Существует множество программ, созданных для управления ЧПУ станком на основе прошивки GRBL, как для 3–осевых, так и 2–осевых. Ниже представлены несколько из них.
LaserGRBL – одна из самых простых в использовании программ. Функционал позволяет открывать файлы G-code, а так же растровые изображения, для которых есть простой редактор для подготовки к переводу в G-code и гравировке. Программа имеет в интерфейсе кнопки ручного управления, карту положения шпинделя, предварительное отображение гравировки, приблизительное время гравировки. А так же имеет возможность добавлять кнопки с командами G-code, например для включения и выключения лазера.
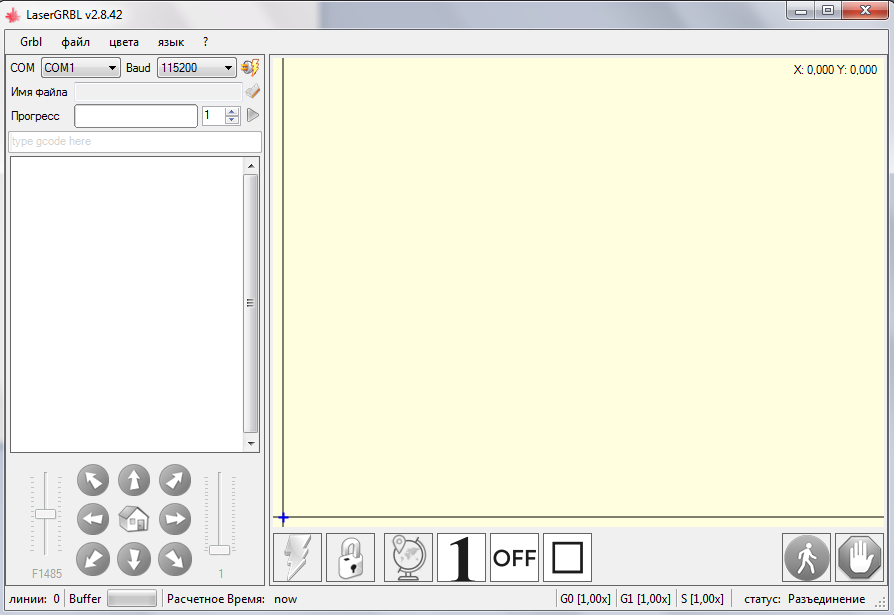
Рис. 6.10. Интерфейс программы LaserGRBL.
Candle – программа работает только с готовыми файлами G-code. Может использоваться как для 2–осевого, так и 3–осевого ЧПУ станка. Интерфейс практически не отличается от LaserGRBL. Для работы с данной программой необходимо установить Java.
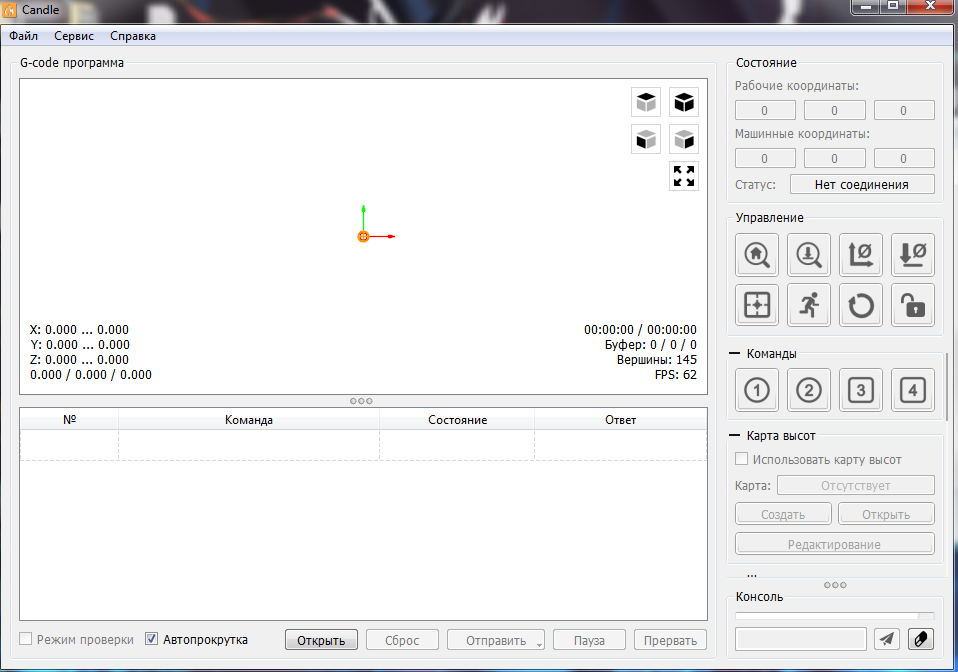
Рис. 6.11. Интерфейс программы Candle.
