Міністерство освіти і науки, молоді та спорту України

ПАКУВАЛЬНЕ ОБЛАДНАННЯ
Методичні вказівки
до виконання практичних робіт
частина ІІ (МОДУЛЬ ІІ)
для студентів напрямку підготовки
6.050502 «Інженерна механіка»
фахового спрямування 6.05050206
“Машини і технологія пакування”
всіх форм навчання
ЛУЦЬК 2011

ВСТУП
Метою вивчення дисципліни «Пакувальне обладнання» є ознайомлення із конструкціями і роботою обладнання для пакування рідких, пастоподібних, пластичних продуктів і штучних виробів.
Практичні роботи є одним із видів аудиторних занять. Під час проведення практичних занять з дисципліни «Пакувальне обладнання» передбачається вивчення конструкції і принципу роботи технологічних машин і їх основних функціональних вузлів для пакування рідких, пастоподібних, пластичних продуктів і штучних виробів в індивідуальну, групову і транспортну упаковку.
ЗМІСТ
ВСТУП.... 2
МОДУЛЬ ІІ. Обладнання для пакування сипких і пластичних продуктів.. 4
Практична робота №8.. 4
Тема: Вивчення конструкції та принципу роботи автомата А5‑АР5‑Б для пакування сипких продуктів.. 4
Практична робота №9.. 8
Тема: Вивчення конструкції та принципу роботи автомата М1-АРЖ для пакування круп 8
Практична робота №10.. 13
Тема: Вивчення конструкції та принципу роботи автоматів М6-АРУ і М6-АР1У для фасування і пакування плавленого сиру в алюмінієву фольгу.. 13
Практична робота №11.. 24
Тема: Вивчення конструкції та принципу роботи автомата А5-АП8Б для пакування сипких продуктів у подвійні паперові пакети.. 24
Практична робота № 12.. 29
Тема: Вивчення конструкції та принципу роботи автоматів APT, M6-AP2T, АРС, APIC, М 6-АР2С для пакування сиру й сирної маси.. 29
ВИКОНАННЯ ПРАКТИЧНОЇ РОБОТИ.... 37
ОФОРМЛЕННЯ ЗВІТУ ПО РОБОТІ. 37
МОДУЛЬ ІІ. Обладнання для пакування сипких і пластичних продуктів
Практична робота №8
Тема: Вивчення конструкції та принципу роботи автомата А5‑АР5‑Б для пакування сипких продуктів
Мета роботи
На прикладі автомата А5-АР5-Б вивчити конструкцію та принцип роботи обладнання для пакування сипких продуктів полімерні пакети з одночасним їх виготовленням
Теоретичні відомості
Автомат А5-АР5-Б призначений для фасування солі в пакети із поліетиленової плівки. Автомат (рис. 1) складається із станини 1, дозатора 3, транспортера 2, механізму 5 подачі плівки та електрошафи 4, яка розміщена в правій частині автомату.
Дозатор складається з прийомного бункера і дозуючого ротора з мірними стаканами. Транспортер видачі готової продукції складається із двох стійок, електродвигуна з редуктором і клинопасової передачі. Всі механізми автомату змонтовані на станині 4 (рис. 2).
Механізм подачі плівки складається з рулонотримача 1, направляючих роликів 25 і механізму 3 розмотування плівки. Для центрування плівки по рисунку на рулонотримачі встановлено фотоелемент 2. Рукавоутворювач 6 закріплений на двох стійках 5. Всередині рукавоутворювача проходить труба 8, навколо якої утворюється рукав із плівки при протягуванні її транспортерами 11.
Продукт із дозатора подається в пакет, що утворюється навколо труби. Для зварювання поздовжнього шва, утвореного після рукавоутворювача, встановлена губка поздовжнього зварювання 9, що приводиться в рух від механізму 7.
Зварювання поперечного шва пакету здійснюється передньою 14 і задньою 13 губками поперечного зварювання, що приводяться в рух механізмами 17 і 12.
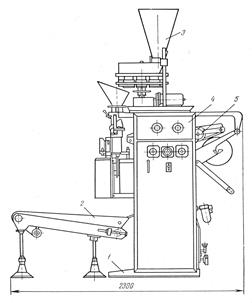
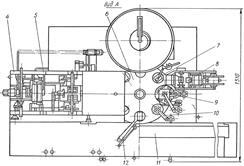
Рис. 1. Загальний вигляд автомата А5-АР5-Б
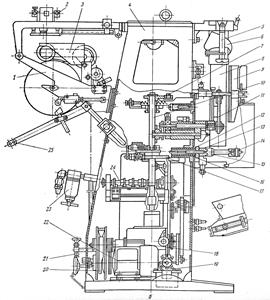 Пакет від рукава відділяється розміщеними в одній губці відокремлювачами 15, що приводяться в рух від механізму 16. Всередині станини розміщений командоапарат 24, що синхронізує роботу виконавчих механізмів (час включення і виключення транспортерів, час подачі повітря для охолодження зварних швів пакета, час імпульсів для зварювання поздовжнього шва, початок дозування, вибір зони роботи фотоелемента ) і привід, що складається із електродвигуна 22 із клинопасовим варіатором 20 та редуктором 18, від якого передається рух на вертикальний вал 10.
Пакет від рукава відділяється розміщеними в одній губці відокремлювачами 15, що приводяться в рух від механізму 16. Всередині станини розміщений командоапарат 24, що синхронізує роботу виконавчих механізмів (час включення і виключення транспортерів, час подачі повітря для охолодження зварних швів пакета, час імпульсів для зварювання поздовжнього шва, початок дозування, вибір зони роботи фотоелемента ) і привід, що складається із електродвигуна 22 із клинопасовим варіатором 20 та редуктором 18, від якого передається рух на вертикальний вал 10.
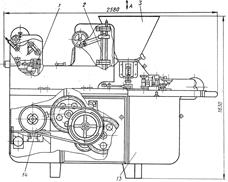
Рис. 2. Поперечний розріз автомата А5-АР5-Б
Зварювання ПЕ плівки проводиться термоімпульсним способом. Зварювальні губки охолоджуються водою, що поступає в автомат через кран 21 із водопровідної сітки, а повітря для охолодження швів пакета – із пневмосистеми 23.
Технологічна схема автомату приведена на рис. 3. Стрічка 1 пакувального матеріалу із рулону 3 через направляючі ролики 2 поступає на рукавоутворювач 9 і протягується транспортерами 5 між трубою 10 і рукавоутворювачем та обгинає трубу. Оскільки ширина стрічки (365 мм) більша параметру труби на 20 мм, то утворюється накладка, яка необхідна для зварювання поздовжнього шва пакету.
