1. Гавва О.М., Беспалько A.M., Волчко АЛ. Пакувальне обладнання в 3 кн. — 1 кн. Обладнання для пакування продукції у споживчу тару / За ред. О.М.Гавви, — Київ: ІАЦ «Упаковка», 2008. — 436 с.
2. Современное оборудование для упаковки пищевых продуктов / Ю.В. Бурляй, Л. А. Сухой/ - М.: Пищевая промышленность, 1978 – 237с.
Практична робота №10
Тема: Вивчення конструкції та принципу роботи автоматів М6-АРУ і М6-АР1У для фасування і пакування плавленого сиру в алюмінієву фольгу
Мета роботи
На прикладі автоматів М6-АРУ і М6-АР1У ознайомитися із конструкцією і принципом роботи обладнання для фасування і пакування пластичних продуктів в алюмінієву фольгу
Теоретичні відомості
Автомат М6-АРУ призначений для утворення коробок з алюмінієвої фольги (ГОСТ 745—73), фасування і запаковування в них брикетів плавленого сиру масою 62,5 і 100 г, наклейки на коробки паперової етикетки (ГОСТ 7625—87). Автомат М6-АР1У призначений для утворення коробок з алюмінієвої фольги, фасування і упаковки в них брикетів плавленого сиру масою 30 г і наклейки на коробки паперової етикетки.
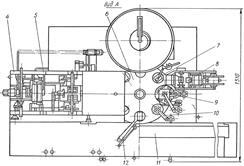
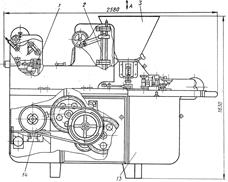
За конструкцією автомати аналогічні. Автомат (рис. 1) складається із станини з головним приводом, механізму 2 утворення коробки, столу, що формує, 6, дозатора 3, механізму 9 закладень, транспортера, механізму утворення кришки і наклейки етикетки. Всі послідовні операції фасування і запаковування продукту відбуваються по колу. Сполучною ланкою між групами є формуючий стіл з вісьмома гніздами, розташованими рівномірно по колу.
Станина 13 є масивним корпусом на чотирьох опорах. У ній розміщені головний привід 14 автомата, що включає електродвигун і варіатор швидкостей, посаджений на вал електродвигуна; три вали з кулачками і зубчатими колесами, від яких через важелі, зубчату і ланцюгову передачі отримують рух механізми решти груп автомата. У станині знаходяться також вакуумний насос з приводом, механізми приводу гільзи і мундштука дозатора, а також механізм знімання брикетів із формуючого столу на транспортер.
Для зміни продуктивності автомата служить окремо встановлений електродвигун, який через редуктор передає крутний момент гвинту, що пересуває уздовж направляючих електродвигун головного приводу. Електрична схема виконана так, що дозволяє валу електродвигуна регулювання продуктивності обертатися в будь-яку сторону.
Механізм 2 утворення коробки кріпиться на станині і отримує рух від головного приводу через зубчату передачу. Вся передача механізму закрита огорожею в правій стійці.
Між правою 5 і лівою 4 стійками станини розміщуються рулонотримач, гальмо рулона, розмотувач фольги, гальмо односторонньої дії, що утримує фольгу від прослизання у зворотному напрямі, верхній і нижній валики подачі фольги, штамп з приводом для відрізання розгортки фольги, механізми подачі розгортки, перенесення розгортки, механізм пуансона з приводом і матриця утворення коробки.
До правої стійки кріпляться механізм переміщення валу рулонотримача фольги і гальмо односторонньої дії. До лівої стійки кріпляться вісь з приводом поршня дозатора, вісь з щупом наявності розгортки над матрицею, ресивер і механізм 1 наклейки етикеток. Від проміжної шестерні механізму утворення коробки приводиться в рух стрічка транспортера готової продукції.
Формуючий стіл 6 є корпусом, в центрі якого проходить вертикальний порожнистий вал. Фланець валу упирається в корпус через упорний підшипник. До верхнього кінця валу спеціальною гайкою кріпиться диск формуючого столу з вісьма гніздами, в які вставлені форми. До диска столу через втулки кріпиться направляюче кільце. У отвори направляючого кільця вставлені підйомники, головки яких входять в пази виштовхувачів, що знаходяться у формах столу. До корпусу шарнірно прикріплений кулачок, по якому при обертанні столу ковзають підйомники.
|
Рис.1. Автомат М6-АРУ для фасування і пакування плавленого сиру в алюмінієву фольгу
На іншому кінці вертикального валу жорстко закріплений диск з вісьма роликами, через які вертикальний вал разом із формуючим столом, отримує періодичний обертальний рух від циліндричного кулачка. Під час періодичного обертання формуючого столу підйомники ковзають по робочих профілях кулачків, змінюючи положення виштовхувачів у формах по вертикалі.
