Примечание:
В скобках указаны значения е, допускаемые для 10% контролируемых электродов.
Порядок выполнения работы
Отобранные электроды подвергают осмотру без применения увеличительных приборов и измерению.
Длину электродаL, длину зачищенного от покрытия конца l, протяженность оголенности стержня, глубину вмятин, задиров и размеры пор на поверхности покрытия измеряют с погрешностью 0,1 мм.
Разность толщины покрытия е определяют в трех местах электрода, смещенных относительно друг друга на 50-100 мм по длине и на 120° ±15° по окружности.
Измерения в каждом месте производят штангенциркулем в соответствии со схемой, приведенной на рис. 2.2, с погрешностью 0,01 мм.
Величину (е) в миллиметрах вычисляют по формуле 2.1.
 (2.1)
(2.1)
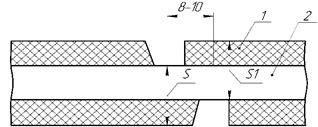
Рис. 2.2. Разность толщины покрытия
1-покрытие электрода; 2- стержень электрода
Коэффициент массы покрытия (K п) в процентах вычисляют с погрешностью 0,1% по формуле 2.2.
 (2.2)
(2.2)
где m1- масса покрытой части электрода, г;
m2 - масса стержня этой же части электрода, г.
Для проверки сварочно-технологических свойств электродов, выполняют один односторонний сварной тавровый образец и один двусторонний сварной тавровый образец.
Форма и размеры сварных тавровых образцов должны соответствовать указанным на рисунке 2.3 и в таблице 2.3.
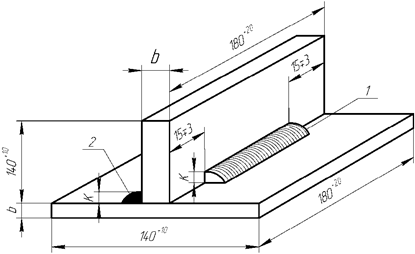
Рис. 2.3. Контрольный тавровый образец
1- контрольный сварной шов; 2- сварной шов, обеспечивающий жесткость образца (выполняется только на двустороннем тавровом образце)
Таблица 2.3
| Диаметр проверяемых электродов | Толщина пластин b | Катет шва К |
| 1,6 2,0 | 3-5 | 2-3 |
| 2,5 3,0 3,15 | 6-10 | 4-5 |
| 4,0 | 10-16 | 6-8 |
| 5,0 6,0 6,3 | 14-20 | 8-10 |
| 8,0 | 20-25 | 10-12 |
| 10,0 12,0 1,5 | 25-30 | 12-14 |
Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования козырька, препятствующих нормальному плавлению электрода;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- в металле шва, а также в металле, наплавленном предназначенными для сварки электродами, не должно быть трещин, надрывов и поверхностных пор;
- максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в табл. 2.4.
Контроль сварных соединений или наплавленных поверхностей образцов на отсутствие поверхностных трещин, надрывов и пор производят внешним осмотром с помощью лупы пятикратного увеличения. Осмотр следует производить по всей протяженности швов и по всей площади наплавленных поверхностей после тщательного удаления шлака, брызг расплавленного металла и других загрязнений.
Таблица 2.4
| Номинальный диаметр электрода, мм | Максимальный линейный размер поры или шлакового включения, мм | Число внутренних пор и шлаковых включений в месте их наибольшего скопления на 100 мм длины шва | |
| в однопроходном шве | во многопроходном шве | ||
| 1,6 | 0,3 | ||
| 2,0 | 0,4 | ||
| 2,5 | 0,6 | ||
| 3,0; 3.15 | 0,8 | 3 | 5 |
| 4,0 | 1,0 | ||
| 5,0 | 1,2 | ||
| 6,0; 6,3 | 1,5 | ||
| Св. 6,3 | 2,0 | ||
Содержание и форма отчёта
Отчёт по лабораторной работе должен содержать название работы, цели работы, результаты расчётов 2.1, 2.2, акт на проверку сварочно-технологических свойств электродов, содержащий: марку и диаметр электродов, номер партии, толщину свариваемых пластин и марку стали (либо диаметр, толщину стенки и марку стали свариваемых труб).
Контрольные вопросы:
1. Какие нормативные документы регламентируют классификацию электродов?
2. Как классифицируют электроды в соответствии с ГОСТ 9466-75?
3. Как классифицируют электроды по толщине покрытия?
4. Какие требования предъявляют к покрытию электрода?
5. Какие виды сварных соединений выполняют для проверки сварочно-технологических свойств электродов?
6. Каким требованиям должны удовлетворять сварочно-технологические свойства электродов при соблюдении режимов и условий сварки?
Акт № 1
Дата: 2019-05-28, просмотров: 379.