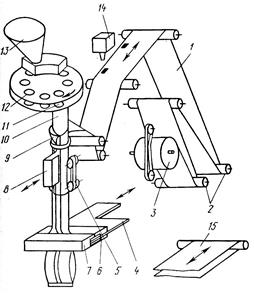
Рис. 3. Функціональна схема автомата А5-АР5-Б
Після зупинки транспортерів губка 8 поздовжнього зварювання притискає плівку до труби, зварюючи поздовжній шов. Губки 6 і 7 поперечного зварювання верху нижнього пакету і дна верхнього. При зварюванні відбувається одночасно і обрізання нижнього пакету від верхнього ножем 4.
Продукт висипається із прийомного бункера 13, заповнює мірні стаканчики 12 дозуючого ротора. При заповненні і перенесенні мірні стаканчики знизу закриті дном. В поз.11 дно відкривається і продукт висипається в зварену із ПЕ трубу.
Величина дози встановлюється і регулюється за допомогою механізму регулювання об’єму мірних ємкостей.
Зварена труба з продуктом протягується вниз транспортерами на довжину, рівну довжині пакету. Довжина пакету рівна при наявності на плівці малюнка з міткою, що контролюється фотоелементом 14, який по контрольній мітці дає сигнал про закінчення протягування плівки. Після цього зварюється наступний пакет, засипається продукт для наступного пакету, розводяться губки і пакет падає на стрічковий транспортер 15.
Технічна характеристика автомату А5-АР5-Б:
Продуктивність, пакетів/хв.................................................... 40
Маса дози, кг.................................................................................... 1
Точність дозування, %.............................................................. ±3
Розміри пакета, мм................................................ 200…250х170
Встановлена потужність, кВт.............................................. 5,64
Витрата води, м3/год................................................................ ,15
Габарити, мм...................................................... 2300х1025х2995
Вага, кг........................................................................................ 1400
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескіз функціональної схеми та короткий опис роботи автомата А5-АР5-Б.
2. Ескіз і короткий опис конструкції автомата А5-АР5-Б.
3. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
Практична робота №9
Мета роботи
Вивчити конструкцію та принцип роботи обладнання для пакування сипких продуктів на прикладі автомата М1-АРЖ
Теоретичні відомості
Автомат призначений для пакування у пакети сипких продуктів (крупи, сіль, цукор тощо).
Автомат (рис. 1) складається з дозатора 6, датувальника 5, пристрою 4 для згортання стрічки пакувального матеріалу в рукав і подачі в нього доз продукту, пристрою 3 для утворення поздовжнього шва на рукаві, механізму 2 для протягування рукава і утворення на ньому поперечних швів, транспортера 1, пульта керування (на рис. не показаний).
Автомат працює таким чином (рис. 2). Стрічка пакувального матеріалу 1 протягується через направляючі валики 2 і 3 і вводиться в рукавоуторювач 23, за допомогою якого згортається в рукав 19. Краї загорнутої в рукав стрічки пакувального матеріалу накладені внапустку під час проходження зони спеціального пристрою 20 підігріваються і зварюються між собою, утворюючи безперервний зварний шов 21. За допомогою кліщеподібних притискачів 17 і 15 рукав почергово перетискається упоперек, підігріваєтья і зварюється, утворюючи при цьому поперечні шви 14.
У відкритий верхній кінець рукава, який знаходиться у рукавоутворювачі 23, встановлена труба 24 з воронкою 25. в процесі роботи автомата об'ємним дозатором відбувається формування доз сипкого продукту, які у встановлені моменти часу із мірних ємкостей 26 дозатора через воронку 25 і трубу 24 вводяться в нижній кінець рукава. Після введення чергової дози сипкого продукту один із пристроїв 17 або 15 перетискає рукав вище рівня дози і, переміщуючись із вниз разом із ним, утворює два поперечних шва.
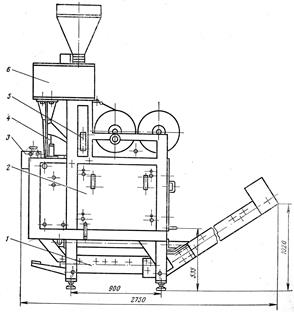
Рис. 1. Автомат М1-АРЖ для пакування круп
Таким чином здійснюється запечатування пакета і формування дна наступного пакета. За час переміщення пристрою 17 або 15 вниз наповнені пакети 13 відділяються від рукава і падають на відвідний транспортер 6, яким виводяться із зони обслуговування автомата.
Над валиком 2 встановлений датувальник 31 із змінними нагрівальними знаками. Він змонтований на важелях 32, що можуть повертатися довкола осі 30. Під час роботи автомата за допомогою пневмокамери важелі повертаються довкола осі за годинниковою стрілкою, припіднімаючи датувальник вгору, який під дією пружини повертається довкола осі 30 проти годинникової стрілки. По команді від розподільчого вала у потрібний момент важелі повертаються проти годинникової стрілки до дотику робочої частини датувальника з планкою 1. Затиснута між валиком 2 і датувальником планка за рахунок тертя приводить датувальник в рух з коловою швидкістю, яка рівна швидкості руху стрічки пакувального матеріалу. За час спільного перемщення датувальник наносить дату на певні місця стрічки.
Згорнута в рукав стрічка безперервно із постійною швидкістю протягується вниз трьома обгумованими валиками 22, які розташовані ззовні рукава 19. Валики отримують безперервний обертовий рух від спеціального вала з двома муфтами вільного ходу, які кінематично зв'язані гнучкми зв'язками із двома носіями 18 і 16 пристроїв 17 і 15 зварювання поперечних швів, які виконані у вигляді кліщеподібних прижимів. Обидва носії являють собою спеціальні важелі, які змонтовані на валу 29 і вільно повертаються відносно нього. Вал приводиться в рух від черв'ячного редуктора 8, який в свою чергу приводиться в рух від електродвигуна через варіатор швидкостей і пасову передачу 5.
На валу 29 жорстко змонтовані кулачки 4 і 7, керують переміщенням штовхачів 11 і 10, періодично повертаючи їх довкола нерухомих осей 27 і 12. Штовхачі через спеціальні пальці 28 і 9 кінематично зв'язані з носіями 18 і 16 і приводять їх в рух, повертаючи за заданою програмою відносно осі вала 29.
Розкриття і закриття кліщеподібних притискачів 17 і 15 здійснюється від двох інших кулачків, які жорстко змонтовані на валу 29 (на рисунку на показані).