CHPU – в отличии от рассмотренных ранее, данная программа не предназначена для управления станком напрямую. Она представляет собой конвертер для создания файлов G-code из растровых изображений. Имеет настройки скорости и задержки для каждого оттенка серого, что в первую очередь ориентировано на лазерно-гравировальные ЧПУ станки. Так же есть настройки для фрезерных станков. После подготовки файла G-code в данной программе его можно открыть любой программой для управления станком.
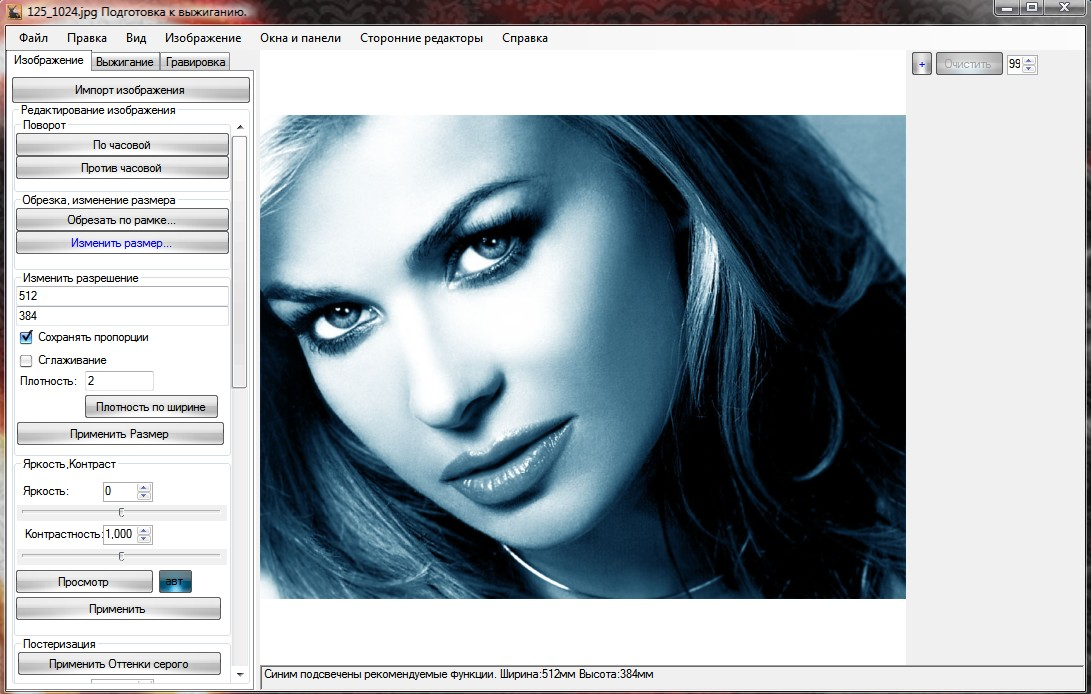
Рис. 6.12. Интерфейс программы CHPU.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
В данном разделе найдена экономическая эффективность производства лазерно-гравировального ЧПУ станка, сравнение себестоимости собранного прототипа с рыночным готовым аналогом.