Об'ємний дозатор 3 є корпусом, в горизонтальний отвір якого поміщена гільза з поршнем. До вертикальної стінки корпуса кріпиться кран, в якому знаходиться мундштук з відсікачем. Зверху до корпуса дозатора двома головками кріпиться двостінний бункер, в сорочку якого через отвори може бути підведена гаряча або холодна вода. Герметичність з'єднання бункера з корпусом забезпечує гумове кільце. Усередині бункера на вертикальному валу укріплений шнек з пером. Герметичність корпусу дозатора з вертикальним валом забезпечують манжети. Гільза має в бічній стінці вікно. При включеному дозаторі гільза здійснює коливний рух, повертаючись отвором то у бік бункера, то у бік крана.
Мундштук крана отримує вертикальний зворотно-поступальний рух від кулачка через шток, жорстко пов'язаний з планкою, стержнем і вилкою, яка входить в пази мундштука. При опусканні мундштука відсікач упирається в кінець тяги, долає опір пружини і відкриває отвір мундштука.
Механізм 9 здійснює загинання країв коробки, наповненої продуктом, і підпресовування, надаючи брикету остаточної форми. При підпресовуванні на брикеті видавлюється дата.
Механізм загортання складається з окремих вузлів, закріплених на штоках, які поміщені у вертикальні отвори корпусу столу, що формує.
Механізм, що здійснює загинання країв коробки, складається з двох шарнірно з’єднаних кронштейнів. Один з кронштейнів складається з нижнього корпусу, двох поворотних дисків і верхнього корпусу. У горизонтальних пазах нижнього корпусу поміщені пластмасові вкладиші, в яких знаходяться повзуни кінцевого і бічного закладення. Диски мають ще радіальні пази, в які входять осі з роликами, що забезпечують концентричний поворот дисків. Поворот дисків здійснюється за допомогою двох тяг.
При роботі автомата механізм, що загинає краї коробки, взаємодіє з конічним кулачком, жорстко сполученим з важелем. Важіль таким же чином, як і механізм загинання, кріпиться до вертикального штока.
Механізм 10 підпресовуваннями являє собою прес, закріплений на важелі. Важіль вільно насаджений на вертикальний шток. З штоком жорстко з’єднана вилка напрямної. У вилку введений регулювальний гвинт, який проходить в отвір корпусу кронштейна. У пресі розміщені колодки для нанесення дати. Колодки підтримуються пластинкою, яка кріпиться до пресу гвинтами.
При підході коробки з продуктом до механізму закладення механізм загинання країв коробки опускається над формуючим столом. Разом з ним опускається конічний кулачок; оскільки хід конічного кулачка менший, то він зупиняється раніше, а механізм загинання продовжує опускатися. При цьому верхні кінці лапок звільняються (лапки розсовуються конічним кулачком) і вони займають таке положення, при якому пластинки на нижніх кінцях встановлюються в кутах коробки. Після цього від кулачків через важелі і тягу диски по черзі отримують обертальний рух, пересуваючи повзуни кінцевого І бічного закладення. Потім конічний кулачок опускається, розсовуючи верхні кінці лапок, при цьому нижні кінці лапок виводяться з-під заломлених країв коробки. Потім механізм загинання разом з конічним кулачком піднімається вгору. Цикл повторюється. Механізм підпресовування опускається вниз, коли під прес підходить коробка із заломленими краями. Кулачок приводу преса сконструйований так, що кожен брикет підпресовується двічі.
Брикети, зрушені із формувального столу на транспортерну стрічку, розташовуються в один ряд.
Транспортер 11 є горизонтально розташованою рамою, що складається з кронштейна, в підшипниках якого проходить валик. До кронштейна прикріплено дві смуги, на яких за допомогою накладок кріпиться натяжний ролик. Через ролики перекинутий плоский ремінь. До смуг прикріплено два кронштейни: одним транспортер кріпиться до стійки автомата, а до іншого прикріплений упор, за допомогою якого досягається горизонтальність транспортера. На раму транспортера виведена ручка для ручного виключення дозатора.
Механізм 12 здійснює знімання готових брикетів із столу, що формує, на транспортер.
Механізм 8 утворення кришок призначений для розмотування стрічки пакувального матеріалу з рулону, подачі стрічки, відрізання кришки, перенесення і укладання її на коробку з продуктом.