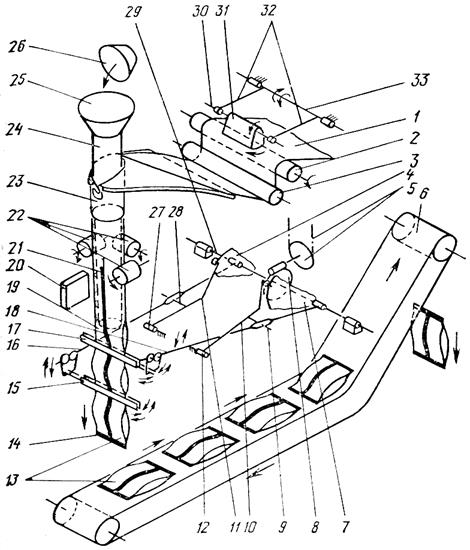
Рис. 2. Технологічна схема автомата М1-АРЖ
Продуктивність автомата регулюється варіатором швидкостей, а довжина пакетів – переміщенням пальців 28 і 9 вздовж штовхачів 11 і 10.
Технічна характеристика автомата:
Продуктивність, пакетів за хвилину............................. до 55
Об'єм доз, см3................................................ 440...720, 900...1500
Розміри пакета, мм.................................................. 140...260х200
Товщина ПЕ стрічки
пакувального матеріалу, мм............................... 0,060...0,080
Ширина рулона, мм........................................................................ 425
Загальна споживана потужність, кВт................................. 2,5
Тиск повітря, МПа.............................................................. 0,05...0,10
Витрата стиснутого повітря, м3/год................................... 0,8
Габарити, мм.......................................... 1400(2750)х800х2700
Маса, кг.................................................................................................. 1085
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескіз функціональної схеми та короткий опис роботи М1-АРЖ.
2. Ескіз загального вигляду і короткий опис конструкції автомата М1-АРЖ.
3. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
Практична робота №10
Мета роботи
На прикладі автоматів М6-АРУ і М6-АР1У ознайомитися із конструкцією і принципом роботи обладнання для фасування і пакування пластичних продуктів в алюмінієву фольгу
Теоретичні відомості
Автомат М6-АРУ призначений для утворення коробок з алюмінієвої фольги (ГОСТ 745—73), фасування і запаковування в них брикетів плавленого сиру масою 62,5 і 100 г, наклейки на коробки паперової етикетки (ГОСТ 7625—87). Автомат М6-АР1У призначений для утворення коробок з алюмінієвої фольги, фасування і упаковки в них брикетів плавленого сиру масою 30 г і наклейки на коробки паперової етикетки.
За конструкцією автомати аналогічні. Автомат (рис. 1) складається із станини з головним приводом, механізму 2 утворення коробки, столу, що формує, 6, дозатора 3, механізму 9 закладень, транспортера, механізму утворення кришки і наклейки етикетки. Всі послідовні операції фасування і запаковування продукту відбуваються по колу. Сполучною ланкою між групами є формуючий стіл з вісьмома гніздами, розташованими рівномірно по колу.
Станина 13 є масивним корпусом на чотирьох опорах. У ній розміщені головний привід 14 автомата, що включає електродвигун і варіатор швидкостей, посаджений на вал електродвигуна; три вали з кулачками і зубчатими колесами, від яких через важелі, зубчату і ланцюгову передачі отримують рух механізми решти груп автомата. У станині знаходяться також вакуумний насос з приводом, механізми приводу гільзи і мундштука дозатора, а також механізм знімання брикетів із формуючого столу на транспортер.
Для зміни продуктивності автомата служить окремо встановлений електродвигун, який через редуктор передає крутний момент гвинту, що пересуває уздовж направляючих електродвигун головного приводу. Електрична схема виконана так, що дозволяє валу електродвигуна регулювання продуктивності обертатися в будь-яку сторону.
Механізм 2 утворення коробки кріпиться на станині і отримує рух від головного приводу через зубчату передачу. Вся передача механізму закрита огорожею в правій стійці.
Між правою 5 і лівою 4 стійками станини розміщуються рулонотримач, гальмо рулона, розмотувач фольги, гальмо односторонньої дії, що утримує фольгу від прослизання у зворотному напрямі, верхній і нижній валики подачі фольги, штамп з приводом для відрізання розгортки фольги, механізми подачі розгортки, перенесення розгортки, механізм пуансона з приводом і матриця утворення коробки.
До правої стійки кріпляться механізм переміщення валу рулонотримача фольги і гальмо односторонньої дії. До лівої стійки кріпляться вісь з приводом поршня дозатора, вісь з щупом наявності розгортки над матрицею, ресивер і механізм 1 наклейки етикеток. Від проміжної шестерні механізму утворення коробки приводиться в рух стрічка транспортера готової продукції.
Формуючий стіл 6 є корпусом, в центрі якого проходить вертикальний порожнистий вал. Фланець валу упирається в корпус через упорний підшипник. До верхнього кінця валу спеціальною гайкою кріпиться диск формуючого столу з вісьма гніздами, в які вставлені форми. До диска столу через втулки кріпиться направляюче кільце. У отвори направляючого кільця вставлені підйомники, головки яких входять в пази виштовхувачів, що знаходяться у формах столу. До корпусу шарнірно прикріплений кулачок, по якому при обертанні столу ковзають підйомники.
|
Рис.1. Автомат М6-АРУ для фасування і пакування плавленого сиру в алюмінієву фольгу
На іншому кінці вертикального валу жорстко закріплений диск з вісьма роликами, через які вертикальний вал разом із формуючим столом, отримує періодичний обертальний рух від циліндричного кулачка. Під час періодичного обертання формуючого столу підйомники ковзають по робочих профілях кулачків, змінюючи положення виштовхувачів у формах по вертикалі.
Об'ємний дозатор 3 є корпусом, в горизонтальний отвір якого поміщена гільза з поршнем. До вертикальної стінки корпуса кріпиться кран, в якому знаходиться мундштук з відсікачем. Зверху до корпуса дозатора двома головками кріпиться двостінний бункер, в сорочку якого через отвори може бути підведена гаряча або холодна вода. Герметичність з'єднання бункера з корпусом забезпечує гумове кільце. Усередині бункера на вертикальному валу укріплений шнек з пером. Герметичність корпусу дозатора з вертикальним валом забезпечують манжети. Гільза має в бічній стінці вікно. При включеному дозаторі гільза здійснює коливний рух, повертаючись отвором то у бік бункера, то у бік крана.
Мундштук крана отримує вертикальний зворотно-поступальний рух від кулачка через шток, жорстко пов'язаний з планкою, стержнем і вилкою, яка входить в пази мундштука. При опусканні мундштука відсікач упирається в кінець тяги, долає опір пружини і відкриває отвір мундштука.
Механізм 9 здійснює загинання країв коробки, наповненої продуктом, і підпресовування, надаючи брикету остаточної форми. При підпресовуванні на брикеті видавлюється дата.
Механізм загортання складається з окремих вузлів, закріплених на штоках, які поміщені у вертикальні отвори корпусу столу, що формує.