Табл. 7.1
| Наименование материала | Кол-во | Стоимость, руб. |
| Лист фанеры,10мм | 1 шт. | 650 |
| Двигатель NEMA17 HS4401 | 2 шт. | 1066 |
| Arduino UNO | 1 шт. | 215 |
| CNC shield v3 | 1 шт. | 105 |
| Драйвер А4988 | 2 шт. | 200 |
| Саморез | 100 шт. | 30 |
| Уголок металлический | 9 шт. | 135 |
| Кабель акустический KAB0392 медь (2*1,20мм2) | 4 м. | 88 |
| Блок питания компьютерный 300Вт | 1 шт. | 400 |
| Лазерный модуль 1000 мВт | 1 шт. | 2600 |
| Болт М5 | 4 шт. | 8 |
| Гайка М5 | 8 шт. | 8 |
| Шариковая направляющая | 4 шт. | 300 |
| Кулер 8мм | 2 шт. | 200 |
| Шкив GT2 20Т 5х6 | 2 шт. | 100 |
| Шестерня подачи ремня GT2 | 2 шт. | 140 |
| Ремень GT2, 6мм | 3 м | 180 |
| Итого | 6425 |
Исходя из таблицы, себестоимость прототипа составляет 6425 рублей. Стоимость заводского ЧПУ станка с рабочим полем такого же размера составляет 15000 рублей и больше. Итого экономическая эффективность велика, не смотря на недостатки сборки, которые не отображаются на качестве работы.
Предназначением данного ЧПУ станка является изготовление сувенирной продукции из дерева, пластика, акрила. Окупаемость напрямую зависит от рекламы готовой продукции, а так же возможности изготавливать товар на заказ. Станок окупает себя за несколько месяцев работы.
Таблица 7.2
| Наименование контроллера | Преимущества | Недостатки | Стоимость, руб. |
| Arduino UNO+CNC shield | Простой язык программирования, низкая стоимость, удобство в эксплуатации. | Высокая чувствительность к высокочастотным помехам, необходимость знания языка программирования при настройке. | 320 |
| Mach3 | Высокая точность, не требует программирования, имеет дополнительные защитные функции. | Высокая стоимость. | 3000 |
В таблице 7.2 произведено сравнение специализированого контроллера для ЧПУ станка Mach3 и Arduino UNO с платой расширения CNC shield. Несмотря на свои недостатки Arduino UNO является отличным контроллером для ЧПУ станка, а учитывая разницу в стоимости, выбор очевиден.
Таблица 7.3
| Наименование драйвера ШД | Характеристики | Стоимость, руб. |
| A4988 | Максимальный ток 2А, напряжение питания 8-35В,максимальное деление шага:1/16. | 100 |
| DRV8825 | Максимальный ток 2,2А, напряжение питания 8-45В,максимальное деление шага:1/32. | 115 |
| L298N | Максимальный ток 2А, напряжение питания 8-35В,максимальное деление шага: нет. | 215 |
В таблице 7.3 произведено сравнение стоимости и характеристик драйверов шаговых двигателей. L298N не подходит для ЧПУ станка, поскольку не имеет деления шага. DRV8825 и A4988 имеют не существенную разницу в стоимости, по этому выбор зависит от характеристик. Деление шага важная характеристика для ЧПУ станка, поскольку от нее напрямую зависит точность позиционирования осей. При делении шага 1/32 велика вероятность пропуска шага из-за большого количества управляющих импульсов. При делении шага 1/16 обеспечивается высокая точность позиционирования, а так же нет пропусков шагов двигателем. Были выбраны драйверы шаговых двигателей A4988.
ОХРАНА ТРУДА
Охрана труда это система сохранения жизни и здоровья работников в процессе трудовой деятельности, включающая в себя правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и иные мероприятия.
Цель раздела – дать общие научные основы постановки безопасных методов работы по обеспечению нормативных условий для высокопродуктивного труда сотрудников, предотвращению производственного травматизма, профзаболеваний, аварий, пожаров и т.д. в производственных помещениях и на рабочих местах при проведении расчета шагового синхронного двигателя для лазерно–гравировального станка с ЧПУ.
8.1. ПРАВОВЫЕ ОСНОВЫ ОХРАНЫ ТРУДА
Служба охраны труда и комитеты (комиссии) по охране труда в организации.
В целях обеспечения соблюдения требований охраны труда, осуществления контроля за их выполнением у каждого работодателя, осуществляющего производственную деятельность, численность работников которого превышает 50 человек, создается служба охраны труда или вводится должность специалиста по охране труда, имеющего соответствующую подготовку или опыт работы в этой области.
