История возникновения сварочного производства
Read and remember :
| № | English | Transcription | |||
Translation
Joining
Welding
Article
Depending
Joint
Strength
To be required
Soldering
To river
Permanent
Heating
Flame
To hammer
Weld
Care must be taken to ensure
Dirt
To weaken
To cause
Oxidation
Film oxide
Flux
To dissolve
To apply
Impurities
To squeeze
Vel – shaped
Butt – weld
Lap – weld
To generate
Xy – acetylene torch
Filler rod
Spot welding
Overlap
Laser welding
Electronic flam welding
Arc
Arc welding
1. Read the following Text:
WELDING
1. Welding is a process of joining together metallic parts by heating the place of contact to the fusion state.2. Welding processes are classified according to the source of energy employed for heating, the metals and the state of the metal at the place of welding.3. There are different types of welding such as hammer welding, thermit welding, electric arc welding, gas welding, etc.4. Hammer welding is a process in which two heated metal parts are joined and fused together by force from a power hammer.5. Thermit welding is a process consisting of a chemical reaction. 6. It is used in repairing large sections such as rails, frames, etc.7. Resistance welding process forms a whole group consisting of many types of welding such as spot welding, butt welding and others.8. In arc welding the workpieces are not melted by a flame. 9. They are melted by an electric arc. In order to create the arc, a powerful electric current must be provided. 10. The current must be at least 60 A, otherwise the arc will not create enough heat.11. In gas welding, it is necessary to use a mixture of two gases. 12. To create a hot flame, a combustible gas must be mixed with oxygen.13. Gas welding is normally used to join steel to steel.
Translate the Text in writing.
Put 7 general questions to the Text.
Retell the main idea from the Text.
Home Test
Ex.1 Match the sides:
| № | English | Transcription | |||
Translation
Joining
Welding
Article
Depending
Joint
Strength
To be required
Soldering
To river
Permanent
Heating
Flame
To hammer
Weld
Care must be taken to ensure
Dirt
To weaken
To cause
Oxidation
Film oxide
Flux
To dissolve
To apply
Impurities
To squeeze
Vel – shaped
Butt – weld
Lap – weld
To generate
Xy – acetylene torch
Filler rod
Spot welding
Overlap
Laser welding
Electronic flam welding
Arc
Ex.2 Choose the right variant.
| 1. Welding: a ) пайка; b ) шов; c ) сварка . | 2. Strength: a) A) прочность; b) B) длина; c) c) ширина. | 3. Heating: a) охлаждение; b) нагрев; c) плавка | 4. To apply: a) A) крепить; b) B) соединять; c) C) применять. |
VOCABULARY
v неразъемное соединение – a solid bond;
v технология – process, technology;
v угольный электрод – carbon electrode;
v точечная сварка – spot welding;
v роликовая сварка – roller welding;
v контактная сварка – resistance welding;
v припой – solder;
v переменный ток – alternating current;
v постоянный ток – direct current;
v легированный – alloyed;
v добавка – additive;
v увеличиваться / уменшаться (о токе) – to amplify / to attenuate.
***
Text 1.
Welding. 
1. Read and translate the text.
Welding is a process when metal parts are joined together by the application of heat, pressure, or a combination of both. The processes of welding can be divided into two main groups:
•pressure welding, when the weld is achieved by pressure and
•heat welding, when the weld is achieved by heat. Heat welding is the most common welding process used today.
Nowadays welding is used instead of bolting and riveting in the construction of many types of structures, including bridges, buildings, and ships. It is also a basic process in the manufacture of machinery and in the motor and aircraft industries. It is necessary almost in all productions where metals are used.
The welding process depends greatly on the properties of the metals, the purpose of their application and the available equipment. Welding processes are classified according to the sources of heat and pressure used: gas welding, arc welding, and resistance welding. Other joining processes are laser welding, and electron-beam welding.
Vocabulary
pressure welding сварка давлением
heat welding сварка нагревом
instead вместо, взамен
bolting скрепление болтами
riveting клепка
basic основной
to manufacture изготовлять
to depend зависеть от
purpose цель
gas welding газосварка
arc welding электродуговая сварка
resistance welding контактная сварка
laser welding лазерная сварка
electron-beam welding электронно-лучевая сварка
Answer the questions.
1. How can a process of welding be defined?
2. What are the two main groups of processes of welding?
3. How can we join metal parts together?
4. What is welding used for nowadays?
5. Where is welding necessary?
6. What do the welding processes of today include?
Find in the text.
1. Сегодня сварка используется вместо соединения болтами.
2. Сварочный процесс в основном зависит от свойств металла.
3. Она необходима почти во всех производствах, где используется металл.
4. Сварка нагреванием – самый распространенный процесс сварки сегодня.
5. Это основной процесс в машиностроении.
Read in the text.
1. …… are laser welding, and electron-beam welding.
2. …… in all productions where metals are used.
3. …… on the properties of the metals.
4. …… or a combination of both.
5. …… when the weld is achieved by heat.
Welding methods
(типы сварки)
1. Read and translate the text.
There are three basic welding methods: manual, semiautomatic and automatic.
Manual welding is the oldest method, and though its proportion of the total welding market diminishes yearly, it is still the most common. Here an operator takes an electrode, clamped in a hand-held electrode holder, and manually guides the electrode along the joint as the weld is made. Usually the electrode is consumable; as the tip is consumed, the operator manually adjusts the position of the electrode to maintain a constant arc length.
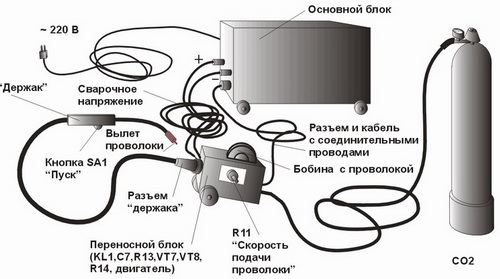
Semiautomatic welding is becoming the most popular welding method. The electrode is usually a long length of small-diameter bare wire, usually in coil form, which the welding operator manually positions and advances along the weld joint. The consumable electrode is normally motor-driven at a preselected speed through the nozzle of a hand-held welding gun or torch.
Automatic welding is very similar to semiautomatic welding, except that the electrode is automatically positioned and advanced along the prescribed weld joint. Either the work may advance below the welding head or the mechanized head may move along the weld joint.
Vocabulary 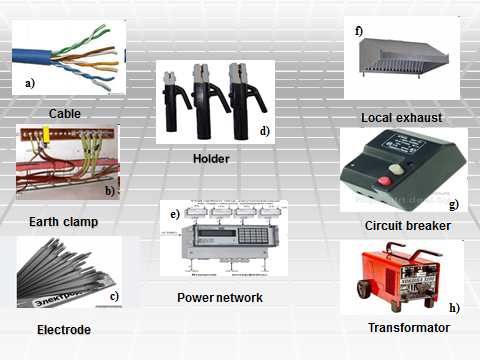
Сable кабель
Еarth clamp заземление
Еlectrode электрод
Holder держатель
Transformator трансформатор
Power network сеть электропитания
Сircuit breaker выключатель тока
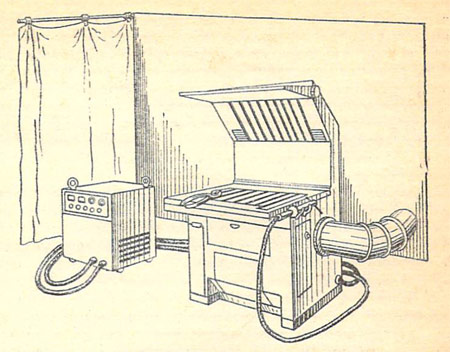
local exhaust зонт местной вытяжки
2. True or False?
1. Manual welding is the newest method.
2. A welder can use manual position during semiautomatic welding.
3. Semiautomatic welding is the most popular welding method because the weld joint is accurate.
4. Semiautomatic welding is not the most popular welding method.
5. The welding operator manually adjusts the position of the electrode to
maintain a constant arc length.
3. Welding methods and descriptions.
1. manual 2. semiautomatic 3. automatic
a. the work may advance below the welding head or the mechanized head
b. the operator manually adjusts the position of the electrode to arc length
c. the oldest method
d. the electrode is usually a long length of small-diameter bare wire
e. the consumable electrode is normally motor-driven at a preselected speed
f. the electrode is automatically positioned and advanced along the prescribed weld joint.
Find in the text.
1. берёт электрод
2. зажимаемый в электрододержателе для ручного сварочного процесса
3. вручную проводить электродом по стыку
4. вручную регулировать положение электрода
5. поддерживать стабильную длину дуги
6. электрод большой длины с маленьким диаметром голой проволоки в форме катушки
7. плавящийся электрод механизируется на заданной скорости через сопло ручной сварочной горелки или сварочного пистолета
8. сварочная или механизированная головка
5. Read in the text.
1. …. is very similar to semiautomatic welding.
2. …. the electrode is consumable; as the tip is consumed.
3. …. of a hand-held welding gun or torch.
4. …. an operator takes an electrode.
5. …. it is still the most common.
Kinds of welding
( типы сварки )
1. Read and translate the texts.
Gas Welding.