Механізм, що здійснює загинання країв коробки, складається з двох шарнірно з’єднаних кронштейнів. Один з кронштейнів складається з нижнього корпусу, двох поворотних дисків і верхнього корпусу. У горизонтальних пазах нижнього корпусу поміщені пластмасові вкладиші, в яких знаходяться повзуни кінцевого і бічного закладення. Диски мають ще радіальні пази, в які входять осі з роликами, що забезпечують концентричний поворот дисків. Поворот дисків здійснюється за допомогою двох тяг.
При роботі автомата механізм, що загинає краї коробки, взаємодіє з конічним кулачком, жорстко сполученим з важелем. Важіль таким же чином, як і механізм загинання, кріпиться до вертикального штока.
Механізм 10 підпресовуваннями являє собою прес, закріплений на важелі. Важіль вільно насаджений на вертикальний шток. З штоком жорстко з’єднана вилка напрямної. У вилку введений регулювальний гвинт, який проходить в отвір корпусу кронштейна. У пресі розміщені колодки для нанесення дати. Колодки підтримуються пластинкою, яка кріпиться до пресу гвинтами.
При підході коробки з продуктом до механізму закладення механізм загинання країв коробки опускається над формуючим столом. Разом з ним опускається конічний кулачок; оскільки хід конічного кулачка менший, то він зупиняється раніше, а механізм загинання продовжує опускатися. При цьому верхні кінці лапок звільняються (лапки розсовуються конічним кулачком) і вони займають таке положення, при якому пластинки на нижніх кінцях встановлюються в кутах коробки. Після цього від кулачків через важелі і тягу диски по черзі отримують обертальний рух, пересуваючи повзуни кінцевого І бічного закладення. Потім конічний кулачок опускається, розсовуючи верхні кінці лапок, при цьому нижні кінці лапок виводяться з-під заломлених країв коробки. Потім механізм загинання разом з конічним кулачком піднімається вгору. Цикл повторюється. Механізм підпресовування опускається вниз, коли під прес підходить коробка із заломленими краями. Кулачок приводу преса сконструйований так, що кожен брикет підпресовується двічі.
Брикети, зрушені із формувального столу на транспортерну стрічку, розташовуються в один ряд.
Транспортер 11 є горизонтально розташованою рамою, що складається з кронштейна, в підшипниках якого проходить валик. До кронштейна прикріплено дві смуги, на яких за допомогою накладок кріпиться натяжний ролик. Через ролики перекинутий плоский ремінь. До смуг прикріплено два кронштейни: одним транспортер кріпиться до стійки автомата, а до іншого прикріплений упор, за допомогою якого досягається горизонтальність транспортера. На раму транспортера виведена ручка для ручного виключення дозатора.
Механізм 12 здійснює знімання готових брикетів із столу, що формує, на транспортер.
Механізм 8 утворення кришок призначений для розмотування стрічки пакувального матеріалу з рулону, подачі стрічки, відрізання кришки, перенесення і укладання її на коробку з продуктом.
При укладанні кришки одночасно відбувається вирівнювання продукту. На верхній площині корпусу механізму утворення кришки кріпляться дві боковини (між ними розташовані механізми подачі стрічки пакувального матеріалу і відрізання кришки) і механізм перенесення кришки на коробку з продуктом, а знизу — вакуум-реле. У підшипниках нижньої частини корпусу поміщений горизонтальний вал приводу механізму утворення кришки, на якому закріплені зірочки і блок кулачків.
Лапка 7 перенесення кришки здійснює зворотно-поступальний рух по вертикалі і коливний радіальний рух в горизонтальній площині.
Вакуум-реле являє собою корпус з кришкою. Між фланцями корпусу і кришки поміщена мембрана, прикріплена гвинтом до штока. На шток надіта пружина стискання.
 При роботі автомата мембрана під дією вакууму вигинається, стискаючи пружину, і шток звільняє кнопку мікроперемикача. За відсутності кришки на ножі-столику отвори на лапці перенесення кришки залишаються відкритими і розрідження в просторі вакуум-реле зменшується, тоді сила стиснення пружини долає силу вакууму, що діє на мембрану, шток натискає кнопку мікроперемикача, і електродвигун головного приводу вимикається.
При роботі автомата мембрана під дією вакууму вигинається, стискаючи пружину, і шток звільняє кнопку мікроперемикача. За відсутності кришки на ножі-столику отвори на лапці перенесення кришки залишаються відкритими і розрідження в просторі вакуум-реле зменшується, тоді сила стиснення пружини долає силу вакууму, що діє на мембрану, шток натискає кнопку мікроперемикача, і електродвигун головного приводу вимикається.
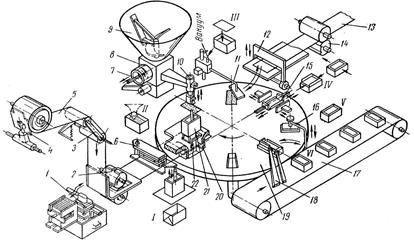
Рис.2.технологічна схема автоматів М6-АРУ і М6-АР1У
Механізм 1 наклейки етикетки призначений для відділення етикеток по одній із стопки, що знаходиться в магазині, нанесення клею на етикетки і наклейки їх на стрічку пакувального матеріалу. Механізм кронштейном кріпиться до лівої стійки механізму утворення коробки. У кронштейн запресовані два вертикальні штоки, на яких вільно посаджений основний корпус. До корпусу кріпляться магазин етикеток, кронштейн, напрямна, а також два горизонтальні штоки.
У горизонтальних пазах магазина етикеток знаходиться притискна колодка, в яку запресований стрижень з надітою на нього пружиною. Другий кінець стрижня вільно проходить в отвір упору для пружини. Під дією пружини колодка притискує етикетки до пластинок.
У вертикальному отворі кронштейна проходить шток, на якому жорстко закріплена вилка нанесення клею з чотирма стрижнями. До нижнього кінця штока кріпляться шарнірно тяга і жорстко палець, що входить в паз що направляє, прикріпленою до кронштейна. У горизонтальний шток вільно вставлена вісь. На одному кінці осі жорстко закріплений хомутик із запресованою віссю ролика, а на іншому — головка, в отвір якої вільно вставлений стрижень з пружиною вакуум-захвата. У отвір фланця головки вставлено чотири підпружинені пальці, які служать для притискання етикеток до фольги. Вакуум до вакуум-захвату підводиться через ніпель.
