Изделий и конструкций
Изготовление сборных бетонных и железобетонных изделий и конструкций на заводах и полигонах включает следующие основные операции: заготовку необходимых каменных материалов с проверкой их качества; приготовление бетонной смеси; изготовление арматурных каркасов, элементов и закладных деталей; установку арматуры в формы, закладку монтажной арматуры и деталей, изготовление новых форм и опалубки, а также очистку и смазку уже использованной опалубки, формование изделий, обеспечение условий нормального или ускоренного процесса твердения бетона; освобождение готовых изделий и конструкций из форм и подготовку этих форм к следующему циклу, обработку лицевых и фактурных поверхностей изделий. На заводе могут также производиться укомплектование и сборка деталей и конструкций.
Технология получения бетонных изделий (бортового камня, тротуарной плитки, оголовков труб и т. д.) несколько проще, так как не требуется армирование изделий.
В настоящее время сборные бетонные и железобетонные конструкции изготовляют по трем схемам, определяющим признаком которых является способ формования.
При изготовлении изделий в неперемещаемых формах все технологические операции от установки опалубки, арматуры, заполнения бетонной смесью, ее уплотнения и до твердения и извлечения готовых изделий выполняются на одном месте. Такой способ применяется при изготовлении массивных конструкций, например пролетных строений мостов, ферм, арок и плит для дорожных и аэродромных покрытий и др. К этому же способу относят формование изделий и конструкций на плоских стендах и в кассетах.
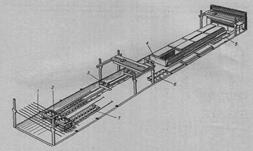
 Рис. 10. Кассетно-формовочная машина: 1 - рама; 2 - упоры для обжатия кассеты; 3 - бетонопровод для пневмотранспорта бетонной смеси;
Рис. 10. Кассетно-формовочная машина: 1 - рама; 2 - упоры для обжатия кассеты; 3 - бетонопровод для пневмотранспорта бетонной смеси;
4 – гаситель (циклон) для бетонной смеси при пневмотранспорте смеси; 5 -гибкий шланг для загрузки смеси в формы; 6 - роликовые опоры разделительных стенок: 7 - навесные вибраторы; 8 - вертикальные разделительные стенки кассеты; 9 - подводка для пара в тепловые отсеки; 10 - гидроцилиндр для привода распорных рычагов; 11 - рычажная система для сборки и разработки кассеты (за счет перемещения вертикальных стенок)
При стендовом способе перемещается только технологическое оборудование для выполнения отдельных операций в порядке, предусмотренном технологией производства работ. Изделие остается на одном месте (стенде). Для улучшения использования площади цеха целесообразно изготовлять однотипные изделия в формах, размещаемых вдоль формовочной полосы, с выполнением операций по армированию и формованию одновременно во всех стендах.
Длинномерные детали рекомендуется формовать в вертикальном положении, а для изготовления однотипных тонкостенных деталей (плит) — применять кассеты. При кассетном способе весь технологический цикл ведется в неподвижной вертикальной форме-кассете, которая имеет ряд отсеков. Уменьшается потребность в производственных площадях и повышается производительность труда. Кассетным способом выгодно изготовлять различные плиты, бортовой камень, балки и т. д. В зависимости от длины различают стенды длинные (80...150м) и короткие (20...40м). Преимуществом длинных стендов является укрупнение объемов работ и лучшее использование механизмов. В ряде случаев целесообразно применять короткие стенды на одно или два крупноразмерных изделия, этим можно увеличить оборачиваемость стендов за счет сокращения длительности производственного цикла. Чаще всего стендовый способ используют при производстве изделий и конструкций на полигонах, где производственные площади не ограничены.
Изготовление изделий и конструкций в перемещаемых формах носит название поточного метода. При таком методе производства изделия перемещаются от одного рабочего поста к другому. За каждым постом закреплены соответствующее оборудование и обслуживающий персонал. Изготовление изделий по поточному способу осуществляется на конвейерах или агрегатно-поточных линиях. Конвейерная технологическая линия имеет несколько разновидностей. Тележечный конвейер состоит из форм-вагонеток, которые перемещаются в строго установленном ритме от одного поста к другому по кольцевому пути, длина которого рассчитана на выполнение всего производственного цикла. Ленточный конвейер — движущаяся бесконечная лента, на которой выполняются все технологические операции по подготовке форм, установке арматуры, укладке бетонной смеси и ее уплотнению, а также тепловой обработке. На некоторых заводах железобетонных изделий имеются и более простые конвейеры в виде комплекта обычных форм, перемещаемых на приводном роликовом пути.