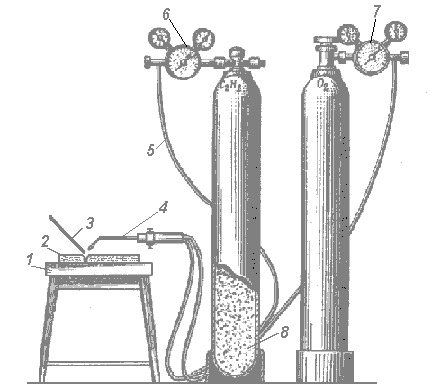
Gas welding is a non-pressure process using heat from a gas flame. The flame is applied directly to the metal edges to be joined and simultaneously to a filler metal in the form of wire or rod, called the welding rod, which is melted to the joint. Gas welding has the advantage of using equipment that is portable and does not require an electric power source. The surfaces to be welded and the welding rod are coated with flux, a fusible material that shields the material from air, which would result in a defective weld.
Arc Welding
Arc-welding is the most important welding process for joining steels. It requires a continuous supply of either direct or alternating electrical current. This current is used to create an electric arc, which generates enough heat to melt metal and create a weld.
Arc welding has several advantages over other welding methods. Arc welding is faster because the concentration of heat is high. Also, fluxes are not necessary in certain methods of arc welding. The most widely used arc-welding processes are shielded metal arc, gas-tungsten arc, gas- metal arc, and submerged arc.
Vocabulary
flame пламя
edge край
simultaneously одновременно
filler наполнитель
wire проволока
rod прут, стержень
to melt плавить(ся)
joint соединение, стык
coated покрытый
Answer the questions.
1. What do the welding processes of today include?
2. What are the principles of gas welding?
3. What kinds of welding can be used for joining steels?
4. What does arc welding require?
Find in the text.
1. процесс сварки
2. имеющееся оборудование
3. сварочный электрод
4. плавкий материал
5. непрерывная подача электрического тока
6. электрическая дуга
7. источник электрического тока
Read in the text.
1. …to melt metal and create a weld.
2. …advantages over other welding methods.
3. …using heat from a gas flame.
Find the words
Insulateflexiblewearresistantimpurityfloathandlehelmetcoloured
The welding technique.
Vocabulary
Technique – техника, методика
Bring (brought) – подводить, подносить
Withdraw – отводить
Depth (deep) – глубина
Serve – служить
From aside – со стороны
Feed – подавать, подача
Uniform – равномерный
Advance – продвигаться
Clean – чистый, очищать
Groove – канавка, разделка
Maintain – поддерживать Molten weld pool cварочная ванна.
1. Answer the questions.
1. What welding is described in the text?
2. What electrode do we use in the process?
3. How many electrodes are applied in this method?
4. When is the arc created?
5. Is any gas used in this welding?
Find in the text.
1. Маленькая сварочная ванна 2. Равномерная скорость
3. Прочное сварное соединение 4. Присадочный металл
5. Плавление детали металла
Welding & Machine Trades .

1. Read and translate the text.
Welding is a skill used by many trades: sheet metal workers, ironworkers, diesel mechanics, boilermakers, carpenters, marine construction, steamfitters, glaziers, repair and maintenancepersonnel in applications ranging from the home hobbyist to heavy fabrication of bridges, ships and many other projects. A variety of welding processes are used to join units of metal. As a welder, you may work for shipyards, manufacturers, contractors, federal, state, county, and city governments, firms requiring maintenance mechanics, and repair shops. Welding, while very physically demanding, can be very rewarding for those who enjoy working with their hands. Welders need good eyesight, manual dexterity and hand-eye coordination. They should also be able to concentrate for long periods of time on very detailed work, as well as be in good enough physical shape to bend and stoop, often holding awkward positions for long periods of time. Welders work in a variety of environments, both indoors and out, using heat to melt and fuse separate pieces of metal together. Training and skill levels can vary, with a few weeks of school or on-the-job training for the lowest level job and several years of school and experience for the more skilled welding positions. Skilled welders often select and set up the welding equipment, execute the weld, and then examine the welds in order to make sure they meet the appropriate specifications. They may also be trained to work in a variety of materials, such as plastic, titanium or aluminum. Those with less training perform more routine tasks, such as the welds on jobs that have already been laid out, and are not able to work with as many different materials. While the need for welders as a whole should continue to grow about as fast as average, according the U.S. Bureau of Labor Statistics, the demand for low-skilled welders should decrease dramatically, as many companies 8 move towards automation. However, this will be partially balanced out by the fact that the demand for machine setters, operators and tenders should increase. And more skilled welders on construction projects and equipment repair should not be affected, as most of these jobs cannot be easily automated. Because of the increased need for highly skilled welders, those with formal training will have a much better chance of getting the position they desire. For those considering to prepare themselves to a meaningful welding-career, there are many options available. There are also different professional specialties and levels, that should be understood to make an informed choice. Some of these are: welder, welding machine operator, welding technician, welding schedule developer, welding procedure writer, testing laboratory technician, welding non destructive testing inspector, welding supervisor, welding instructor, welding engineer.
2. Make a list of all the words in the text indicating:
a) welding professions and levels: welder, welding machine operator, …
b) trades where welding skill is used: …
c) places/fields a welder can work at (in): …
d) personal qualities a welder should have:
Answer the questions.
1. What are the trades where welding skills are used? 2. Where can welders work? 3. What personal characteristics should welders have? 4. How does the environment in which welders work vary? 5. What does it take to be s low-skilled/skilled welder? 6. What are welders able to do in terms of complexity of tasks and variety of materials? 7. What are the job opportunities for low-skilled/skilled welders for the nearest future as specified by the U.S. Bureau of Labor Statistics? 8. What are the advantages of having formal training for making a welding career? 9. As you see, welding includes various professional specialties and levels. What is yours?
4. Translate the following sentences from Russian into English:
1. Сфера применения сварки охватывает большое количество областей промышленности. 2. Профессия сварщика требует физической выносливости из-за частой необходимости работы в нестационарных условиях. 3. Для того чтобы стать квалифицированным сварщиком, необходима длительная теоретическая подготовка и практический опыт работы. 4.Квалифицированный сварщик должен сам уметь подбирать необходимое сварочное оборудование, материалы и технику сварки. 5. Чем выше квалификация сварщика, тем больше количество материалов, с которыми он может работать, и разнообразнее виды выполняемых работ. 6. В настоящее время имеются большие возможности для освоения профессии сварщика.
Welding Skills

1. Read and translate the text.
A Welder permanently joins pieces of metal with metal filler, using heat and/or pressure. Welders join parts being manufactured, they build structures and repair broken or cracked parts, according to specifications. Job Related Skills, Interests and Values
• using and maintaining tools, material handling equipment and welding equipment;
• reading and interpreting blueprints;
• acquiring thorough knowledge of arc, gas and resistance welding theory;
• laying out, cutting and forming metals to specifications;
• preparing the work site;
• fitting sub-assemblies and assemblies together and preparing assemblies for welding;
• welding using shielded metal arc welding, gas metal arc welding, gas tungsten arc welding, flux core or metal core arc welding, submerged arc welding and plasma arc welding processes;
• carrying out special processes such as welding studs and brazing;
• ensuring quality of product/process before, during and after welding;
Basic Principles of Welding
A weld can be defined as a coalescence of metals produced by heating to a suitable temperature with or without the application of pressure, and with or without the use of a filler material. In fusion welding a heat source generates sufficient heat to create and maintain a molten pool of metal of the required size. The heat may be supplied by electricity or by a gas flame. Electric resistance welding can be considered fusion welding because some molten metal is formed. Solid-phase processes produce welds without melting the base material and without the addition of a filler metal. Pressure is always employed, and generally some heat is provided. Frictional heat is developed in ultrasonic and friction joining, and furnace heating is usually employed in diffusion bonding. The electric arc used in welding is a high-current, low-voltage discharge generally in the range 10–2,000 amperes at 10–50 volts. An arc column is complex but, broadly speaking, consists of a cathode that emits electrons, a gas plasma for current conduction, and an anode region that becomes comparatively hotter than the cathode due to electron bombardment. Therefore, the electrode, if consumable, is made positive and, if nonconsumable, is made negative. A direct current (dc) arc is usually used, but alternating current (ac) arcs can be employed. Total energy input in all welding processes exceeds that which is required to produce a joint, because not all the heat generated can be effectively utilized. Efficiencies vary from 60 to 90 percent, depending on the process; some special processes deviate widely from this figure. Heat is lost by conduction through the base metal and by radiation to the surroundings. Most metals, when heated, react with the atmosphere or other nearby metals. These reactions can be extremely detrimental to the properties of a welded joint. Most metals, for example, rapidly oxidize when molten. A layer of oxide can prevent proper bonding of the metal. Molten-metal droplets coated with oxide become entrapped in the weld and make the joint brittle. Some valuable materials added for specific properties react so quickly on exposure to the air that the metal deposited does not have the same composition as it had initially. These problems have led to the use of fluxesand inert atmospheres. In fusion welding the flux has a protective role in facilitating a controlled reaction of the metal and then preventing oxidation by forming a blanket over the molten material. Fluxes can be active and help in the process or inactive and simply protect the surfaces during joining.