При укладанні кришки одночасно відбувається вирівнювання продукту. На верхній площині корпусу механізму утворення кришки кріпляться дві боковини (між ними розташовані механізми подачі стрічки пакувального матеріалу і відрізання кришки) і механізм перенесення кришки на коробку з продуктом, а знизу — вакуум-реле. У підшипниках нижньої частини корпусу поміщений горизонтальний вал приводу механізму утворення кришки, на якому закріплені зірочки і блок кулачків.
Лапка 7 перенесення кришки здійснює зворотно-поступальний рух по вертикалі і коливний радіальний рух в горизонтальній площині.
Вакуум-реле являє собою корпус з кришкою. Між фланцями корпусу і кришки поміщена мембрана, прикріплена гвинтом до штока. На шток надіта пружина стискання.
 При роботі автомата мембрана під дією вакууму вигинається, стискаючи пружину, і шток звільняє кнопку мікроперемикача. За відсутності кришки на ножі-столику отвори на лапці перенесення кришки залишаються відкритими і розрідження в просторі вакуум-реле зменшується, тоді сила стиснення пружини долає силу вакууму, що діє на мембрану, шток натискає кнопку мікроперемикача, і електродвигун головного приводу вимикається.
При роботі автомата мембрана під дією вакууму вигинається, стискаючи пружину, і шток звільняє кнопку мікроперемикача. За відсутності кришки на ножі-столику отвори на лапці перенесення кришки залишаються відкритими і розрідження в просторі вакуум-реле зменшується, тоді сила стиснення пружини долає силу вакууму, що діє на мембрану, шток натискає кнопку мікроперемикача, і електродвигун головного приводу вимикається.
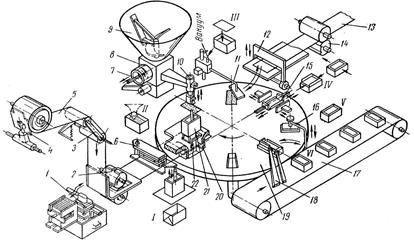
Рис.2.технологічна схема автоматів М6-АРУ і М6-АР1У
Механізм 1 наклейки етикетки призначений для відділення етикеток по одній із стопки, що знаходиться в магазині, нанесення клею на етикетки і наклейки їх на стрічку пакувального матеріалу. Механізм кронштейном кріпиться до лівої стійки механізму утворення коробки. У кронштейн запресовані два вертикальні штоки, на яких вільно посаджений основний корпус. До корпусу кріпляться магазин етикеток, кронштейн, напрямна, а також два горизонтальні штоки.
У горизонтальних пазах магазина етикеток знаходиться притискна колодка, в яку запресований стрижень з надітою на нього пружиною. Другий кінець стрижня вільно проходить в отвір упору для пружини. Під дією пружини колодка притискує етикетки до пластинок.
У вертикальному отворі кронштейна проходить шток, на якому жорстко закріплена вилка нанесення клею з чотирма стрижнями. До нижнього кінця штока кріпляться шарнірно тяга і жорстко палець, що входить в паз що направляє, прикріпленою до кронштейна. У горизонтальний шток вільно вставлена вісь. На одному кінці осі жорстко закріплений хомутик із запресованою віссю ролика, а на іншому — головка, в отвір якої вільно вставлений стрижень з пружиною вакуум-захвата. У отвір фланця головки вставлено чотири підпружинені пальці, які служать для притискання етикеток до фольги. Вакуум до вакуум-захвату підводиться через ніпель.
Технологічний процес фасування і упаковки сиру (рис. 2) відбувається таким чином. Бункер 9 дозатора наповнюється сирною масою, а механізми утворення коробки і кришки заправляються пакувальним матеріалом. Магазин механізму 1 наклейки етикеток заправляється етикетками, а ванна заповнюється клеєм. Стрічка 5 пакувального матеріалу для коробки за допомогою секторів і роликів 2 подається на штамп 6. Для плавного розмотування стрічки з рулону встановлені компенсатор 3 і гальмо 4, що діє безпосередньо на рулон. Вирізана штампом розгортка секторами і роликом подається на формуючу матрицю 20. Пуансон 21, проходячи усередині матриці, утворює коробку (поз. І) і за допомогою вилки 22 залишає її в гнізді формувального столу.
У момент припинення подачі стрічки пакувального матеріалу під штамп на ділянку стрічки, розташованої у вертикальному положенні, механізмом наклейки етикеток наклеюється паперова етикетка. Етикетки по одній відділяються вакуум-захватом від стопки, що знаходиться в магазині, і переносяться до стрічки пакувального матеріалу. По дорозі вакуум-захват повертається так, щоб етикетка знаходилася в горизонтальному положенні над ванною з клеєм. В цей час вилка 22 піднімається і стрижні наносять клей на етикетку в чотирьох крапках. Вакуум-захват з етикеткою продовжує рухатися до того моменту, коли етикетка стає у вертикальне положення і в цьому положенні наклеюється на стрічку пакувального матеріалу. При періодичному обертанні формувального столу 19 гнізда з коробками послідовно переміщаються до дозатора, механізмів утворення кришки, закладення, підпресовування і знімання брикетів.