По технологии производства бетонных и железобетонных изделий конвейерные линии делятся на линии непрерывного и периодического (пульсирующего) действия. Они имеют тоннельные камеры для тепловой обработки.
Конвейерные линии наиболее эффективны при серийном выпуске близких по типам и размерам изделий, так как в этом случае не требуется частой переналадки форм. Производственные площади используются здесь лучше, чем при стендовом способе.
Агрегатно-поточные технологические линии получили наибольшее распространение при изготовлении железобетонных изделий, требующих остановки не на всех рабочих постах, а только на тех, которые необходимы при изготовлении изделий данного вида. Время остановки на каждом посту может быть различным и колеблется от нескольких минут до нескольких часов. Отсутствие принудительного ритма перемещения и остановки форм позволяет на одном посту осуществлять несколько операций, благодаря чему более рационально используется технологическое и транспортное оборудование.
Способ непрерывного формования применяется в основном для формования несложных по конфигурации деталей и изделий (плиты перекрытия, балки и т.д.). Он характеризуется высокой производительностью труда и рациональным использованием производственных площадей. Изделия формуются на вибропрокатном стане (рис.11).
Для качества изделий и сохранности форм важен правильный выбор смазочных материалов, предотвращающих сцепление затвердевшего бетона со стенками формы. Хорошими смазочными материалами являются: масляные эмульсии с кальцинированной содой, масла, мыльно-цементные, а также водные суспензии тонкодисперсных порошков мела и гранита. Все эти материалы хорошо удерживаются на поверхности формы в процессе формования изделий, надежно предохраняют изделия от прилипания к формам, а также не ухудшают внешнего вида изделий и конструкций. К тому же они могут наноситься механизированным способом.
| 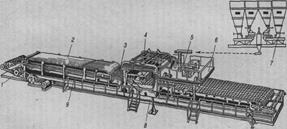 Рис.11. Вибропрокатный стан
Рис.11. Вибропрокатный стан
|
После подготовки форм (исправление повреждений, очистка от остатков затвердевшего раствора, смазка) производят установку арматуры железобетонных изделий и конструкций. Арматурные каркасы и сетки изготовляются в соответствии с рабочими чертежами на специальных сварочных машинах или стендах. Сетки и каркасы из стальных арматурных стержней соединяют точечной или контактной электросваркой.
При производстве бетонных и железобетонных изделий применяют различные по удобоукладываемости бетонные смеси и методы укладки .
1. Метод литья, при котором заполнение формы бетонной смесью происходит под действием собственного веса смеси. Этот метод формования изделий используется при наличии литых или подвижных смесей с осадкой конуса 14...18 см. В отдельных случаях требуется небольшая проработка смеси ручной штыковкой в углах формы или в местах скопления арматуры.
2. Формование изделий с применением виброобработки смеси для приведения се в пластично-текучее состояние. Этот метод применяется для изготовления изделий из малоподвижных и умеренно жестких смесей.
3. Виброобработка с относительно небольшой пригрузкой, применяемая для формования изделий из жестких бетонных смесей, отличающихся слабым разжижением и нуждающихся в некотором принудительном уплотнении давлением. К этому методу относятся силовое вибропрокатывание, виброштампование, вибротрамбование и др. Соотношение вибрационного и силового воздействия на бетон выбирается в зависимости от жесткости смеси. Однако основным является вибрационное воздействие, при котором достигается наибольшая плотность бетона при минимальных затратах энергии.
4. Принудительное уплотнение бетонной смеси прессованием, укаткой и трамбованием. К этой группе можно отнести и так называемый набивной метод формования, при котором смесь в форму подается с большой скоростью, благодаря чему се частицы размещаются в форме наиболее компактно. Эти методы применяются при использовании особо жестких смесей, вплоть до рыхло-сыпучих. Бетоны получаются с высокой плотностью и прочностью, хотя при этом требуются значительные затраты механической энергии и времени на формование изделий и конструкций.