Inert atmospheres play a protective role similar to that of fluxes. In gas-shielded metal-arc and gas-shielded tungsten-arc welding an inert gas —usually argon—flows from an annulus surrounding the torch in a continuous stream, displacing the air from around the arc. The gas does not chemically react with the metal but simply protects it from contact with the oxygen in the air. The metallurgy of metal joining is important to the functional capabilities of the joint. The arc weld illustrates all the basic features of a joint. Three zones result from the passage of a welding arc: (1) the weld metal, or fusion zone, (2) the heat-affected zone, and (3) the unaffected zone. The weld metal is that portion of the joint that has been melted during welding. The heat-affected zone is a region adjacent to the weld metal that has not been welded but has undergone a change in microstructure or mechanical properties due to the heat of welding. The unaffected material is that which was not heated sufficiently to alter its properties. Weld-metal composition and the conditions under which it freezes (solidifies) significantly affect the ability of the joint to meet service requirements. In arc welding, the weld metal comprises filler material plus the base metal that has melted. After the arc passes, rapid cooling of the weld metal occurs. A one-pass weld has a cast structure with columnar grains extending from the edge of the molten pool to the centre of the weld. In a multipass weld, this cast structure may be modified,depending on the particular metal that is being welded. The base metal adjacent to the weld, or the heat-affected zone, is subjected to a range oftemperature cycles, and its change in structure is directly related to the peak temperature at any given point, the time of exposure, and the cooling rates. The types of base metal are too numerous to discuss here, but they can be grouped in three classes: (1) materials unaffected by welding heat, (2) materials hardened by structural change, (3) materials hardened by precipitation processes. Welding produces stresses in materials. These forces are induced by contraction of the weld metal and by expansion and then contraction of the heat-affected zone. The unheated metal imposes a restraint on the above, and as contraction predominates, the weld metal cannot contract freely, and a stress is built up in the joint. This is generally known as residual stress, and for some critical applications must be removed by heat treatment of the whole fabrication. Residual stress is unavoidable in all welded structures, and if it is not controlled bowing or distortion of the weldment will take place. Control is exercised by welding technique, jigs and fixtures, fabrication procedures, and final heat treatment.
Tungsten-arc welding is
a) argon b) oxygen c) carbon dioxide
True or false?
1. There is always a welding pool in solid-phase welding processes.
2. Total energy input in all welding processes is greater than needed to
produce a weld.
3. Reactions of metals with the atmosphere or other nearby metals are
favorable to the properties of a welded joint.
4. Fluxes and inert atmospheres play a protective role and prevent oxidation.
5. The heat-affected zone is a region with unaltered properties.
6. Residual stress is present in all welded structures.
Сварочное оборудование
"WELDING PROCESSES & EQUIPMENT"
(сварочное оборудование)
Read and remember:
You already know what kind of training you should go through to become
welder. Among other things, a welder should know about processes which
are similar to welding. Look through the vocabulary and the text below and
say what the main difference between welding and related metal joining
processes is.
WELDING PROCESSES & EQUIPMENT
Lead-in
You already know what kind of training you should go through to become
welder. Among other things, a welder should know about processes which
are similar to welding. Look through the vocabulary and the text below and
say what the main difference between welding and related metal joining
processes is.
Vocabulary
soldering пайка; пайка мягким (легкоплавким) припоем
tinning лужение; облуживание
leading свинцевание
brazing 1) пайка твердым припоем (из меди и цинка) 2)
покрытие медью
sweat паять, запаивать, припаивать (in, on)
gimmick 1) сложное приспособление Syn: gadget 2) а) прием,
трюк, уловка, ухищрение, хитрость
filler metal присадочный металл, присадка
filler rod присадочный пруток; присадочная проволока
heat buildup теплообразование, тепловведение
heat distortion деформация (материала) из-за теплового нагрева
stitch welding прерывистая шовная сварка; точечная сварка
перекрывающимися точками; автоматическая
точечная сварка
Reading
Text 1. Introduction to Welding Processes & Equipment
Among the first things a new welder needs to understand, is what the
different kinds of welding processes and equipment are, and their application.
A quick rundown:
Terms:
Soldering: Bonding by melting a soft metal to the surface of pieces to be
joined. Low temperature. Good for joining dissimilar materials. Most
common solders are lead-tin alloys.
Tinning: A soldering process, where the surface of a metal is coated with
solder.
Leading: A form of soldering, solder is used to fill in the surface of metal.
Brazing: Similar to soldering, but uses a higher temperature to fuse the filler
metal to the work pieces. Stronger bond. (Includes "Silver Soldering") Work
heated to pre-melt temperatures.
Welding: Joining 2 similar work pieces by melting them together, usually
with an additional filler rod of some sort to take up space. Materials must be
similar.
Cutting: Work is heated to melting point and beyond, and "cut" by oxidizing
metal. (Literally burning it away).
Shield: A barrier to keep oxygen away from heated work to prevent
oxidation. Includes chemical coatings called flux (liquids, pastes, solids,
which may be vaporized into a barrier gas when heated), and inert gasses.
Oxidation of the surfaces will prevent proper bonding of the metals.
Gas Welding
Uses Flame from burning gas to create welding heat.
Propane torch: (Soldering, heating) Good for sweating pipes, starting fires,
and spending hours trying to heat frozen bolts, while the surrounding metal
gets just as hot.
Oxyacetylene torch: (Cutting, welding, brazing, soldering, leading) Most
universal and useful welding tool. (Uses Acetylene gas and Oxygen for hot
flame) With the right bits, rod, and technique, you can weld almost anything.
Good for cutting anything from sheet metal to the turret off a tank, lead
filling, brazing (a sort of hard soldering process) welding plate, welding sheet
metal, welding aluminium, heating frozen bolts, or alternately cutting them
off, drilling holes in plate, welding cast iron, shrinking and forming steel, and
can double as a flame thrower in a pinch. Drawbacks are: Overheating of
some types of work, harder to control quality of some processes.
Oxy-propane: (Soldering, brazing, heating) A cheap compromise between
low cost and portable propane, and Oxy-Acetylene. Better than the former,
not as good as the latter.
Arc welding
Uses an electric arc to create welding heat.
Basic AC & DC arc welders (AC is cheaper) Uses flux coated steel (or
other) rods of various types for different jobs. Makes some of the best welds
on heavy gauge steels and cast iron. Cutting rods can make clean holes
through thick stock, and are about the only thing which can cut Kryptonite
bike locks. Very difficult to weld thin metals. You can also get a carbon arc
torch to use on an arc welder to braze. Eastwood's "stitch" welder is a
gimmick used on an arc welder to buzz the rod in and out, which may help on
thinner stock. (learning how to weld better, or going to a different process is
usually a better idea.)
MIG (Metal Inert Gas): A DC arc welding process which uses filler metal
fed in the form of a spool of thin wire, shielded by flow of inert gas (He,
Argon) instead of flux used in Arc. Very fast, much easier than Arc Welding,
with less heat buildup. Very good for sheet metal, due to minimal heat
distortion. Harder to weld thick stock, as welds are weaker due to poorer
penetration. The modern choice for steel body work, it can also be used for
Aluminium with Argon as the shield gas.
TIG (Tungsten Inert Gas): A high frequency AC arc process which uses a
tungsten electrode shielded by an inert gas to create a fine, controllable torch.
Uses a separate filler rod, as in Oxy-Acetylene welding. Capable of welding
very thin metals. About the best process for Aluminium, Stainless steel, and
other exotic stuff.
Resistance welding: includes spot welding: Uses the heat generated by
electricity flowing through work to melt and fuse. i.e.- put an electrode on
either side of 2 overlapped sheets of steel, turn on power. Metal in between
heats up, and melts together. An old favorite for assembling car bodies.
Plasma Cutters: Not a welder, but related. A high voltage arc is used to
superheat and ionize a stream of air to the "plasma" state. The stream of
plasma makes a rapid, clean, narrow cut with minimal heating of the work
piece.
After-reading activity
Answer the following questions:
1. What is the main difference between soldering and brazing?
2. What is used by welders to prevent oxidation?
3. What makes soldering advantageous before welding?
4. What welding processes are suitable for welding thin/thick metal plates?
5. What makes plasma cutting better than gas cutting?
Vocabulary
coalescence соединение, слипание; сращение
filler material присадочный материал
molten pool ванна расплавленного металла, сварочная ванна
gas flame газовое пламя
solid-phase твёрдая фаза
ultrasonic ультразвуковой
friction трение
furnace печь
diffusion 1) рассеивание
2) диффузия
high-current сильноточный
low-voltage низковольтный, низкого напряжения
discharge разряд
arc column столб дуги
direct current (dc) постоянный ток
alternating current переменный ток
layer слой; пласт; ряд
molten-metal капля жидкого металла
droplet
flux флюс
inert atmosphere инертная среда
annulus тех. узкое кольцо (зазор и т. п.)
torch сварочная горелка (для автоматической сварки –головка)
base metal основной металл
grain зерно
precipitation осаждение
residual stress остаточное напряжение
Find the English equivalents for the following words and word combinations:
источник тепла, расплавленный металл, необходимый размер, сварной
шов, не нагретый металл, механические свойства, максимум
температуры, защищать поверхности, быстрое охлаждение,
осуществлять контроль, препятствовать окислению, вступать в
химическую реакцию, термообработка, бомбардировка электронами,
зона термического [теплового] воздействия, общая потребляемая
энергия
***
Понятие о пайке. Виды пайки
1. Read the following Text:
Soldering
1. Soldering is employed when liquid tight joints are required. 2. They have comparatively low mechanical strength. 3. The tensile strength of a soldered seam may be from 3 to 10 kg per sq. cm. 4. The tensile strength of brazed joints is much higher (form 31 to 44 kg per sq. cm). 5. Metals may be soldered by means of a hand type soldering iron, a blowtorch and other methods. 6. Soldering iron may be plain, gas or electric. 7. Metals may be dipped in molten solder. 8. Sometimes the brazing and soldering of metals may use mechanized and automatic equipment. 9. Mechanized and automatic brazing methods include resistance brazing, arc brazing and others. 10. The selection of a mechanized brazing method should be based on the type of filler metal, weak material, size, of joined components.
