Продуктивність, пакетів за хвилину............................ 50
Точність дозування %.................................................... ±3
Розмір пакету (внутрішнього), мм ................. 85x50x166
Встановлена потужність, кВт ..................................... 4,5
Габарити, мм ...................................... 4386 х 3555 х 2160
Маса, кг ....................................................................... 5842
Автомат обслуговують 2 людини
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи пакувального автомата і його функціональної схеми та короткий опис роботи.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
Перелік рекомендованої літератури
1. Современное оборудование для упаковки пищевых продуктов / Ю.В. Бурляй, Л. А. Сухой/ - М.: Пищевая промышленность, 1978 – 237с.
Практична робота № 12
Тема: Вивчення конструкції та принципу роботи автоматів APT, M6-AP2T, АРС, APIC, М 6-АР2С для пакування сиру й сирної маси
Мета роботи
На прикладі автоматів APT, M6-AP2T, АРС, APIC, М6-АР2С ознайомитися із конструкцією і принципом роботи обладнання для пакування пластичних продуктів
Теоретичні відомості
Автомати APT, M6-AP2T, АРС, APIC, М6-АР2С Перераховані автомати призначені для фасування та запаковування сиру чи солодкої сирної маси в пергамент (ГОСТ 1341-74) з попередньо видрукуваною етикеткою.
Автомати APT і М6-АР2Т призначені для фасування та запаковування сиру в брикети масою 250 або 125 г; автомати АРС і М6-АР2С – для запаковування солодкої сирної маси в брикети масою 100 г, автомат АР1С - у брикети масою 50 г. Всі автомати виконані на одній базі. Відмінність між автоматами для пакування сиру й автоматами для пакування сирної маси полягає тільки в конструкції дозатора.
Автомати М6-АР2Т и М6-АР2С відрізняються від автоматів APT і АРС наявністю підйомників для завантаження бункерів автоматів.
Автомати APT, АРС і АР1С (рис. 1) складаються зі станини 9 з головним приводом, механізму 1 утворення пачки, формуючого стола 4, дозатора 3, механізму 6 закладення пачки, транспортера 8, бункера 2.
Станина 9 установлена на чотирьох опорах 10. В ній розміщений головний привод автомата:
· електродвигун головного привода,
· варіатор швидкостей,
· зчеплення,
· два кулачкових вали з кулачками й зубчастими колісьми, від яких через важелі,
· зубчасту й ланцюгову передачі приводяться в рух механізми інших груп автомата,
· механізми привода гільзи й крана дозатора й знімання пачок з формуючого стола на транспортер.
На валу електродвигуна головного привода посаджений варіатор швидкостей, що обертається разом з ним. Від варіатора клиновим ременем через шків крутний момент передається валу зчеплення. При включеному зчепленні крутний момент через зубчасті колеса передається кулачковим валам.
Від одного кулачкового вала в рух приводяться формуючий стіл, механізм закладення, механізм підпресування й знімання пачок, від другого - гільза, поршень і кран дозатора, пуансон утворення пачки й механізм подачі розгорнення. На валу зчеплення змонтований маховик для ручного прокручування автомата. За допомогою маховика для зміни продуктивності автомата можна міняти відстань між валами електродвигуна, у результаті чого змінюється діаметр провідного шківа.
Механізм 1 служить для утворення пачки зі стрічки пакувального матеріалу. Він кріпиться на основному корпусі станини. Між двома стійками розміщені пуансон, матриця утворення пачки, механізм переносу розгорнення для пачки, ножа для відрізання розгорнення, сектори подачі пакувального матеріалу, датувальник, гальмо однобічної дії, механізм попереднього розмотування пакувального матеріалу, рулонотримач, механізм привода пуансона, механізм привода поршня, механізм привода відсікач.