Технологічний процес фасування і упаковки сиру (рис. 2) відбувається таким чином. Бункер 9 дозатора наповнюється сирною масою, а механізми утворення коробки і кришки заправляються пакувальним матеріалом. Магазин механізму 1 наклейки етикеток заправляється етикетками, а ванна заповнюється клеєм. Стрічка 5 пакувального матеріалу для коробки за допомогою секторів і роликів 2 подається на штамп 6. Для плавного розмотування стрічки з рулону встановлені компенсатор 3 і гальмо 4, що діє безпосередньо на рулон. Вирізана штампом розгортка секторами і роликом подається на формуючу матрицю 20. Пуансон 21, проходячи усередині матриці, утворює коробку (поз. І) і за допомогою вилки 22 залишає її в гнізді формувального столу.
У момент припинення подачі стрічки пакувального матеріалу під штамп на ділянку стрічки, розташованої у вертикальному положенні, механізмом наклейки етикеток наклеюється паперова етикетка. Етикетки по одній відділяються вакуум-захватом від стопки, що знаходиться в магазині, і переносяться до стрічки пакувального матеріалу. По дорозі вакуум-захват повертається так, щоб етикетка знаходилася в горизонтальному положенні над ванною з клеєм. В цей час вилка 22 піднімається і стрижні наносять клей на етикетку в чотирьох крапках. Вакуум-захват з етикеткою продовжує рухатися до того моменту, коли етикетка стає у вертикальне положення і в цьому положенні наклеюється на стрічку пакувального матеріалу. При періодичному обертанні формувального столу 19 гнізда з коробками послідовно переміщаються до дозатора, механізмів утворення кришки, закладення, підпресовування і знімання брикетів.
Дозування продукту здійснюється таким чином: шнек, обертаючись в бункері дозатора, перемішує сирну масу. При повороті гільзи 8 отвором у бік бункера поршень 7, відходячи назад, засмоктує продукт в гільзу. При повороті гільзи у бік крана 10 відбувається відділення дози. Одночасно мундштук крана опускається вниз, а відсікач відкриває отвір мундштука. Коли отвір гільзи співпадає з отвором крана, поршень, рухаючись вперед, виштовхує певну порцію продукту в коробку (поз. ІІ). Потім цикл повторюється.
Пакувальний матеріал 13 для кришки розмотується секторами і роликами 14 і подається на нерухомий ніж-столик. Рухомий ніж 12, опускаючись вниз, відрізує кришку. Як і в механізмі утворення коробки для плавнішого розмотування стрічки в механізмі утворення кришки встановлені компенсатор і гальмо. Відрізана кришка лапкою 11 переноситься на коробку з продуктом, одночасно вирівнюючи поверхню продукту (поз. ІІІ). Механізм закладення 15 здійснює зачистку країв коробки (поз. ІV), а механізм підпресовування 16 забезпечує щільність брикета і надає йому форму, одночасно видавлюючи дату (поз. V). Механізм 18 знімання брикетів зіштовхує брикети із формувального столу на стрічку транспортера 17, розташовуючи їх в один ряд (поз. VI).
Автомат М6-АРУ випускається відрегульованим на випуск брикетів масою 100 р. Для переналагодження автомата на випуск брикетів масою 62,5 г необхідно: зняти робочі органи — формувальну матрицю в зборі, пуансон утворення коробки в зборі, формувальний стіл в зборі (для чого потрібно зупинити автомат в певному положенні, відвернути спеціальний болт і за диск з гніздами підняти вгору), лапку перенесення кришки, механізми закладення в зборі, підпресовування, головку на-наклейки етикеток в зборі, вилку нанесення клею. Замість знятих робочих органів встановити відповідні змінні робочі органи для іншої маси; відрегулювати сектори подачі пакувального матеріалу, рівень виштовхувачів в позиціях укладання кришки і механізму закладення, знімач брикетів; підняти механізм наклейки етикеток так, щоб наклеєна етикетка знаходилася на центрі розгортки. Відповідно підняти вилку нанесення клею щодо штока. На дно магазина етикеток встановити колодку; переставити з положення А в положення Б фіксатор (тобто важіль приводу поршня дозатора переставити з одного кулачка на іншій) і кінець тяги в пазу важеля механізму подачі розгортки; встановити рулони пакувального матеріалу відповідної ширини.
Технічна характеристика автоматів М6-АРУ М6-АР1У
Продуктивність, упак. в хвилину........................................ 40...65
Температура фасованого продукта, °С............................. 65...75
Номінальна маса дози, г.............................................. 62,5; 30 і 100
Точність дозування, %....................................................................... ±2
Розмір брикетів, мм
масою 62,5 г............................................................................... 50х50х 50
масою 30 г................................................................................... 50х24х12
масою 100 г................................................................................. 71x52x26
Ширина рулону, мм
для коробки
при фасовці 62,5 г............................................................................. 120
при фасовці 100 г.............................................................................. 126
для кришки
при фасовці 62,5 г............................................................................... 50
при фасовці 100 г................................................................................ 70
Розмір етикеток, мм
при фасовці 62,5 г........................................................... (42х42)±0,2
при фасовці 100 г............................................................ (60x40)±0,2
Потужність електродвигуна
головного приводу (тип АОЛ2-32-6), кВт............................. 2,2
Потужність електродвигуна регулювання
продуктивності (тип АОЛ-0,11-2), кВт................................. 0,08
Габарити, мм.............................................................. 2740x1510x1630
Маса, кг.................................................................................................... 1420
Автомат обслуговує одна людина
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи та короткий опис конструкції та принципу роботи автоматів М6-АРУ і М6-АР1У.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції наведених автоматів.
Практична робота №11
Тема: Вивчення конструкції та принципу роботи автомата А5‑АП8Б для пакування сипких продуктів у подвійні паперові пакети
Мета роботи
Вивчити конструкцію та принцип роботи автомата А5-АП8Б для пакування сипких продуктів у подвійні паперові пакети
Теоретичні відомості
Автомат А5-АП8Б призначений для виготовлення подвійних паперових пакетів, фасування і запаковування в них солі масою 1 кг
Автомат (рис. 1) складається із станини 10, механізму 4 подачі паперу, механізму 5 подач етикеток, пакетного ротора 6, наповнювального ротора 5, пакувального ротора 2, об'ємного стаканчикового дозатора 8, транспортера 3 готова продукція.
Основою автомата є станина 10, на якій укріплені всі механізми автомата. Станина складається з фундаментної плити, двох бокових стійок і трьох верхніх траверс, з'єднаних між собою.
Пакетний 6 і наповнювальний 9 ротори закріплені на вертикальних валах і розташовані в одній площині з пакувальним ротором 2. Площини пакувального і виконавчого роторів розташовані перпендикулярно один до одного. Механізми 4 і 5 закріплені на станині. Механізм 7 повороту і передачі пакету розташований на верхній площині станини між пакетним і наповнювальним роторами.
Стаканчиковий дозатор 5 із бункером 12 прикріплений до бокової стійки станини.