Работодатель, численность работников которого не превышает 50 человек, принимает решение о создании службы охраны труда или введении должности специалиста по охране труда с учетом специфики своей производственной деятельности.
При отсутствии у работодателя службы охраны труда, штатного специалиста по охране труда их функции осуществляют работодатель – физическое лицо – предприниматель (лично), руководитель организации, другой уполномоченный работодателем работник либо организация или специалист, оказывающие услуги в области охраны труда, привлекаемые работодателем по гражданско-правовому договору. Организации, оказывающие услуги в области охраны труда, подлежат обязательной аккредитации, за исключением организаций, проводящих специальную оценку условий труда, порядок аккредитации которых устанавливается законодательством о специальной оценке условий труда. Перечень услуг, для оказания которых необходима аккредитация, правила аккредитации, включающие в себя требования аккредитации, которым должны соответствовать организации, оказывающие услуги в области охраны труда, порядок проведения контроля за деятельностью аккредитованных организаций, порядок приостановления или отзыва аккредитации устанавливаются Советом Министров Луганской Народной Республики.
Структура службы охраны труда в организации и численность работников службы охраны труда определяются работодателем с учетом рекомендаций Совета Министров Луганской Народной Республики [1, ст 240].
По инициативе работодателя и (или) по инициативе работников либо их представительного органа создаются комитеты (комиссии) по охране труда. В их состав на паритетной основе входят представители работодателя и представители выборного органа первичной профсоюзной организации или иного представительного органа работников. Типовое положение о комитете (комиссии) по охране труда утверждается Советом Министров Луганской Народной Республики.
Комитет (комиссия) по охране труда организует совместные действия работодателя и работников по обеспечению требований охраны труда, предупреждению производственного травматизма и профессиональных заболеваний, а также организует проведение проверок условий и охраны труда на рабочих местах и информирование работников о результатах указанных проверок, сбор предложений к разделу коллективного договора (соглашения) об охране труда [1, ст 241].
8.2. ОСНОВЫ ФИЗИОЛОГИИ, ГИГИЕНЫ ТРУДА И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
Ионизирующие излучения и защита от их влияния.
Ионизирующим излучением называют потоки корпускул (элементарных частиц) и потоки фотонов (квантов электромагнитного поля), которые при движении через вещество ионизируют его атомы и молекулы.
Наиболее известны альфа-частицы (представляющие собой ядра гелия и состоящие из двух протонов и двух нейтронов), бета-частицы (представляющие собой электрон) и гамма-излучение (представляющее собой кванты электромагнитного поля определенного диапазона частот).
Дуализм "частица - волна" квантового мира позволяет говорить об альфа-излучении и бета-излучении. Ионизирующими являются также рентгеновское, тормозное и космическое излучения, потоки протонов, нейтронов и позитронов.
Биологическое действие ионизирующего излучения заключается в том, что поглощенная веществом энергия проходящего через него излучения расходуется на разрыв химических связей атомов и молекул, что нарушает нормальное функционирование клеток живой ткани.
Различают следующие эффекты воздействия ионизирующего излучения на организм человека: соматические - острая лучевая болезнь, хроническая лучевая болезнь, местные лучевые поражения; сомато-стохастические (злокачественные опухоли, нарушения развития плода, сокращение продолжительности жизни) и генетические (генные мутации, хромосомные аберрации).
Основные принципы обеспечения радиационной безопасности: уменьшение мощности источников до минимальных величин (защита количеством); сокращение времени работы с источниками (защита временем); увеличение расстояния от источника до работающих (защита расстоянием) и экранирование источников излучения материалами, поглощающими ионизирующие излучения (защита экранами).
Защита количеством подразумевает проведение работы с минимальными количествами радиоактивных веществ, в итоге пропорционально сокращается мощность излучения.
Защита временем основана на сокращении времени работы с источником, что позволяет уменьшить дозы облучения персонала.
Защита расстоянием - достаточно простой и надежный способ защиты от излучений. Это связано со способностью излучения терять свою энергию во взаимодействиях с веществом: чем больше расстояние от источника, тем больше процессов взаимодействия излучения с атомами и молекулами, что в конечном итоге приводит к снижению дозы облучения персонала.