Механізм утворення пачки приводиться в рух від головного привода. Циклічно обертаються нижній і верхній валики подачі пергаменту й валик переносу розгорнення. Від проміжної шестірні в рух приводиться транспортерна стрічка. Зворотно-поступальний рух пуансон одержує від кулачка через систему важелів. Важелі механізму подачі розгорнення одержують складний рух від двох кулачків. Наявність розгорнення під пуансоном контролюється щупом; при відсутності розгорнення щуп через мікровимикач зупиняє автомат.
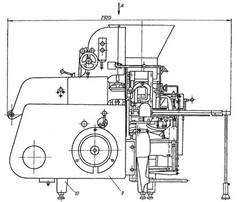
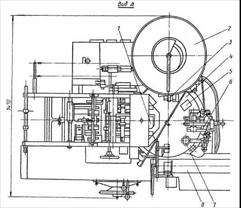
Рис.1. Автомати АРТ, АРС, АР1С для запаковування сиру та сирної маси
Формуючий стіл 4 призначений для виконання технологічних операцій, пов'язаних з фасуванням і запаковуванням продукту й зніманням готових пачок. Стіл має вісім гнізд 5, над якими монтуються відповідні механізми. У гнізда вставлені виштовхувачі з підйомниками, які сковзають по регульованих кулачках. Поворот формуючого стола здійснюється диском з роликами від кулачка.
Дозатор 3 служить для наповнення пачок певною дозою продукту. Заповнена продуктом гільза повертається отвором до крана. Отвору в гільзі й крані збігаються й через горловину крана під тиском, створюваним поршнем, продукт видавлюється в пачку, що перебуває в гнізді формуючого стола. Продукт від крана відтинається відсікачем. Після закінчення ходу поршня й відсіку продукту поршень відходить назад, роблячи всмоктування продукту, щоб уникнути випадання його із крана.
Механізм 6 закладення пачки складається зі стійки, системи важелів, трьох лапок, кронштейна я служить для завертки наповнених пачок. Лапки кінцевого закладення підгинають кінцеві стінки пачки, а лапкою бічного закладення підгинається одна бічна стінка. При обертання столу виробляється підгинання іншої стінки.
Заповнені пачки подаються під механізм підпресування 7, де вони остаточно формуються.
Транспортер 8 служить для знімання й відводу пачок від формуючого столу. Пачки від формуючого стола подаються на механізм, який перевертає їхньою загорнутою стороною долілиць, щоб при транспортуванні вони не розгорталися.
Автомати М6-АР2Т и М6-АР2С (рис.2) мають аналогічну конструкцію, але додатково оснащені підйомником.
Підйомник 2 призначений для завантаження бункера 1 автомата фасувальним продуктом. Наповнена продуктом візок вручну накочується на площадку каретки, де відбувається автоматична фіксація візка за допомогою педалі. Натисканням кнопки «Нагору» включається електродвигун, що обертає гвинт подачі каретки. Каретка з візком при цьому рухається нагору.
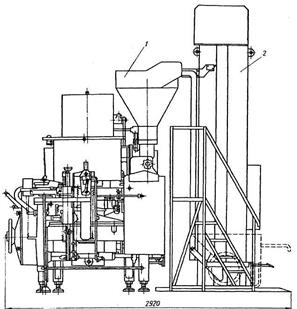
Рис. 2. Автомати М 6-АР2Т і М 6-АР2С для запаковування сиру й сирної маси
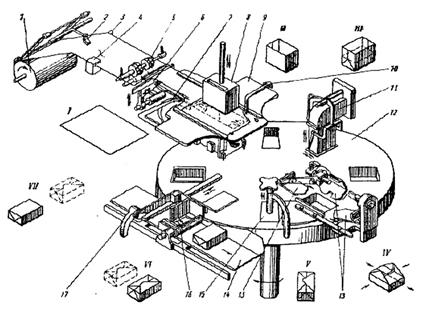
Рис.2.технологічна схема автоматів АРТ, М6-АРТ2, АР1С і М6-АР2С
Після того як ролик, установлений на кінці кронштейна, зайде в упор, візок перекинеться й відбудеться вивантаження продукту. При натисканні кнопки «Донизу» візок опускається. Електродвигун вимикається за допомогою кінцевих вимикачів. Щоб зняти візок із площадки, необхідно нажати ногою на педаль.