Привід автомата здійснюється від електродвигуна 1, який розташований за межами станини і кріпиться фундаментними болтами до підлоги або спеціального фундаменту. Від електродвигуна через клинопасову передачу приводяться в рух кулачкові вали 11, розташовані всередині станини автомата.
Транспортер 3 готової продукції закріплений на станині.
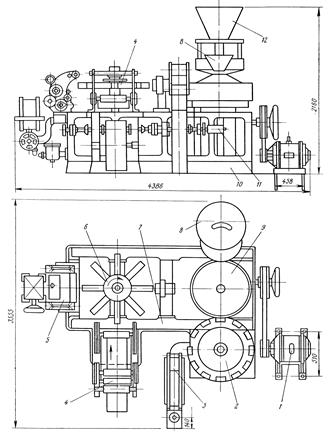
Рис. 1. Автомат А5-АП8Б для пакування солі у подвійні паперові пакети
Технологічна схема автомата приведена на рис. 2. Папір для виготовлення внутрішнього пакету надходить з рулону 1. Механізмом 2 наноситься клей для склеювання подовжнього шва пакету і механізмом 3 відрізується заготовка необхідного розміру, яка подається на оправку пакетного ротора. На оправці пакет обтискається (поз. 4), закладаються подовжній шов (поз. 5), правий (поз. 6) і лівий (поз. 7) клапани дна внутрішнього пакету. При подальшому переміщенні ротора на оправку подається заготовка зовнішнього пакету (етикетка). Етикетка береться із камери 8 вакуум-захватами 9, змащується клеєм для склеювання подовжнього шва дна, а також внутрішнього і зовнішнього пакетів між собою (поз. 10) і подається на оправку (поз. І) пакетного ротора.
Виготовлення зовнішнього пакету здійснюється шляхом виконання наступних операцій: обтиску пакету на оправці (поз. 12), закладенні подовжнього шва (поз. 13) і закриття вузьких клапанів внутрішнього і зовнішнього дна пакету (поз. 14), закладення правого (поз. 15) і лівого (поз. 16) клапанів, притисканні дна пакету (поз. 17) до оправки, нанесеня дати на пакет (поз. 18) і знімання готового пакету з оправки (поз. 19).
Матеріалом для внутрішнього пакету служить рулонний підпергамент марки ПБ (ГОСТ 1760—68) або папір обгортувальний марки Б (ГОСТ 8273—75); для зовнішнього пакету — папір марки Б (ГОСТ 7247—73). Як клей використовується поливінілацетатна емульсія марки ВВ (ГОСТ 18992—73) або клей декстриновий (ГОСТ 6034—74).
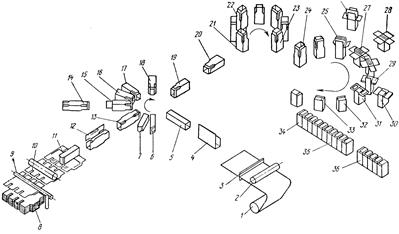
Рис.2.технологічна схема автоматів А5-АП8Б
Готовий пакет, знятий з оправки, повертається на 90°, а потім спеціальним механізмом (поз. 20) подається в гніздо наповнювального ротора (поз. 21). У наповнювальному роторі пакет наповнюється продуктом (поз. 22) і утрясається, після чого передається з гнізда наповнювального ротора (поз. 23) в гніздо пакувального ротора (поз. 24).
У пакувальному роторі здійснюються розкриття вузьких клапанів зовнішнього пакету (поз. 25), розтягування верху внутрішнього пакету (поз. 26), утворення замку внутрішнього пакету (поз. 27), обтиск замка внутрішнього пакету і заштовхування його всередину зовнішнього пакету (поз. 28), загин вузьких клапанів зовнішнього пакету (поз. 29, 30), нанесення клею на широкі клапани пакету (поз. 31), закриття широких клапанів верху зовнішнього пакету (поз. 32), притиск і прогрівання верху зовнішнього пакету (поз. 33) і видача його на транспортер (поз. 34). При русі пакету на транспортері відбувається обтиск і остаточне склеювання верху пакету (поз. 35). Готовий пакет надходить на стіл (поз. 36) готової продукції.
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи пакувального автомата і його функціональної схеми та короткий опис роботи.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
Практична робота № 12
Мета роботи
На прикладі автоматів APT, M6-AP2T, АРС, APIC, М6-АР2С ознайомитися із конструкцією і принципом роботи обладнання для пакування пластичних продуктів
Теоретичні відомості
Автомати APT, M6-AP2T, АРС, APIC, М6-АР2С Перераховані автомати призначені для фасування та запаковування сиру чи солодкої сирної маси в пергамент (ГОСТ 1341-74) з попередньо видрукуваною етикеткою.
Автомати APT і М6-АР2Т призначені для фасування та запаковування сиру в брикети масою 250 або 125 г; автомати АРС і М6-АР2С – для запаковування солодкої сирної маси в брикети масою 100 г, автомат АР1С - у брикети масою 50 г. Всі автомати виконані на одній базі. Відмінність між автоматами для пакування сиру й автоматами для пакування сирної маси полягає тільки в конструкції дозатора.
Автомати М6-АР2Т и М6-АР2С відрізняються від автоматів APT і АРС наявністю підйомників для завантаження бункерів автоматів.
Автомати APT, АРС і АР1С (рис. 1) складаються зі станини 9 з головним приводом, механізму 1 утворення пачки, формуючого стола 4, дозатора 3, механізму 6 закладення пачки, транспортера 8, бункера 2.
Станина 9 установлена на чотирьох опорах 10. В ній розміщений головний привод автомата:
· електродвигун головного привода,
· варіатор швидкостей,
· зчеплення,
· два кулачкових вали з кулачками й зубчастими колісьми, від яких через важелі,
· зубчасту й ланцюгову передачі приводяться в рух механізми інших груп автомата,
· механізми привода гільзи й крана дозатора й знімання пачок з формуючого стола на транспортер.
На валу електродвигуна головного привода посаджений варіатор швидкостей, що обертається разом з ним. Від варіатора клиновим ременем через шків крутний момент передається валу зчеплення. При включеному зчепленні крутний момент через зубчасті колеса передається кулачковим валам.
Від одного кулачкового вала в рух приводяться формуючий стіл, механізм закладення, механізм підпресування й знімання пачок, від другого - гільза, поршень і кран дозатора, пуансон утворення пачки й механізм подачі розгорнення. На валу зчеплення змонтований маховик для ручного прокручування автомата. За допомогою маховика для зміни продуктивності автомата можна міняти відстань між валами електродвигуна, у результаті чого змінюється діаметр провідного шківа.