Answer the question
1. When is soldering used?
2. What mechanical strength do they have?
3. How may metals be soldered?
4. Metals may be dipped in molten solder, may not they?
5. What should the selection of brazing method be based on ?
Match the sides
| 1. Liquid tights are required | 1. міцність на розрив |
| 2. Tensile strength | 2. паяльник |
| 3. Soldered seam | 3. потрібні міцні рідкі з'єднання |
| 4. Soldering iron | 4. можуть бути занурені в рідкий припій |
| 5. May be dipped into molten solder | 5. паяний шов |
Make up the sentences
1. Soldering, is, joint, a, tight, liquid.
2. Have, they, strenght, mechanical, low.
3. use, they, automatic, equipment.
4. has, brazing, strength, a, high, tensile.
5. You, use, may, iron, soldering .
Choose the right variant
1. We (not/have) a holiday last year
a) didn’t have
b) haven’t had
c) hadn’t have
2. My parents (be) to the USA many times
a) have been
b) were
c) have being
3. … it (shop) raining yet?
a) did it shop
b) is it shopped
c) has it shopped
4. One of the passengers (die) in that accident.
a) has died
b) died
7. Retell the Text "Soldering".
***
Read The Text .
2. Write down the unknown words. Find the translation in the dictionary.
| The Text: | Unknown words: | Translation: | |
| Soldering is a process in which two or more metal items are joined together by melting and flowing a filler metal (solder) into the joint, the filler metal having a lower melting point than the workpiece. Soldering differs from welding in that soldering does not involve melting the work pieces. There are three forms of soldering, each requiring higher temperatures and each producing an increasingly stronger joint strength: 1. soft soldering, which originally used a tin-lead alloy as the filler metal, 2. silver soldering, which uses an alloy containing silver, 3. brazing which uses a brass alloy for the filler. The alloy of the filler metal for each type of soldering can be adjusted to modify the melting temperature of the filler. Soldering appears to be a hot glue process, but it differs from gluing significantly in that the filler metals alloy with the workpiece at the junction to form a gas- and liquid-tight bond. Soft soldering is characterized by having a melting point of the filler metal below approximately 400 °C (752 °F), whereas silver soldering and brazing use higher temperatures, typically requiring a flame or carbon arc torch to achieve the melting of the filler. Soft solder filler metals are typically alloys (often containing lead) that have liquidus temperatures below 350°C. In the soldering process, heat is applied to the parts to be joined, causing the solder to melt and to bond to the workpieces in an alloying process called wetting. In stranded wire, the solder is drawn up into the wire by capillary action in a process called 'wicking'. Capillary action also takes place when the workpieces are very close together or touching. The joint strength is dependent on the filler metal used, where soft solder is the weakest and the brass alloy used for brazing is the strongest. Soldering, which uses metal to join metal in a molecular bond has electrical conductivity and is water- and gas-tight. There is evidence that soldering was employed up to 5000 years ago in Mesopotamia. | |||
3. Read and translate the following Text:
Soldering
1. Soldering is the process of making a sound electrical and mechanical joint between metals by joining them with a soft solder. 2. You may use a low temperature melting point. 3. This joint is heated to the correct. 4. Solder melts at around 190 degrees сentigrade. 5. The bit reaches a temperature of over 250 degrees сentigrade. 6. The advantage of a high voltage iron is that heat can flow quickly into a joint. 7. It can be rapidly made. 8. A smaller iron would take a longer time to heat the joint up to the correct temperature. 9. A small iron is used to make joints with small electronic components. 10. They are easily damaged by excess heat.
Answer the questions.
Questions:
1. What process is soldering?
2. How is soldering made?
3. What temperature melting point may we use?
4. What is the advantage of a high voltage iron?
5. When is a small iron used?
Match the sides .
| 1. Melting point | 1. паяльне залізо |
| 2. Soldering iron | 2. низька температура |
| 3. Low temperature | 3. механічне з'єднання |
| 4. Mechanical joint | 4. легко ушкоджується |
| 5. Easily damaged | 5. точка плавління |
***
Типы сварки
" TYPES of WELDING "
(типы сварки)
1. Read the text:
Types of welding
1. The processes of welding can be divided into some groups. 2. Pressure welding is achieved by pressure. 3. Heat welding is achieved by heat. 4. Heat welding is the most common welding process. 5. Welding is used in many fields of human activity. 6. The welding process depends greatly on the properties of the metals, the purpose of their application and the available equipment. 7. Welding processes are classified according to the sources of heat and pressure. 8. The welded surfaces must be clean. 9. The dirt will weaken the weld. 10. The high temperature causes oxidation.
Make up the sentences.
1. Welding, by, heat, achieved, is heat.
2. Very, is, popular, welding.
3. Pressed, ends, the, are, together.
4. Plastic, become, metal, the.
5. The, heated, are, ends.
Retell the Text.
ВИДЫ СВАРКИ
Первый в истории вид сварки – кузнечная. Соединение металлов осуществляется за счет возникновения межатомных связей при пластическом
деформировании инструментом – ковочным молотом. В настоящее время в промышленности практически не используется. Существует 3 основных промышленных вида сварки: термическая, термомеханическая и механическая, каждая из которых имеет ряд разновидностей.
Термическая сварка.
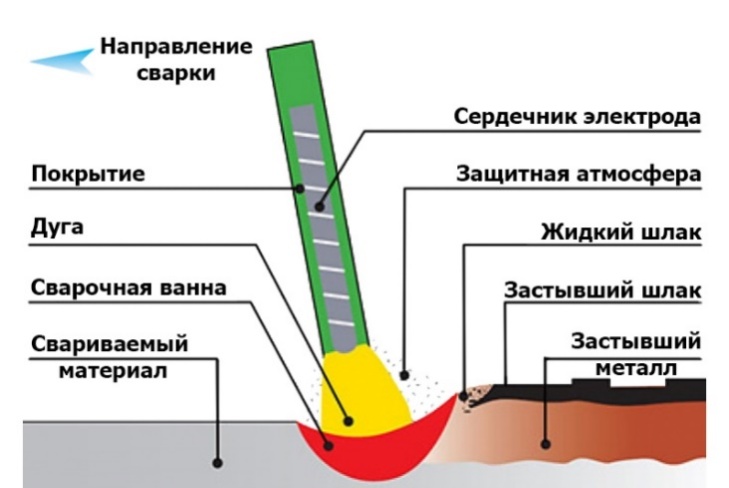
1. Электродуговая сварка. Сваривание двух материалов происходит за счет теплоты, выделяемой электрической дугой. При выделении тепла происходит расплавление свариваемых поверхностей и получается жидкий металл. После застывания металла свариваемые части становятся единым целым. У нее есть ряд разновидностей:
ручная дуговая сварка. Используется специальный электрод, покрытый флюсом. Флюс защищает шов от внешнего воздействия;
сварка неплавящимся электродом. Используется электрод в виде графитового или вольфрамового стержня. Эти материалы используются потому, что их температура плавления выше температуры, при которой ведется сварка;
сварка плавящимся электродом. В качестве электрода используется проволока из металла. Электрическая дуга плавит проволоку, и постоянно подается новая партия проволоки. Для защиты шва от действия атмосферы сварщики используют инертные газы – гелий, аргон, а также углекислый газ;
сварка под флюсом. Электрод представлен также металлической проволокой, на конец которой подается слой флюса. Плавление происходит в газовом пузыре между слоем флюса и металлом, характеристики проплавления металла улучшаются.
2. Газопламенная сварка. Теплота выделяется за счет сгорания горючего газа – бутана, водорода, ацетилена. Это тепло расплавляет поверхности и обеспечивает их сварку.
3. Электрошлаковая сварка. Источник теплоты – флюс, который расположен между свариваемыми поверхностями. Ток, проходящий через него, разогревает флюс и сваривает изделие.
4. Плазменная сварка. Электрический ток нагревает электроды, которые, в свою очередь, нагревают газ между ними. Результатом является плазменная струя горящего газа. Специальный электромагнит сжимает эту струю и придает ускорение. Горячая струя плазмы сваривает поверхности.
5. Электронно-лучевая сварка. Этот сложный процесс осуществляется только в промышленных условиях, в вакуумных камерах. Сварка производится благодаря термоэлектронной эмиссии с катода электронно-лучевой пушки.
6. Лазерная сварка. Элементом, который выделяет тепло и расплавляет металл, является луч лазера. Использование этого метода также возможно лишь в промышленных условиях.
Термомеханическая сварка – это сварка посредством нагревания.
Ее подвиды:
контактная сварка. При такой сварке одновременно нагреваются изделия и происходит их деформация, обеспечивая взаимное проникновение металлов. Детали зажимаются в сварочных клещах, и по электродам пускают ток высокого напряжения, который плавит детали. Затем происходит выключение тока и сильное сжатие клещей, в результате металл кристаллизуется, образуя сварной шов;
диффузионная сварка. За счет очень высокой температуры происходит взаимное проникновение и соединение атомов;
сварка токами высокой частоты. Изделия располагают вплотную друг к другу и пропускают через них ток высокой частоты, который деформирует их. Затем изделиям дают остыть и получают сварное соединение.