Защита экранами - наиболее эффективный способ защиты изготовления экранов применяют различные материалы, а их толщина определяется мощностью излучения.
По своему назначению защитные экраны условно разделяются на пять групп:
1) защитные экраны-контейнеры, в которые помещаются радиоактивные препараты; они широко используются при транспортировке радиоактивных веществ и источников излучений;
2) защитные экраны для оборудования; в этом случае экранами полностью окружают все рабочее оборудование при нахождении радиоактивного препарата в рабочем положении или при включении высокого (или ускоряющего) напряжения на источнике ионизирующей радиации;
3) передвижные защитные экраны; этот тип защитных экранов применяется для защиты рабочего места на различных участках рабочей зоны;
4) защитные экраны, монтируемые как части строительных конструкций (стены, перекрытия полов и потолков, специальные двери и т.д.); такой вид защитных экранов предназначается для защиты помещений, в которых постоянно находится персонал, и прилегающей территории;
5) экраны индивидуальных средств защиты (щиток из оргстекла, смотровые стекла пневмокостюмов, просвинцованные перчатки и др.).
Защита от открытых источников ионизирующих излучений предусматривает как защиту от внешнего облучения, так и защиту персонала от внутреннего облучения, связанного с возможным проникновением радиоактивных веществ в организм через органы дыхания, пищеварения или через кожу.
Все виды работ с открытыми источниками ионизирующих излучений разделены на три класса. Чем выше класс выполняемых работ, тем жестче гигиенические требования по защите персонала от внутреннего переоблучения [ ГОСТ 12.4.120-83 ].
8.3. ОСНОВЫ ТЕХНИКИ БЕЗОПАСНОСТИ НА ПРОИЗВОДСТВЕ
Безопасность при эксплуатации электрооборудования.
Основные причины и условия поражения электрическим током:
· прикосновение к токоведущим частям, находящимся под напряжением;
· прикосновение к нетоковедущим, но токопроводящим частям
электрооборудования, оказавшиеся под напряжением из-за неисправности изоляции или защитных устройств;
· попадание под шаговое напряжение;
· нарушение правил технической эксплуатации электроустановок,
потребителей и правил техники безопасности.
На степень поражения электрическим током оказывает влияние следующие факторы:
· род тока (постоянный, переменный)– при переменном токе для поражения электрическим током человека требуется гораздо меньшая величина тока, по сравнению с постоянным.
· величина тока– ощутимый ток появляется при переменном токе 0,6-1,5 мА с частотой 50 Гц и постоянном - 5-7 мА. Пороговыми неотпускающими токами являются 10-15 мА для переменного (50 Гц) и 50-60 мА - для постоянного тока. Эти токи вызывают едва переносимые боли во всей руке. Во многих случаях руку невозможно оторвать от электрода;
· частота переменного тока– наиболее опасным является переменный ток частотой 20— 100Гц. При частоте менее 20 или более 100 Гц опасность поражения током заметно снижается.
· величина приложенного напряжения– от него зависят сопротивление кожных покровов и сила тока, проходящего через организм человека;
· путь протекания тока– играет самую существенную роль в исходе поражения, так как он может пройти через жизненно важные органы: сердце, лёгкие, головной мозг и др;
· длительность воздействия;
· окружающая среда– влага, пыль, агрессивные пары и газы, высокая температура разрушающе действуют на изоляцию электроустановок, резко снижая ее сопротивление и создавая опасность перехода напряжения на нетоковедущие металлические части оборудования, к которым может прикасаться человек;
· сопротивление тела человека;
· схема включения человека в цепь (двухфазное, однофазное);
· площадь прикосновения тела с электродом;
· индивидуальные свойства организма;
· фактор внимания.
Методы и способы безопасной эксплуатации электроустановок.
Изоляция токоведущих частей. Электрическая изоляция – это слой диэлектрика или конструкция, выполненная из диэлектрика, которым токоведущие элементы отделяются от других частей.
Защитное разделение электросетей. Разветвлённая электрическая сеть большой протяженности имеет значительную ёмкость относительно земли и сравнительно небольшое активное сопротивление изоляции. В таких сетях при однофазном прикосновении человек оказывается под напряжением, близким к фазному.