Механізм 1 служить для утворення пачки зі стрічки пакувального матеріалу. Він кріпиться на основному корпусі станини. Між двома стійками розміщені пуансон, матриця утворення пачки, механізм переносу розгорнення для пачки, ножа для відрізання розгорнення, сектори подачі пакувального матеріалу, датувальник, гальмо однобічної дії, механізм попереднього розмотування пакувального матеріалу, рулонотримач, механізм привода пуансона, механізм привода поршня, механізм привода відсікач.
Механізм утворення пачки приводиться в рух від головного привода. Циклічно обертаються нижній і верхній валики подачі пергаменту й валик переносу розгорнення. Від проміжної шестірні в рух приводиться транспортерна стрічка. Зворотно-поступальний рух пуансон одержує від кулачка через систему важелів. Важелі механізму подачі розгорнення одержують складний рух від двох кулачків. Наявність розгорнення під пуансоном контролюється щупом; при відсутності розгорнення щуп через мікровимикач зупиняє автомат.
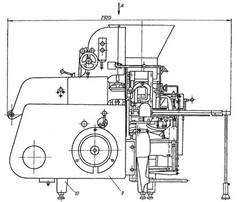
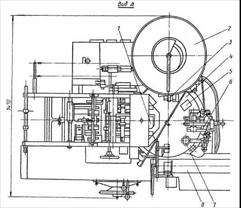
Рис.1. Автомати АРТ, АРС, АР1С для запаковування сиру та сирної маси
Формуючий стіл 4 призначений для виконання технологічних операцій, пов'язаних з фасуванням і запаковуванням продукту й зніманням готових пачок. Стіл має вісім гнізд 5, над якими монтуються відповідні механізми. У гнізда вставлені виштовхувачі з підйомниками, які сковзають по регульованих кулачках. Поворот формуючого стола здійснюється диском з роликами від кулачка.
Дозатор 3 служить для наповнення пачок певною дозою продукту. Заповнена продуктом гільза повертається отвором до крана. Отвору в гільзі й крані збігаються й через горловину крана під тиском, створюваним поршнем, продукт видавлюється в пачку, що перебуває в гнізді формуючого стола. Продукт від крана відтинається відсікачем. Після закінчення ходу поршня й відсіку продукту поршень відходить назад, роблячи всмоктування продукту, щоб уникнути випадання його із крана.
Механізм 6 закладення пачки складається зі стійки, системи важелів, трьох лапок, кронштейна я служить для завертки наповнених пачок. Лапки кінцевого закладення підгинають кінцеві стінки пачки, а лапкою бічного закладення підгинається одна бічна стінка. При обертання столу виробляється підгинання іншої стінки.
Заповнені пачки подаються під механізм підпресування 7, де вони остаточно формуються.
Транспортер 8 служить для знімання й відводу пачок від формуючого столу. Пачки від формуючого стола подаються на механізм, який перевертає їхньою загорнутою стороною долілиць, щоб при транспортуванні вони не розгорталися.
Автомати М6-АР2Т и М6-АР2С (рис.2) мають аналогічну конструкцію, але додатково оснащені підйомником.
Підйомник 2 призначений для завантаження бункера 1 автомата фасувальним продуктом. Наповнена продуктом візок вручну накочується на площадку каретки, де відбувається автоматична фіксація візка за допомогою педалі. Натисканням кнопки «Нагору» включається електродвигун, що обертає гвинт подачі каретки. Каретка з візком при цьому рухається нагору.
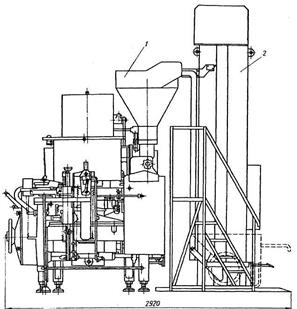
Рис. 2. Автомати М 6-АР2Т і М 6-АР2С для запаковування сиру й сирної маси
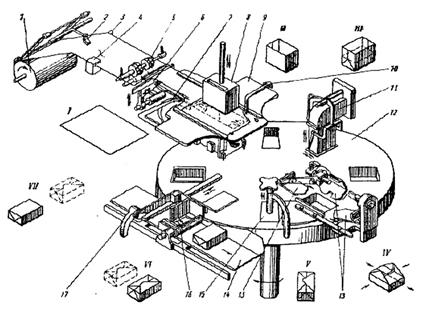
Рис.2.технологічна схема автоматів АРТ, М6-АРТ2, АР1С і М6-АР2С
Після того як ролик, установлений на кінці кронштейна, зайде в упор, візок перекинеться й відбудеться вивантаження продукту. При натисканні кнопки «Донизу» візок опускається. Електродвигун вимикається за допомогою кінцевих вимикачів. Щоб зняти візок із площадки, необхідно нажати ногою на педаль.
Всі частини автомата, що стикаються із продуктом, легко демонтуються для чищення й стерилізації. Конструктивно автомат виконаний так, що всі послідовні операції фасування та запаковування продукту відбуваються по колу. Сполучною ланкою між групами є обертовий формуючий стіл із гніздами.
Технологічний процес фасування та запаковування (рис. 3) відбувається таким чином.
Стрічка пакувального матеріалу з рулону 1 подається на напрямний валик 3, потім під механізм притискання 2 і після нього під механізм нанесення дати 4. За допомогою регульованих секторів 5 пакувальний матеріал проходить між ножами 6, які відрізають задану довжину (поз.1), важелями 7 і секторами розгортання подається на формуючу матрицю 9 під пуансон 8.
Щуп 10 контролює наявність розгорнення на матриці. Якщо розгорнення немає, автомат зупиняється. Пуансон 8 опускається й проштовхує розгорнення через матрицю 9, надаючи їй форму пачки (поз.11). За допомогою пуансона 8 пачка вставляється в гніздо формуючого стола 12.
Об'ємний дозатор 11 заповнює пачку (поз. ІІІ) певною порцією продукту, а механізм закладення 13 загортає пачку (поз. IV). Механізм підпресування 15 надає пачці остаточну форму (поз. V). Виштовхувач виштовхує пачку (поз. VI) із гнізда формуючого стола 12, а знімач 17 доставляє пачку на механізм 16, який укладає пачку закритою стороною долілиць (поз. VII). Пачка надходить на транспортер 14, з якого вона вручну знімається й укладається в тару.
Автомати APT і М 6-АР2Т поставляються налагодженими для фасування та запаковування сиру по 250 р. Вузли й деталі для фасування та запаковування сиру по 125 г поставляються на вимогу замовника окремо. Електроустаткування автоматів розраховане на підключення до трифазної мережі напругою 220/380 В.