Всі частини автомата, що стикаються із продуктом, легко демонтуються для чищення й стерилізації. Конструктивно автомат виконаний так, що всі послідовні операції фасування та запаковування продукту відбуваються по колу. Сполучною ланкою між групами є обертовий формуючий стіл із гніздами.
Технологічний процес фасування та запаковування (рис. 3) відбувається таким чином.
Стрічка пакувального матеріалу з рулону 1 подається на напрямний валик 3, потім під механізм притискання 2 і після нього під механізм нанесення дати 4. За допомогою регульованих секторів 5 пакувальний матеріал проходить між ножами 6, які відрізають задану довжину (поз.1), важелями 7 і секторами розгортання подається на формуючу матрицю 9 під пуансон 8.
Щуп 10 контролює наявність розгорнення на матриці. Якщо розгорнення немає, автомат зупиняється. Пуансон 8 опускається й проштовхує розгорнення через матрицю 9, надаючи їй форму пачки (поз.11). За допомогою пуансона 8 пачка вставляється в гніздо формуючого стола 12.
Об'ємний дозатор 11 заповнює пачку (поз. ІІІ) певною порцією продукту, а механізм закладення 13 загортає пачку (поз. IV). Механізм підпресування 15 надає пачці остаточну форму (поз. V). Виштовхувач виштовхує пачку (поз. VI) із гнізда формуючого стола 12, а знімач 17 доставляє пачку на механізм 16, який укладає пачку закритою стороною долілиць (поз. VII). Пачка надходить на транспортер 14, з якого вона вручну знімається й укладається в тару.
Автомати APT і М 6-АР2Т поставляються налагодженими для фасування та запаковування сиру по 250 р. Вузли й деталі для фасування та запаковування сиру по 125 г поставляються на вимогу замовника окремо. Електроустаткування автоматів розраховане на підключення до трифазної мережі напругою 220/380 В.
Технічна характеристика автоматів
| Характеристика | АРТ (М6-АР2Т) | АРС | АР1С |
| Продуктивність, пачок за хвилину | 40...72 (60...85) | 40...72 (60...85) | 40...72 (60...85) |
| Маса брикету, г | 250 або 125 | 100 | 50 |
| Розмір пачки, мм | |||
| масою 250 г | 100x75x37+1 | 75x50x28 + 2 | 50х37х30±1 |
| масою 125 г | 75x50x37+1 | ||
| Точність дозування, % | + 2 | + 2 | ±2 |
| Потужність електродвигуна, кВт | 1,5(2,2) | 1,5 | 1,5(2,2) |
| Зовнішній діаметр рулону, мм | до 300(400) | ||
| Ширина рулона для пакета, мм | |||
| масою 250 г | 238 ±2 | 160 + 2 | 135+1 |
| масою 125 г | 188 ±2 | ||
| Товщина пергаменту, мм | 0,05...0,08 | ||
| Розмір розгортки коробки, мм | |||
| масою 250 г | 238±2 x 190 | 160±2х150 | 135±1x105 |
| масою 125 г | 188±2 x 150 | ||
| Габарити автомата, мм | |||
| довжина | 2920 | ||
| ширина | 1470(2920) | 1470 | 1470(2920) |
| висота | 1560(3726) | 1560 | 1560(3726) |
| Маса автомата, кг | 1350(1963) | 1350 | 1350(1963) |
| Вантажопідйомність підйомника, кг | 250 | ||
| Висота завантаження, мм | 2100 | ||
| Потужність привода підйомника, кВт | 3 | ||
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи пакувального автомата і його функціональної схеми, а також короткий опис конструкції і роботи пакувального автомата і його механізмів.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
Дата: 2019-03-05, просмотров: 402.