Механическая сварка – это сварка взрывом. Этот вид сварки осуществляют за счет сближения атомов изделий благодаря энергии, выделяемой
при взрыве.
VOCABULARY
v межатомная связь – inter-atomic bond / link;
v термическая сварка – thermal welding;
v сварка взрывом – explosion welding;
v твердеть – solidify;
v испускать, излучать – to emit;
v покрытие – coating;
v действие воздуха – atmospheric contamination;
v графит – graphite;
v подавать проволоку – to feed wire;
v пузырь – envelope;
v газопламенная сварка – gas flame welding;
v ацетилен – acetylene;
v электрошлаковая сварка – electroslag welding;
v плазменная сварка – plasma welding;
v струя – jet, stream;
v ускорение – acceleration;
v электронно-лучевая сварка – electron beam welding;
v контактная сварка – resistance welding;
v диффузионная сварка – diffusion welding;
v кузнечная сварка – forge welding;
v сварка токами высокой частоты – high frequency welding.
***
Виды электросварки
"ELECTROWELDING"
Read and remember:
| 1 | 1. complete union of the parts 2. a heavy electric current 3. common commercial voltage 4. a degree thermal and electrical conductivity 5. spot welding 6. butt welding 7. flash welding 8. percussion welding 9. projection welding 10. are gripped mechanically 11. base metals 12. stationary electrode in as much as 13. resistance – welding process 14. in the form of rollers 15. is similar to a seam made in cloth 16. sheet – metal parts 17. fusion – welding process 18. the electric arc is created 19. energy is converted into heat | 1. начнет соединение частей 2. сильный электрический ток 3. обычное промышленное напряжение 4. высокая степень термоэлектрической проводимості 5. точене соединение / соединение точкой 6. сварка в стык 7. стыковое соединение 8. ударное соединение 9. рельефное соединение 10. механически крепко держался 11. главные металлы 12. недвижний / неподвижный электрод в виду того, что 13. сварка методом сопротивления / сопротивления 14. в форме роликов 15. похожа на шов в материи 16. детали из листового железа 17. процесс сварки сплавлением 18. образуется електродуга 19. s) энергия преображается в тепло |
| 2 | ||
| 3 | ||
| 4 | ||
| 5 | ||
| 6 | ||
| 7 | ||
| 8 | ||
| 9 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 | ||
| 1 |
Home assignment
Read the Text:
Elelctric welding
1. Elelctric welding is a pressure process. 2. There are many types of resistance welding. 3. Heat is obtained from the resistance of metal to the flow of an electric current. 4. Electrodes are clamped on each side of the parts to be welded. 5. The parts are subjected to great pressure. 6. A heavy current is applied for a short period of time. 7. The point where the two metals touch creates the resistance to the flow of current. 8. This resistance causes heat. 9. The heat melts the metals and creates the weld. 10. Resistance welding is widely employed in many fields of sheet metal or wire manufacturing.
2. To translate the following text:
3 . Answer the questions:
Questions:
1. What is electric welding?
2. How is heat obtained?
3. Where are electrodes clamped?
4. What are the parts subjected to?
5. How long is a heavy current applied?
4. Match the sides.
1. Resistance welding 1. поток электрического тока
2. The flow of electric current 2. поддается всему что
3. To be subjected to 3. тепло плавит металлы
4. The heat melts the metals 4. широко применяется
5. Widely employed 5. сварка сопротивлением
***
Дуговая сварка
"ARC WELDING"
1. Read and translate the Text:
Arc Welding(1)
Arc welding refers to a group of welding processes that use a welding power supply to create an electric arc between an electrode and the basematerial to melt metals at the welding point. They can use either direct (DC)or alternating (AC) current, and consumable or non-consumable electrodes. The welding region is sometimes protected by some type of inert or semiinert gas, known as a shielding gas, and filler material is sometimes used as
well.
2. Read the Text:
Arc welding(2)
1. In a welding the workpieces are not melted by a flame. 2. They are melted by an electric arc. 3. In order to create the arc, a powerful electric current must be provided. 4. Otherwise the arc will not create enough heat. 5. The cables should be quite thick. 6. In other case they will overheat. 7. The transformer is used. 8. It shoud be switched on first. 9. The electrode holder contacts an electrode rod. 10. The electrode rod provides the filler metal to join the work pieces.
3. Translate the Text:
4. Match the sides:
| 1. Arc welding | 1. держатель |
| 2. Holder | 2. мощный электрический ток |
| 3. to melt | 3. перегреваться |
| 4. powerful electric current | 4. дуговая сварка |
| 5. to overheat | 5. плавиться |
5. Make up the sentences:
1. are,by,melted,work pieces, an,arc,electrical.
2. They,current,use,heavy.
3. are, cables,are,thick,the.
4. overheat,will,they.
5. feows,the,current,quickly.
6. Retell the Text:
***
Типы дуговой сварки
TYPES of ARC WELDING
True or false?
1. The process is commonly used in industry, especially for large products.
2. The versatility of the method makes it popular in a number of applications.
3. The process can be applied to a wide variety of metals, both ferrous and non-ferrous.
4. Electric current is used to strike an arc between the base material and consumable electrode rod.
5. One of the most common types of arc welding is shielded metal arc welding.
3. Complete the sentences:
1. One of the most common types of arc welding...
2. Electric current is used to...
3. Gas metal arc welding (GMAW), also known as...
4. The process is very versatile, requiring little...
5. The versatility of the method makes...
6. This increases arc quality, since...
7. The slag that forms on...
8. Working conditions are much improved over other arc welding processes, since...
9. Weld times are rather slow, since the consumable electrodes...
10. The electrode core itself acts as filler material...
***
Точечная сварка
"SPOT WELDING"
Read the text
| 1.Welding refers to a process that is used to join two metal objects. 2.Spot welding is a form of welding that requires a unique welding machine. 3.This machine is designed with clamps that join two pieces of metal together with electrodes. 4.The electrodes are used to apply pressure and electricity into the metal objects. 5.This causes a spot weld to be formed with a metal nugget between the objects. 6.Elihu Thomson invented spot welding in 1877. 7. Mr. Thomson had determined that two sheets of metal could be fused together by applying pressure and electricity to a discrete point. 8.As the voltage is pumped into the metal material a nugget of melted metal is formed that is used as an epoxy element, securely binding the two objects. 9.This type of welding is most often used by large robotic devices when creating automobile body parts. 10.There are many types of spot welding machines available today. 11.These include both large floor-mounted welders and small portable welders. 12.Each type of welder includes an electrical power supply and special electrode rods. 13.The size of the weld nugget depends on the thickness of the electrode rods and the amount of pressure and time they are placed on a object. | 1.Сварка относится к процессу, который используется для соединения двух металлических предметов. 2.Точечная сваркиа является формой сварки, что требует уникального сварочного аппарата. 3. Данная машина разработана с зажимами, которые соединяют две части металла вместе с электродами. 4.Электроды используются для оказания давления и электроэнергии в металлических объектов. 5.Это приводит к точечной сварки должны быть выполнены из металла, самородок между объектами. 6.Элиу Томсон изобрел точечную сварку в 1877 году. 7.Г-н Томсон установил, что два листа металла могли быть объединены вместе, применяя давление и электричество к дискретной точке. 8. Поскольку напряжение закачивается в металлический материал самородок расплавленного металла образуется который используется в качестве эпоксидной элемент, надежно связывания двух объектов. 9.Этот способ сварки наиболее часто используется крупными робототехнических устройств при создании частей кузова автомобиля. 10.Есть много типов точечной сварки машин, доступных сегодня. 11. К ним относятся как большие напольные сварщиков и небольшой портативный сварщиков. 12.Каждый тип сварщика включает в себя электрический источник питания и специальных стержней электрода. 13. Размер сварного шва самородок зависит от толщины электродных стержней и количество давления и времени, когда они размещены на объекте. |
Part 2 .
1. Read the Text:
Spot welding is a popular resistance welding method used to join overlapping metal sheets of up to 3 mm thick. Two electrodes are simultaneously used to clamp the metal sheets together and to pass current through the sheets. The advantages of the method include efficient energy use, limited workpiece deformation, high production rates, easy automation, and no required filler materials. Weld strength is significantly lower than with other welding methods, making the process suitable for only certain applications. It is used extensively in the automotive industry—ordinary cars can have several thousand spot welds made by industrial robots. A specialized process, called shot welding, can be used to spot weld stainless steel. Like spot welding, seam welding relies on two electrodes to apply pressure and current to join metal sheets.
2. Put 5 questions to the Text:

|
3. Give the English equivalents :
1. Точечная Сварка является популярным методом контактной сварки используются для соединения рядовых листов металла толщиной до 3 мм
2. Прочность сварного шва значительно ниже, чем для других способов сварки, делая процесс подходит только для определенных приложений.
3. Прочность сварного шва значительно ниже, чем для других способов сварки, делая процесс подходит только для определенных приложений.
4. Сварки, так и сварочный шов основывается на двух электродах для применения давления и силы тока, чтобы присоединяться к металлическим листам.
5. Он широко используется в автомобильной промышленности - обычные машины могут иметь несколько тысяч точечных сварных швов, сделанных промышленных роботов.