Технічна характеристика автоматів
| Характеристика | АРТ (М6-АР2Т) | АРС | АР1С |
| Продуктивність, пачок за хвилину | 40...72 (60...85) | 40...72 (60...85) | 40...72 (60...85) |
| Маса брикету, г | 250 або 125 | 100 | 50 |
| Розмір пачки, мм | |||
| масою 250 г | 100x75x37+1 | 75x50x28 + 2 | 50х37х30±1 |
| масою 125 г | 75x50x37+1 | ||
| Точність дозування, % | + 2 | + 2 | ±2 |
| Потужність електродвигуна, кВт | 1,5(2,2) | 1,5 | 1,5(2,2) |
| Зовнішній діаметр рулону, мм | до 300(400) | ||
| Ширина рулона для пакета, мм | |||
| масою 250 г | 238 ±2 | 160 + 2 | 135+1 |
| масою 125 г | 188 ±2 | ||
| Товщина пергаменту, мм | 0,05...0,08 | ||
| Розмір розгортки коробки, мм | |||
| масою 250 г | 238±2 x 190 | 160±2х150 | 135±1x105 |
| масою 125 г | 188±2 x 150 | ||
| Габарити автомата, мм | |||
| довжина | 2920 | ||
| ширина | 1470(2920) | 1470 | 1470(2920) |
| висота | 1560(3726) | 1560 | 1560(3726) |
| Маса автомата, кг | 1350(1963) | 1350 | 1350(1963) |
| Вантажопідйомність підйомника, кг | 250 | ||
| Висота завантаження, мм | 2100 | ||
| Потужність привода підйомника, кВт | 3 | ||
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи пакувального автомата і його функціональної схеми, а також короткий опис конструкції і роботи пакувального автомата і його механізмів.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції пакувального автомата.
ВИКОНАННЯ ПРАКТИЧНОЇ РОБОТИ
Під час виконання практичної роботи студент повинен:
1. Ознайомитися із конструкцією і принципом роботи пакувального обладнання. Зобразити ескіз функціональної схеми та зробити короткий опис конструкції пакувального автомата.
2. Детально вивчити конструкцію і взаємодію основних виконавчих механізмів пакувального автомата.
3. Вказати основні переваги і недоліки конструкції даного пакувального обладнання.
4. Запропонувати шляхи удосконалення конструкції пакувального автомата.
ОФОРМЛЕННЯ ЗВІТУ ПО РОБОТІ
Звіт до практичної роботи пишеться власноруч розбірливим почерком на чистих аркушах паперу формату А4 (допускається використання листів формату А3 для наведення креслень, рисунків, схем, діаграм, графіків тощо) відповідно до вимог ЄСКД і ЄСТД.
При написанні тексту залишають поля. Відстань від краю сторінки до межі тексту з лівого боку не менше 25 мм, від верхнього або нижнього краю – не менше 15 мм.
Текст звіту, включаючи формули, графіки і таблиці, підписи під малюнком тощо повинен виконуватися чорнилом або пастою одного кольору. Всі рисунки і таблиці повинні мати назви і заголовки відповідно до вимог ЄСКД і ЄСТД.
Титульна сторінка звіту оформляються за відповідною формою (Додаток) і не нумерується. Нумерація сторінок, рисунків, таблиць, формул має бути наскрізною в межах роботи.
У тексті не допускаються скорочення слів (крім загальноприйнятих). На одній сторінці тексту допускається не більше п'яти виправлень, інакше сторінка тексту повинна бути переписана.
В тексті роботи повинні бути відповідним чином оформлені посилання на використані джерела.
У кінці звіту роботи розміщують: висновок по роботі, список використаних джерел, а також за потреби додатки.
Додаток
Міністерство освіти і науки України
Луцький національний технічний університет
Кафедра ПАВП
ПРАКТИЧНА РОБОТА № 1
Тема: Вивчення конструкції та принципу роботи фасувального автомата для тихих вин
Виконав: ст. гр. ІМ-32
Іванов Іван Іванович
Перевірив : викладач
Бондарчук Д.В.
Луцьк 2011
Для нотаток
Навчально-методичне видання
Методичні вказівки
до виконання практичних робіт з дисципліни:
«Пакувальне обладнання» (частина ІІ)
для студентів напрямку підготовки 6.050502 «Інженерна механіка» фахового спрямування 6.05050206
“Машини і технологія пакування”
всіх форм навчання
Комп’ютерний набір та верстка: Д.В.Бондарчук
Підп. до друку _____._____.200_ р. Формат 60×84/16. Папір офс.
Гарн. Таймс. Ум. друк. арк.____. Обл.– вид. арк. ___
Тираж ____ прим. Зам.______.
Редакційно-видавничий відділ
Луцького національного технічного університету
43018, м. Луцьк, вул. Львівська,75
Друк – РВВ ЛНТУ
 | |||
 | |||
Міністерство освіти і науки, молоді та спорту України
ПАКУВАЛЬНЕ ОБЛАДНАННЯ
Методичні вказівки
до виконання практичних робіт
частина ІІ (МОДУЛЬ ІІ)
для студентів напрямку підготовки
6.050502 «Інженерна механіка»
фахового спрямування 6.05050206
“Машини і технологія пакування”
всіх форм навчання
ЛУЦЬК 2011
ВСТУП
Метою вивчення дисципліни «Пакувальне обладнання» є ознайомлення із конструкціями і роботою обладнання для пакування рідких, пастоподібних, пластичних продуктів і штучних виробів.
Практичні роботи є одним із видів аудиторних занять. Під час проведення практичних занять з дисципліни «Пакувальне обладнання» передбачається вивчення конструкції і принципу роботи технологічних машин і їх основних функціональних вузлів для пакування рідких, пастоподібних, пластичних продуктів і штучних виробів в індивідуальну, групову і транспортну упаковку.
ЗМІСТ
ВСТУП.... 2
МОДУЛЬ ІІ. Обладнання для пакування сипких і пластичних продуктів.. 4
Практична робота №8.. 4
Тема: Вивчення конструкції та принципу роботи автомата А5‑АР5‑Б для пакування сипких продуктів.. 4
Практична робота №9.. 8
Тема: Вивчення конструкції та принципу роботи автомата М1-АРЖ для пакування круп 8
Практична робота №10.. 13
Тема: Вивчення конструкції та принципу роботи автоматів М6-АРУ і М6-АР1У для фасування і пакування плавленого сиру в алюмінієву фольгу.. 13
Практична робота №11.. 24
Тема: Вивчення конструкції та принципу роботи автомата А5-АП8Б для пакування сипких продуктів у подвійні паперові пакети.. 24
Практична робота № 12.. 29
Тема: Вивчення конструкції та принципу роботи автоматів APT, M6-AP2T, АРС, APIC, М 6-АР2С для пакування сиру й сирної маси.. 29
ВИКОНАННЯ ПРАКТИЧНОЇ РОБОТИ.... 37
ОФОРМЛЕННЯ ЗВІТУ ПО РОБОТІ. 37
Дата: 2019-03-05, просмотров: 470.