Дозування продукту здійснюється таким чином: шнек, обертаючись в бункері дозатора, перемішує сирну масу. При повороті гільзи 8 отвором у бік бункера поршень 7, відходячи назад, засмоктує продукт в гільзу. При повороті гільзи у бік крана 10 відбувається відділення дози. Одночасно мундштук крана опускається вниз, а відсікач відкриває отвір мундштука. Коли отвір гільзи співпадає з отвором крана, поршень, рухаючись вперед, виштовхує певну порцію продукту в коробку (поз. ІІ). Потім цикл повторюється.
Пакувальний матеріал 13 для кришки розмотується секторами і роликами 14 і подається на нерухомий ніж-столик. Рухомий ніж 12, опускаючись вниз, відрізує кришку. Як і в механізмі утворення коробки для плавнішого розмотування стрічки в механізмі утворення кришки встановлені компенсатор і гальмо. Відрізана кришка лапкою 11 переноситься на коробку з продуктом, одночасно вирівнюючи поверхню продукту (поз. ІІІ). Механізм закладення 15 здійснює зачистку країв коробки (поз. ІV), а механізм підпресовування 16 забезпечує щільність брикета і надає йому форму, одночасно видавлюючи дату (поз. V). Механізм 18 знімання брикетів зіштовхує брикети із формувального столу на стрічку транспортера 17, розташовуючи їх в один ряд (поз. VI).
Автомат М6-АРУ випускається відрегульованим на випуск брикетів масою 100 р. Для переналагодження автомата на випуск брикетів масою 62,5 г необхідно: зняти робочі органи — формувальну матрицю в зборі, пуансон утворення коробки в зборі, формувальний стіл в зборі (для чого потрібно зупинити автомат в певному положенні, відвернути спеціальний болт і за диск з гніздами підняти вгору), лапку перенесення кришки, механізми закладення в зборі, підпресовування, головку на-наклейки етикеток в зборі, вилку нанесення клею. Замість знятих робочих органів встановити відповідні змінні робочі органи для іншої маси; відрегулювати сектори подачі пакувального матеріалу, рівень виштовхувачів в позиціях укладання кришки і механізму закладення, знімач брикетів; підняти механізм наклейки етикеток так, щоб наклеєна етикетка знаходилася на центрі розгортки. Відповідно підняти вилку нанесення клею щодо штока. На дно магазина етикеток встановити колодку; переставити з положення А в положення Б фіксатор (тобто важіль приводу поршня дозатора переставити з одного кулачка на іншій) і кінець тяги в пазу важеля механізму подачі розгортки; встановити рулони пакувального матеріалу відповідної ширини.
Технічна характеристика автоматів М6-АРУ М6-АР1У
Продуктивність, упак. в хвилину........................................ 40...65
Температура фасованого продукта, °С............................. 65...75
Номінальна маса дози, г.............................................. 62,5; 30 і 100
Точність дозування, %....................................................................... ±2
Розмір брикетів, мм
масою 62,5 г............................................................................... 50х50х 50
масою 30 г................................................................................... 50х24х12
масою 100 г................................................................................. 71x52x26
Ширина рулону, мм
для коробки
при фасовці 62,5 г............................................................................. 120
при фасовці 100 г.............................................................................. 126
для кришки
при фасовці 62,5 г............................................................................... 50
при фасовці 100 г................................................................................ 70
Розмір етикеток, мм
при фасовці 62,5 г........................................................... (42х42)±0,2
при фасовці 100 г............................................................ (60x40)±0,2
Потужність електродвигуна
головного приводу (тип АОЛ2-32-6), кВт............................. 2,2
Потужність електродвигуна регулювання
продуктивності (тип АОЛ-0,11-2), кВт................................. 0,08
Габарити, мм.............................................................. 2740x1510x1630
Маса, кг.................................................................................................... 1420
Автомат обслуговує одна людина
Звіт по роботі
Звіт по роботі повинен містити:
1. Ескізи та короткий опис конструкції та принципу роботи автоматів М6-АРУ і М6-АР1У.
2. Викладені у письмовій формі основні недоліки та шляхи удосконалення конструкції наведених автоматів.
Дата: 2019-03-05, просмотров: 358.