6. Специализированный процесс, называемый сварочным, можте быть использован для точечной сварки нержавеющей стали.
7. Преимущества метода: эффективное использование энергии, ограниченной деформации заготовки, высокие производственные показатели, легкость автоматизации, и нет всех необходимых расходных материалов.
8. Два электрода одновременно используется для крепления листов металла вместе и пропускания ток через письма.
***
Сварка сопротивлением
"RESISTANCE WELDING"
1. Read the Text:
| 1.Resistance welding refers to processes that use electrically generated heat and pressure to create bonds between materials. 2.Such processes usually pertain to connecting metals but the term resistance welding may also be used in plastic bonding. 3.This type of welding is regarded as quick and efficient when done properly. 4.Mistakes during such a process can result in problems such as cracking, deformed surface appearance, and cavities. 5.The machines normally used for resistance welding utilize copper electrodes. 6.These are used to inject the materials with electrically generated heat. 7.The machine’s operator can control the amount of heat and the heating period. 8.After a sufficient amount of heat is injected, the materials may be cooled on the outside while the inner, molten materials are left to cool more gradually. 9.When this phase is complete, bonds should be formed. 10.Generally, the higher the melting point of the metal, the less heat that is needed. 11.A metal that conducts heat well, such as aluminum, requires more heat for resistance welding. 12.This is because the heat tends to spread through the material instead of being trapped at the melting point. 13.Resistance welding also requires force. 14. Pressure is used to hold layers of metal together while they are cooling. 15.If this is not done, cohesion may never occur. 16.The necessary pressure is usually applied by the machine that supplies the electrical current. 17.The machine’s operator can also usually control the amount of pressure. | 1.Контактная сварка относится к процессам, которые используют электрически генерируемого тепла и давления, чтобы создать связь между материалами. 2.Такие процессы обычно относятся к соединительной металлов, но термины сварки могут быть также использованы в пластиковый связи . 3.Этот способ сварки рассматривается как быстро и эффективно, когда сделано должным образом. 4.Ошибка во время такого процесса может привести к таким проблемам, как крекинг, деформированной поверхности внешний вид и углублений. 5.Машины обычно используются для контактной сварки используют медные электроды. 6.Они используются для введения материалов с электрически генерируемого тепла. 7.Оператор машины может контролировать количество тепла, и периода нагрева. 8.После того как достаточное количество тепла вводится, материалы могут быть охлаждены на внешней стороне в то время как внутренний, расплавленных материалов оставляют охлаждаться постепенно. 9.Когда этот этап завершен, облигации должны быть сформированы. 10.Обычно, чем выше температура плавления металла, тем меньше тепла, которое необходимо. 11.Металл, который проводит тепло, такие как алюминий, требуется больше тепла для контактной сварки. 12.Это потому, что тепло имеет тенденцию к распространению через материал, а не оказаться в ловушке при температуре плавления. 13.Контактная сварка также требует силы. 14.Давление используется для хранения слоев металла вместе, пока они охлаждаються. 15.Если это не будет сделано, сплоченность никогда не может произойти. 16.Необходимое давление обычно применяется на машине, которая поставляет электрический ток. 17. Оператор машины может также обычно контролировать количество давления. |
Part II
1. Read the text:
Resistance welding
1. In resistance welding, heat is obtained from the resistance of metal to the flow of an electric current. 2. Electrodes are clamped on each side of the parts to be welded. 3. The part are subjected to great pressure. 4. Besides, a heavy current is applied for a short period of time. 5. The point where the two metals touch creates resistance to the flaw of current. 6. This resistance causes heat. 7. The heat metals the metals and creates the weld. 8. Resistance welding is widely employed in many fields of sheet metal or wire manufacturing. 9. It is often used for welds made by automatic or semi – automatic machines. 10. It is very popular now.
2. Translate the Text:
Answer the questions:
Questions:
1. How is heat obtained in resistance welding?
2. What are clamped on each side of the parts ?
3. What does this resistance cause?
4. Where is resistance welding widely employed?
5. It is used by automatic or semi – automatic machines or no?
4 . Match the sides:
| 1. Resistance welding | 1. електроди затискаються |
| 2. subjected to great pressure | 2. опір викликає нагрів |
| 3. Electrodes are clamped | 3. піддається великому тиску |
| 4. Strong current | 4. зварка опором |
| 5. Resistance causes heat | 5. сильний струм |
***
Стыковая сварка
"BUTT - WELDING"
1. Read and remember:
| Butt-welding | Стиковая сварка |
| thermoplastics | термопластик |
| sheets of steel | Стальне листы |
| To applie | применять |
| metal alloy | Металлический сплав |
| weld joint | Сварочный шов |
2. Read the Text:
Butt Welding
| 1.Butt-welding is the process of joining two pieces of material together along a single edge in a single plane. 2.This process can be used on many types of materials, though metal and thermoplastics are the most common. 3.When two sheets of steel are laid side-by-side and joined together along a single joint, this is an example of butt-welding. 4.Welding can be done using a large machine or a simple portable welder. 5.The machine applies heat to the two materials that are being joined, which causes them to melt slightly to form a liquid. 6.A filler material made from tungsten or a metal alloy is often added in between the two objects. 7.When the heat from the welding machine is turned off, the liquefied metal and filler will quickly solidify to form a single unit. 8. When this process is done correctly, the edges of each object are not distinguishable beneath the filler material. 9.There are three basic types of butt-welding, and each is chosen based on the thickness of the objects being joined. 10.For thin sheets of metal or plastic, a square weld joint can be used. 11.In this instance, the edges of the objects form 90-degree angles to one another, and can be butted together like two building blocks. 12.This is the simplest and most economical type of butt-welding joint. | 1.Стыковая сварка представляет собой процесс соединения двух кусков материала друг к другу вдоль одного ребра в одной плоскости. 2.Этот процесс может быть использован на многих видов материалов, хотя металл и термопластик являются наиболее распространенными. 3.Когда два листа стали заключенные бок о бок и соединены вместе вдоль одного сустава, это пример стыковой сварки. 4.Сварки можно сделать с помощью большой машины или простого портативного сварщика . 5. Машина применяет тепло в два материала, которые соединены, что приводит к их розплення немного с образованием жидкой. 6.Наполнитель, материал, сделанный из вольфрама или металлического сплава, его часто применяют между двумя объектами. 7. Когда тепло от зварювальног аппарата выключен, сжиженный металлом и наполнителем быстро затвердевает, образуя единое целое. 8.Когда этот процесс будет сделано правильно, по краям каждого объекта не заметны под наполнитель. 9.Существуют три основные типы стыковой сварки, и каждый выбирается в зависимости от толщины соединяемых объектов. 10.Для тонких листов из металла или пластика, площадь сварного шва может быть использована. 11.В этом случае края объекты образуют углом 90 ° друг к другу, и может встык, как два строительных блоков. 12.Это самый простой и экономичный тип стыкового сварного соединения. |
3. a) Shut the left side and translate from English into nature language.
3. b) Shut the right side and translate from native language into English.
Retell the Text № 1 or №3.
***
Газовая сварка
Read and remember:
Ø газовая сварка – gaswelding
Ø ацетилено-кислородная сварка – oxy-acetylene welding
Ø газовая сварка плавлением – gas fusion welding
Ø мягкий нагрев – mild heating
Ø инструментальная сталь – instrumental steel
Ø подогрев при сварке – additional heating
Ø наплавка – building up
Ø универсальность – versatility
Ø целесообразный – expedient
Ø коробление, деформация – deformation, distortion
Ø технически возможный – technically feasible
Ø невыгодный – uneconomical
Ø металлоконструкция – metal work, metal assembly
Ø станина машины – (big) machine frame
Ø замедленный – slow
Ø перегрев – overheat, superheat
Ø зерно – grain
Ø укрупнение зерна – the rise of grain
Ø снижение – deterioration
Ø рациональный – efficient, rational
Ø скос кромок – bevel
Ø односторонний скос – single bevel
Ø двусторонний скос – double bevel
Ø без скоса – square bevel
Ø отбортовка – raised edge
Ø угол наклона пламени – flame angle
Ø тепловое воздействие пламени – heat effect of the flame
Ø нормальное пламя – balanced / normal flame
Ø плавно регулировать – smoothly adjust
Ø мягкое / жесткое пламя – soft / harsh flame
Ø присадочный пруток – filler stick
Read the Russian Text:
ГАЗОВАЯ СВАРКА
Газовая, или газоплавильная сварка, относится к группе способов сварки плавлением. Для осуществления процесса сварки применяют раз ное горючее, соответственно различают сварку водородно-кислородную, бензино-кислородную и т.д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды имеют ограниченное применение. Суще-ственное отличие газовой сварки от дуговой сварки – более плавный и медленный нагрев металла. Это отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других – пре- имуществом газового пламени. Газовая сварка применяется в основном для: 1) сталей малых толщин (0,2–5 мм); 2) цветных металлов; 3) металлов, требующих при сварке постепенного мягкого нагрева и замедленного ох-лаждения, например, многих инструментальных сталей; 4) металлов, тре-бующих подогрева при сварке, например, чугуна и некоторых сортов спе- циальных сталей; 5) для твердой пайки; 6) для некоторых видов наплавоч- ных работ. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8–10 мм газовая сварка обычно экономически невыгодна, хотя технически возможна сварка стали толщиной 30–40 мм. При замедленном нагреве разогревается большой
объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Поэтому газовая сварка технически и экономически нецелесооб-разна для таких объектов, как строительные металлоконструкции, мосты, вагоны, корпуса судов, станины крупных машин и т.п. Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений, поэтому при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными этому виду сварки. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок. Горелку обычно регулируют для работы на нормальном пламени. Те-
пловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наибо- лее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С увеличением толщины металла увеличивают угол наклона пламени и уменьшают его с уменьшением толщины металла. Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Используемые присадочные прутки имеют различный состав, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла. Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке.