5. Методы формования, при которых обеспечивается высокая плотность бетонов из малоподвижных и подвижных смесей с повышенным начальным содержанием воды, избыток которой удаляется из смеси в процессе ее уплотнения. К таким методам относятся: вибропрессование, при котором после виброуплотнения свежеуложенный бетон подвергается прессованию; центрифугирование, где формование смеси происходит под воздействием центробежного ускорения; вибровакуумирование, при котором избыточная вода отсасывается вакуум-насосами.
Заключительным этапом технологического процесса изготовления бетонных и железобетонных изделий является обеспечение заданного режима их твердения. В этот период бетон приобретает требуемую прочность, которая в зависимости от назначения изделия может быть равна или меньше марочной. В большинстве случаев прочность бетона изделий при отправке их потребителю должна быть не менее 70% марочной, а прочность железобетон-пых шпал — не менее 80%.
В зависимости от условий и температуры среды различают три режима твердения бетонных и железобетонных изделий: при обычных условиях и нормальной температуре (15...20°С); тепловая обработка при температуре до 100°С при нормальном давлении; автоклавная обработка — пропаривание при повышенном давлении (0,9...1,3 МПа) и температуре 175...200°С.
В первом случае необходимые условия для твердения бетона создаются при высокой относительной влажности воздуха без подачи тепла извне. Такой режим твердения чаще всего используется при изготовлении изделий на полигонах и в полевых условиях в летнее время. Для поддержания необходимой влажности организуют соответствующий уход за твердеющим бетоном. В таких условиях изделия достигают 70% марочной прочности в течение 7...10сут.
Тепловую обработку при температуре до 100°С и нормальном давлении можно вести различными способами. В заводской практике применяются следующие виды тепловой обработки: пропаривание в камерах при температуре 60...100°С; нагрев в закрытых формах с контактной передачей тепла бетону; электропрогрев пропуском электротока непосредственно через бетон, а также инфракрасными излучателями и индукционными токами в электромагнитном ноле. Сюда же можно отнести предварительный нагрев материалов при приготовлении бетонной смеси непосредственно перед ее укладкой в формы с последующим выдерживанием в условиях, обеспечивающих сохранение тепла.
В настоящее время на большинстве заводов сборного железобетона и небольших производственных полигонах тепловую обработку изделий производят в камерах периодического или непрерывного действия.
В камерах периодического действия все этапы процесса тепловой обработки (повышение температуры, поддержание ее в течение необходимого времени, остывание) циклически повторяются для каждой партии или изделия. На практике чаще всего используются камеры периодического действия ямного типа, полностью или частично заглубленные в землю. Глубина камеры примерно 2 м, размеры в плане зависят от размеров изделий. Изделия в формах загружают в камеру краном с укладкой в несколько рядов по высоте. После загрузки камеры плотно закрываются сверху специальными крышка-щитами, которые задерживают пар, используемый для нагревания изделий.
Контроль качества выпускаемых бетонных и железобетонных изделий и конструкций на заводах осуществляется лабораторией и отделом технического контроля (ОТК) завода. Лаборатория проверяет качество исходных материалов, подбирает состав бетона, определяет качество полуфабрикатов и бетона, а ОТК следит за правильностью технологических процессов и режимов тепловой обработки изделий. Контроль качества готовых изделий производят выборочно. Вначале при внешнем осмотре выявляют трещины, раковины и другие дефекты, а затем при помощи измерительных линеек и шаблонов проверяют правильность формы и размеры изделий. Если при контрольных осмотрах и замерах выявляются дефекты и отклонения в размерах, превышающие допускаемые, изделия бракуют.
Кроме того, производится контроль качества армирования изделий, который заключается в проверке правильности установки арматурного каркаса, стержней, сеток, закладных деталей, крюков, петель, а также определяется толщина защитного слоя бетона.
Прочность бетона устанавливают испытанием контрольных образцов, изготовленных одновременно с изделиями, а также образцов, чаще цилиндрической формы, высверленных из готовых изделий.
Дата: 2019-02-25, просмотров: 437.