Применение малого напряжения. Под малым понимают напряжение не выше 42В, применяемое для уменьшения опасности поражения электрическим током.
Защита от случайного прикосновения. Чтобы исключить возможность случайного прикосновения к токоведущим частям, их располагают на недоступной высоте или применяют ограждения, блокировки, сигнализацию.
Защитное заземление. Наиболее распространенной и надежной мерой защиты от поражения электрическим током является защитное заземление – преднамеренное электрическое соединение с землей металлических нетоковедущих частей, которые могут оказаться под напряжением. С помощью заземлителя уменьшается напряжение на корпусе ( в случае случайного замыкания на него тока), а также напряжение прикосновения и шаговое напряжение в зоне растекания этого тока.
Защитное зануление. Зануление в электроустановках до 1000В – это преднамеренное соединение частей электроустановок, нормально не находящихся под напряжением, с глухо заземленной нейтралью источника питания. Зануление является эффективной мерой защиты при питании электрооборудования от четырехпроводных сетей с заземленной нейтралью питающего трансформатора напряжением 380/220В. В соответствии с ПУЭ зануление корпусов выполняют в тех же случаях, что и защитное заземление.
Причины возникновения статического электричества.
Возникает это физическое явление вследствие трения диэлектриков друг о друга или о металлы. На поверхностях начинают накапливаться заряды, которые способны удерживаться на большие промежутки времени. Интенсивность возникновения зарядов увеличивается пропорционально скорости трения, площади соприкосновения, приложенной силе и удельному сопротивлению материалов. Второй причиной считают электроиндукцию, вследствие которой изолированные от земли поверхности накапливают заряженные частицы. Например, на металлических предметах, находящихся вблизи высоковольтных ЛЭП, может накапливаться статическое электричество в сухую погоду. В химической отрасли явление наблюдается по время плавления пластичных материалов. В радиоэлектронике разряды возникают во время производства техники, где применяются диэлектрики.
Основные способы защиты от статического электричества следующие: заземление оборудования, сосудов и коммуникаций, в которых накапливается статическое электричество; увеличение поверхностной проводимости диэлектрика; увлажнение окружающего воздуха; ионизация воздуха или среды нейтрализатором статического электричества; подбор контактных пар; изменение режимов технологического процесса, использование операторами спецобуви с электропроводящей подошвой и др.[11].
На основании анализа условий труда при эксплуатации электрооборудования проведем оценочный расчет состояния электробезопасности на рабочих местах, если:
Напряжение электросети  , время аварийного отключения
, время аварийного отключения  , коэфициэнт напряжения прикосновения
, коэфициэнт напряжения прикосновения  , относительная влажность воздуха
, относительная влажность воздуха  ,температура в помещении
,температура в помещении  , режим работы электроустановки – аварийный.
, режим работы электроустановки – аварийный.
Расчет величины напряжения прикосновения в «аварийном» режиме (обрыв в цепи Rз), В:
 (8.1)
(8.1)
где Rч – сопротивление тела человека, Ом, в инженерных расчетах принимают Rч=1000 Ом;
Ir—ток, проходящий через тело человека, А:
 (8.2)
(8.2)
где Uф – напряжение в электросети, по своему варианту, В;
Rч=1000 Ом;
Rф – минимальное измеренное фазное сопротивление, Ом.
Оценка фактического напряжения прикосновения на рабочем месте по коэффициенту соответствия условий труда нормативным требованиям:
 (8.3)
(8.3)
При выборе предельно-допустимых значений напряжения прикосновения следует учитывать негативное влияние на состояние электробезопасности высоких значений температуры окружающей среды Т, [°С] и относительной влажности в помещении, φ, %. Поэтому, если по варианту Т>25°С и φ>75% необходимо принять поправочный коэффициент К = 0,33
 , (8.4)
, (8.4)
где Uпт – табличное значение предельно-допустимой величины.
 (8.5)
(8.5)
 (8.6)
(8.6)
 (8.7)
(8.7)
 (8.6)
(8.6)
Если Кс≤1,то можно сделать вывод о соответствии состояния электробезопасности ГОСТ 12.1.038-82.