2. Work with exercises :
EXERCISES :
Сварка под. водой
Read the following Text.
UNDERWATER WELDING
Underwater welding refers to a number of distinct processes that are performed
underwater. The two main categories of this techniques are wet underwater welding and dry underwater welding, both classified as hyperbaric welding. In wet underwater welding, a variation of shielded metal arc welding is commonly used, employing a waterproof electrode. Other processes that are used include flux-cored welding and friction welding. In each of these cases, the welding power supply is connected to the welding equipment through cables and hoses. The process is generally limited to low carbon equivalent steels, especially at greater depths, because of hydrogen-caused cracking. In dry underwater welding the weld is performed at the prevailing pressure in a chamber filled with a gas mixture sealed around the structure being welded. For this process, gas tungsten arc welding is often used, and the resulting welds are of high integrity. The applications of underwater welding are diverse – it is often used to repair ships, offshore oil platforms and pipelines. Steel is the most common material welded. For deep water welds and other applications where high strength is necessary, dry underwater welding in most commonly used. Research into using dry underwater welding at depths of up to 1000 meters is ongoing. In general, assuring the integrity of underwater welds can be difficult, but it is possible using non-destructive testing applications, especially for wet underwater welds, because defects are difficult to detect if they are beneath the surface of the weld. For the structures being welded by wet underwater welding, inspection following welding and assuring the integrity of such welds may be more difficult than for welds deposited in air. There is a risk that defects may remain undetected. The risks of underwater welding include the risk of electric shock to the welder. To prevent this, the welding equipment must be adaptable to a marine environment, properly insulated and the welding current must be controlled. Underwater welders must also consider safety issues that normally divers face; most notably, the risk of decomposition sickness due to the increased pressure of inhaled breathing gases. Another risk, generally limited to wet underwater welding, is the build-up of hydrogen and oxygen pockets, because these are potentially explosive.
Кузнечная сварка
1. Read the following Text. Try to identify the main idea from the Text:
Forge welding
Forge welding is a welding process of heating two or more pieces of wrought iron or steel until their surfaces are malleable and then hammering them together. Its use is ancient, doubtlessly being the first method devised for the joining of metals. Until the invention of electrical and gas welding methods during the Industrial Revolution, it was the only available method.
Often a flux is used to keep the welding surfaces from oxidizing and producing a poor quality weld. The flux also mixes with the oxides that do form and lowers the melting temperature and the viscosity of the oxides. This enables the oxides to flow out of the joint when the two pieces are beaten together. A simple flux can be made from borax, sometimes with the addition of iron filings.
The welding temperature is above the forging temperature, and not so very far away from the melting point of the metal. Steel welds at a lower temperature than iron. The metal may take on a glossy, or wet, appearance at the welding temperature. Care must be taken to avoid "burning" the metal, which is overheating to the point that it gives off sparks from rapid oxidation.
Multiple layers of different kinds of iron and steel can be forge welded together to produce pattern welded or Damascus steel. A similar process is used to produce the blades of katana.
Retell the Text in English.

Свариваимость
Exercise 1. Read the text
Coalescence of metals
1. A weld can be defined as a coalescence of metals. 2. It isproduced by heating to a suitable temperature with or without the applscation of pressure. 3. In fusion welding a heat source generates sufficient heat. 4. It creates and mainteins a molten pool of metal of the required size. 5.The heat may be supplied by tltctricity or by a gas flame. 6. Frictional heat is developed in friction joining. 7. Most metals, when heated, react with the atmosphere or other nearby metals. 8. Most metals rapidly oxidise when molten. 9. A layer of oxide can prevent proper bonding of the metal. 10. Molten metal droplets cjated with oxide make the joint bruttle.
Exercise 3. Match the sides
| 1. Coalescence of metals | 1. Відповідна температура |
| 2. Suitable temperature | 2. Це підтримує розплавлену ванну |
| 3. it | 3. З'єднання металів |
| 4. Molten metal droplets | 4. Хороше з'єднання |
| 5. Proper banding | 5. Розплавлені металеві краплі |
Home assignment
WELDING DEFECTS
(деффекты сварки)
1. Read the following Text:
Common welding defects include lack of fusion, lack of penetration or excess penetration, porosity, inclusions, cracking, undercut, lamellar tearing. Any of these defects are potentially disastrous as they can give rise to high stress intensities which may result in sudden unexpected failure below the design load. To achieve a good quality joint it is essential that the fusion zone extends to the full thickness of the sheets being joined. Thin sheet material can be joined with a single pass and a clean square edge will be a satisfactory basis for a joint. However, thicker material will normally need edges cut at a V-angle and may need several passes to fill the V with weld metal. Where both sides are accessible one or more passes may be made along the reverse side to ensure the joint extends to the full thickness of the metal. Lack of fusion results from too little heat input and / or too rapid traverse of the welding torch (gas or electric). Excess penetration or burning through arises from too high a heat input and / or too slow traverse of the welding torch. It is more of a problem with thin sheet as a higher level of skill is needed to balance heat input and torch traverse when welding thin metal. Porosity occurs when gases are trapped in the solidifying weld metal. These may arise from damp consumables or metal, or from dirt, particularly oil or grease, on the metal in the vicinity of the weld. This can be avoided by ensuring all consumables are stored in dry conditions and the workpiece is carefully cleaned and degreased prior to welding. Inclusions occur when several runs are made along a V-joint when joining thick plate using flux cored or flux coated rods and the slag covering a run is not totally removed after every run before the following run. Cracking can occur due to thermal shrinkage or due to a combination of strain accompanying phase change and thermal shrinkage. In case of welded stiff frames, a combination of poor design and inappropriate procedure may result in high residual stresses and cracking. Where alloy steels or steels with a carbon content greater than 0.2 % are being welded, self-cooling may be rapid enough to cause some brittle martensite to form. This will easily develop cracks. To prevent these problems a process of pre-heating may be needed, and after welding a slow controlled post-cooling in stages will be required. This can greatly increase the cost of welded joints, but for high strength steels, such as those used in petrochemical plants piping, there may well be no alternative. Solidifying cracking is also called centerline or hot cracking. They are called hot cracks because they occur immediately after welds are completed and sometimes while the welds are being made. These defects, which are often caused by sulfur and phosphorus, are more likely to occur in higher carbon steels. Solidification cracks are normally distinguishable from other types of cracks by the following features: 1) they occur only in the weld metal – although the parent metal is almost always the source of the low melting point contaminants associated with the cracking; 2) they normally appear in straight lines along the centerline of the weld bead, but may occasionally appear as transverse cracking; 3) solidification cracks in the final crater may have a branching appearance; 4) as the cracks are open they are visible to the naked eye. On breaking open the weld the crack surface may have a blue appearance, showing the cracks formed while the metal was still hot. The cracks form at the solidification boundaries. There may be evidence of segregation associated with the solidification boundary. The main cause of solidification cracking is that the weld bead in the final stage of solidification has insufficient strength to withstand the contraction stresses as the weld pool solidifies. Factors which increase the risk include insufficient weld bead size or inappropriate form, welding under excessive restraint, material properties, such as a high impurity content or a relatively large shrinkage on solidification. Joint design can have an influence on the level of residual stresses. Large gaps between components will increase the strain on the solidifying weld metal, especially if the depth of penetration is small. Hence weld beads with a small depth to width ratio, such as is formed when bridging a large wide gap with a thin bead, will be more susceptible to solidification cracking. In steels, cracking is associated with impurities, particularly sulphur and phosphorus and is promoted by carbon, whereas manganese can help to reduce the risk. To minimize the risk of cracking, fillers with low carbon and impurity levels and a relatively high manganese content are preferred. As general rule, for carbon manganese steels, the total sulphur and phosphorus content should be no greater than 0.06 %. However when welding a highly restrained joint using high strength teels, a combined level below 0.03 might be needed.
Work hard with exercises
Exercises:
I. Найдите в тексте эквиваленты данных слов и выражений:
1) подрез; 2) расслоение; 3) растрескивание; 4) опрометью; 5) смазка; 6) расчетная нагрузка; 7) однократный проход (горелкой); 8) обратный сторонашва; 9) включение; 10) эффективная тепловая мощность; 11) стержень с флюсовой сердцевиной; 12) стержень с флюсовым покрытием; 13) основной металл; 14) наплавленный валик; 15) остаточное напряжение; 16) термическая усадка; 17) охлаждение после сварки; 18) нефтехимический завод; 19) усадочная трещина; 20) поперечная трещина.
II. Переведите на украинский язык следующие слова и выражения из текста:
1) fusion zone; 2) V-angle; 3) torch traverse; 4) heat input; 5) to trap gases; 6) to degrease; 7) transverse; 8) weld bead; 9) a branching appearance; 10) by the naked eye; 11) solidification boundaries; 12) segregation; 13) inappropriate shape; 14) excessive restraint; 15) shrinkage; 16) joint design; 17) ratio; 18) depth to width ratio; 19) depth of penetration; 20) metal composition.