8.4. ОСНОВЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
Пожарная безопасность на производстве
На основании статистических данных можно сделать вывод, что основными причинами пожаров на производстве являются:
· неосторожное обращение с огнем;
· неудовлетворительное состояние электротехнических устройств и нарушение правил их монтажа и эксплуатации;
· нарушение режимов технологических процессов;
· неисправность отопительных приборов и нарушение правил их эксплуатации;
· невыполнение требований нормативных документов по вопросам пожарной безопасности.
Пожароопасность веществ и материалов.
Пожарная и взрывная опасность веществ и материалов определяется:
группой горючести, температурой вспышки, температурой самовоспламенения, минимальной энергией зажигания, нижним и верхним пределом воспламенения, давлением взрыва, дисперсностью, летучестью и т.д.
Горючесть - способность веществ и материалов к горению под воздействием источника зажигания. По горючести вещества и материалы во всех агрегатных состояниях подразделяются на три группы: негорючие (несгораемые), трудногорючие (трудносгораемые), горючие (сгораемые).
Температура вспышки - наименьшая температура горючего вещества, при которой образовавшиеся над его поверхностью пары и газы способны вспыхивать в воздухе от источника зажигания, однако скорость образования паров или газов еще не достаточная для поддержания устойчивого горения.
Температура воспламенения - наименьшая температура горючего вещества, при которой образовавшиеся над его поверхностью пары и газы вспыхивают в воздухе от источника зажигания и продолжают гореть, т.к. скорость образования паров или газов достаточная для поддержания устойчивого пламенного горения.
Температура самовоспламенения - самая низкая температура вещества, при которой происходит резкое увеличение скорости экзотермической реакции, приводящее к пламенному горению. Температура самовоспламенения газов и паров горючих жидкостей находится в пределах 250 - 700°С, для твердых веществ, например цинка, магния, алюминия - 450 - 800°С, а для дерева, каменного угля, торфа-250-450°С.
Пожары в зависимости от классификации разделяються на 5 классов:
А,B,C,D,E.
Пожароопасные зоны – пространства в помещении или вне его, в котором находятся горючие вещества, как при нормальном осуществлении технологического процесса, так и в результате его нарушения.
В соответствии с ПУЭ пожароопасные помещения классифицируются на: П-I, П-II, П-IIа, П-III.
Взрывоопасные зоны – помещения или часть его или вне помещения, где образуются взрывоопасные смеси как при нормальном протекании технологического процесса, так и в аварийных ситуациях.
В соответствии с ПУЭ взрывоопасные помещения разделяются на 2 группы – для паров и для газов.
Для газов: В-I, В-Iа, В-Iб, В-Iв, В-Iг.
Для паров: В-II, В-IIа.
Все установки и средства, применяемые для тушения пожаров подразделяются на стационарные, передвижные и первичные.
Стационарные пожаротушащие установки представляют собой неподвижно смонтированные аппараты, трубопроводы и оборудование, которые предназначаются для подачи огнетушащих веществ к местам загорания. Такие установки могут быть автоматическими или дистанционными. Автоматические установки при возникновении пожара приводятся в действие соответствующим датчиком, а дистанционные — людьми. В качестве огнетушащего вещества в стационарных установках пожаротушения применяются: вода, пена, порошок, инертные газы. Наибольшее распространение в настоящее время преобрели спринклерные и дренчерные установки тушения пожара водой.
Передвижными пожарными средствами являются различные пожарные машины, автонасосы, мотопомпы, пожарные поезда, теплоходы, танки, самолеты и др.
Первичные средства пожаротушения предназначены для ликвидации небольших загораний до прибытия пожарной команды. К ним относятся передвижные и ручные огнетушители, внутренние пожарные краны, ящики с песком, кошмы, асбестовые покрывала, бочки с водой и ведра к ним, противопожарные щиты с набором инвентаря и др. Наибольшее распространение в качестве первичных средств тушения пожаров получили различные огнетушители.
Пожарная связь и сигнализация могут осуществляться телефоном специального или общего назначения, радиосвязью, электрической пожарной сигнализацией (ЭПС), сиренами. ЭПС является наиболее быстрым и надежным способом извещения о возникшем пожаре[12].
ВЫВОДЫ
В данном разделе бакалаврской работы рассмотрены общие вопросы охраны труда и техники безопасности в помещениях и на рабочих местах при проведении расчета шагового синхронного двигателя для лазерно–гравировального станка с ЧПУ, по созданию безопасных и комфортных условий труда, направленных на сохранение жизни, здоровья и работоспособности человека в процессе трудовой деятельности, проведен оценочный расчет состояния электробезопасности на рабочем месте.
ЗАКЛЮЧЕНИЕ
В соответствии с заданием в настоящей бакалаврской работе разработан лазерно-гравировальный ЧПУ станок.
В результате проектирования было принято решение использовать в качестве исполнительных двигателей синхронные шаговые двигатели NEMA 17HS4401. Номинальный ток данных двигателей 1,7  , напряжение питания 12
, напряжение питания 12  .В качестве контроллера используется плата Arduino UNO на основе микроконтроллера Atmel MEGA 328P. Были выбраны драйверы шаговых двигателей А4988, благодаря своей низкой стоимости и высокой точности. В качестве источника питания использован компьютерный блок питания мощностью 300
.В качестве контроллера используется плата Arduino UNO на основе микроконтроллера Atmel MEGA 328P. Были выбраны драйверы шаговых двигателей А4988, благодаря своей низкой стоимости и высокой точности. В качестве источника питания использован компьютерный блок питания мощностью 300  .
.
В качестве шпинделя для двухосевого ЧПУ станка был выбран лазерный модуль мощностью 1000  .Модуль имеет собственный драйвер и плату управления, позволяющую регулировать мощность лазера через ШИМ, что не мало важный показатель для ЧПУ станка.
.Модуль имеет собственный драйвер и плату управления, позволяющую регулировать мощность лазера через ШИМ, что не мало важный показатель для ЧПУ станка.
В специальной части описана сборка и наладка ЧПУ станка.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Трудовой кодекс ЛНР.
2. Приказ об утверждении Правил пожарной безопасности в Луганской Народной Республике
3. 3усман В. Г., Ратмиров В.А., Система цифрового управления с шаговым двигателем, «Станки и инструмент», 1958, № 12.
4. Электрические машины: Учеб. для вузов. Вольдек А.И. 3-е изд., перераб. и доп. –Л.: Энергия, 1998. 832с.
5. Зайцев Н.Л. Экономика промышленного предприятия: Учебник; 2-е изд., перераб. и доп. – М.: ИНФРА-М, 1998. 336 с.
6. Безопасность производственных процессов: справочник/ Под ред. С.В. Белова – М.: Машиностроение, 1995.- 448с.
7. Ф.Л.Литвин. Проектирование механизмов и деталей приборов. Ленинград. «Машиностроение». 1973.
8. Сосонкин В.Л., Мартинов Г.М. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G–функций.
9. И.Я.Левин. Справочник конструктора точных приборов. Москва. ОБОРОНГИЗ. 1962.
10. П.И.Орлов. Основы конструирования. В 3-х томах. Москва. «Машиностроение». 1977.
11. Справочник по охране труда на промышленном предприятии. Под ред. К.А. Ткачука, К.: Техника, 1991. – 285 с.
12. В.Ц. Жидецкий, В.С. Джигирей, А.В. Мельников. Основы охраны труда. Львов. 2000.
13. Ермолин Н.П. "Электрические машины малой мощности" издание второе.: Высшая школа, 1967. - 504 с.
14. Исмаилов Ш.Ю. Автоматические системы и приборы с шаговыми двигателями.: Энергия, 1968.
15. Ратмиров В.А. Ивоботенко Б.А. Шаговые двигатели для систем автоматического управления.: Госэнергоиздат, 1962.
16. Кенио Т. Шаговые двигатели и их микропроцессорные системы управления.: Энергоатомиздат, 1987.
17. Ловыгин А.А., Васильев А.В., Кривцов С.Ю. Современный станок с ЧПУ и CAD_CAM, 2006, 286 с.
18. Сосонкин В.Л., Мартинов Г.М. Системы числового программного управления, 2005, 200 с.
19. Гурьянихин В.Ф., М.Н.Булыгина Автоматизированная подготовка управляющих программ для станков с ЧПУ, 2001, 90 с.
Дата: 2019-04-22, просмотров: 1497.