III. Вставьте нужное слово или выражение:
1. These defects can give rise to ... intensities. 2. Thin sheet material can be joined by a ... pass. 3. Two or more passes may be made when both sides are .... 4. Lack of fusion may result from too rapid ... of the welding torch. 5. Higher skill is needed to ... heat input and torch traverse. 6. To avoid the porosity workpiece should be ... prior to welding. 7. Cracking occurs due to ... shrinkage. 8. A combination of poor design and inappropriate procedure may result in high ... stresses and cracking. 9. To prevent cracking ... in stages may be needed. 10. Hot cracks are often caused by ... .
IV. Переведите на английский язык следующие предложения:
1. Зона сплавления должна охватывать всю толщину свариваемых листов. 2. Пористость возникает, когда в застывающем металле задерживаются газы. 3. К непровару приводит недостаток тепловой мощности и слишком высокая скорость движения горелки. 4. Для предотвращения растрескивания необходим поэтапный прогрев до начала сварки. 5. Так как пористость может быть следствием использования влажных электродов, их нужно хранить в сухом месте. 6. При быстром охлаждении деталей из стали с высоким содержанием углерода могут появиться трещины. 7. Усадочные трещины иногда появляются в ходе сварки. 8. Усадочные трещины отличаются от других видов трещин. 9. Усадочные трещины видны невооруженным глазом. 10. Высокое содержание примесей увеличивает риск появления трещин.
| · Автоматическая дуговая сварка | Ø Automatic arc welding |
| · Автоматическая сварка | Ø Automatic welding |
| · Аргонодуговая сварка | Ø Argon-arc welding |
| · Вибродуговая сварка | Ø Vibrating electrode arc welding |
| · Высокочастотная сварка | Ø High frequency welding |
| · Газовая сварка | Ø Gas welding |
| · Газопрессовая сварка | Ø Pressure gas welding |
| · Гравитационная сварка (Сварка наклонным электродом) | Ø Gravity welding |
| · Двухдуговая сварка | Ø Twin-arc welding |
| · Двухэлектродная сварка | Ø Two-electrode welding |
| · Диффузионная сварка | Ø Diffusion welding |
| · Дуговая сварка | Ø Arc welding |
| · Дуговая сварка в защитном газе | Ø Gas-shielded arc welding |
| · Дуговая сварка в углекислом газе | Ø СО2-welding |
| · Дуговая сварка неплавящимся электродом | Ø Non-consumable electrode arc welding; TIG-welding |
| · Дуговая сварка плавящимся электродом | Ø Consumable electrode arc welding; MIG-welding; MAG-welding |
| · Дуговая сварка по флюсу | Ø Semi-submerged arc welding |
| · Дуговая сварка под водой | Ø Underwater arc welding |
| · Дуговая сварка под флюсом | Ø Submerged arc welding |
| · Дуговая точечная сварка | Ø Arc spot welding |
| · Импульсно-дуговая сварка | Ø Pulsed arc welding |
| · Контактная сварка | Ø Resistance welding |
| · Кузнечная сварка | Ø Forge welding; Hammer welding |
| · Лазерная сварка | Ø Laser welding; Laser beam welding |
| · Магнитно-импульсная сварка | Ø Magnetic-pulse welding |
| · Механизированная дуговая сварка | Ø Mechanized arc welding |
| · Механизированная сварка | Ø Mechanized welding |
| · Многодуговая сварка | Ø Multi-arc welding |
| · Многоэлектродная сварка | Ø Multi-electrode welding |
| · Наварка | Ø Welding-on with pressure |
| · Наплавка | Ø Surfacing; Bulding-up welding; Overlaying |
| · Печная сварка | Ø Pressure welding with furnace heating |
| · Плазменная сварка | Ø Plasma-arc welding |
| · Рельефная сварка | Ø Projection welding; Point welding |
| · Ручная дуговая сварка | Ø Manual arc welding; Hand arc welding |
| · Ручная сварка | Ø Manual welding; Hand welding |
| · Сварка | Ø Welding |
| · Сварка в контролируемой атмосфере | Ø Welding under controlled atmosphere |
| · Сварка взрывом | Ø Explosion welding |
| · Сварка давлением | Ø Pressure welding |
| · Сварка лежачим электродом | Ø Firecracker welding; EHV-welding |
| · Сварка плавлением | Ø Fusion welding |
| · Сварка прокаткой | Ø Roll welding |
| · Сварка с применением давления | Ø Welding with pressure |
| · Cвapкa трением | Ø Friction welding |
| · Стыковая сварка | Ø Resistance butt welding |
| · Стыковая сварка оплавлением | Ø Flash butt welding |
| · Стыковая сварка сопротивлением | Ø Upset welding; Resistance butt welding |
| · Термитная сварка | Ø Thermit welding |
| · Точечная контактная сварка | Ø Resistance-spot welding |
| · Ультразвуковая сварка | Ø Ultrasonic welding |
| · Холодная сварка | Ø Cold welding; Cold pressure welding |
| · Шовная контактная сварка; Шовная сварка; Роликовая сварка | Ø Reslstance-seam welding; Seam welding |
| · Шовно-стыковая сварка | Ø Butt-seam welding |
| · Электронно-лучевая сварка | Ø Electron beam welding |
| · Электрошлаковая сварка | Ø Electroslag welding |
Беседа о технических терминах по специальности.
"Technical terms according speciality"
СРОКИ (THE TERMS)И СПОСОБЫ ИХ ПЕРЕВОДА.
Термин как основа научно-технического текста.
Срок - эмоционально нейтральное слово или словосочетание, которое употребляется для точного выражения понятий и названий предметов. Перевод терминов требует знания той области, которой касается перевод, понимание содержания терминов на английском языке и знания терминологии на родном языке. При переводе научно-технической литературы важное значение имеет взаимодействие термина с контекстом, благодаря чему проявляется значение слова. В процессе перевода термина определяют два этапа: 1. Выяснение значения термина в контексте, 2.Перереклад значение на родном языке. Главным приемом перевода терминов является перевод с помощью лексического эквивалента.
Эквивалент - постоянное лексическое соответствие, которое точно совпадает со значением слова. Термины, которые имеют эквиваленты в родном языке, играют важную роль при переводе. Они служат опорными пунктами в тексте, от них зависит значения других слов они дают возможность выяснить характер текста. Поэтому следует уметь находить соответствующий эквивалент в родном языке и расширять знания терминов эквивалентов.
В связи с появлением новых наук, открытие новых явлений возникают значительные трудности определения общенаучной, общетехнической отраслевой и узкоспециальной терминологии: общенаучные и общетехнические термины - это термины, которые употребляются в нескольких отраслях науки и техники. Отраслевые термины - это термины, которые употребляются только в одной какой-либо отрасли знаний. Узкоспециальные термины - это термины, характерные для какой-либо специальности данной отрасли. В условиях, когда нужно давать названия новым и новым явлениям и понятиям, много общеупотребительных слов приобретают определенную специфику. Происходит специализация их значение при переводе на другой язык и унификация переводных эквивалентов.
Иногда в научно-технических текстах встречаются слова и словосочетания, которые относятся к различных функциональных систем.
Сроки должны сохранять такие черты, как а6страгований характер, однозначность и системность. Однако многие термины терминологические системы, как лингвистические знаки, имеют такие недостатки, как многозначность (один термин имеет два и более значений), синонимия (для одного понятия существуют два и более сроков), противоречие терминов понятию, отягощенность терминологии иноязычными терминами и т.д.
Срок может быть образованным на основе родного языка или заимствованным как из нейтрального и терминологического банка (международные греко-латинские терміноелементи), так и из другого языка, он должен отражать признаки данного ПОНЯТИЯ,значение термина для специалиста равняется значению понятия.
Все термины по своему строению делятся на:
1. Простые, которые состоят из одного слова: circuit - цепь
2. Сложные, состоящие из двух слов и пишутся вместе или стад дефис: flywheel - маховик;
3. Термины-словосочетания, которые состоят из нескольких компонентов: circuit breaker - автоматический выключатель.
Наибольшие трудности при переводе вызывают именно термины -словосочетания. Термины-словосочетания или много-компонентные термины могут быть:
а) словосочетания, когда содержательный связь между компонентами выраженное присоединением.
load governor - регулятор мощности; brake landing - посадка с торможением.
б) словосочетания, компоненты которых грамматически оформленные с помощью предлога или наличием окончаний.
rate of exchange - валютный курс; braking with rocket - торможение с помощью ракетного двигателя.
В смысловом отношении термины — словосочетания являются цельными мы лексическими единицами.
1.2. Типы терминов-словосочетаний.
Термины-словосочетания делятся на 3 типа.
К первому типу относятся термины-словосочетания,компонентами которых являются самостоятельные слова, которые могут употребляться отдельно и которые сохраняют свое значение: brake - тормоз;
gear - механизм, прибор, шестерня и др. Но термины-словосочетания, которые состоят из таких компонентов, приобретают новое значение и имеют свою смысловую самостоятельность, например:
brake gear - тормозное оборудование; electric motor - двигатель, который приводится в действие электричеством; ionic rectifier - ионный очиститель (выпрямитель). Характерным для терминов-словосочетаний первого типа возможность их расчленения и выделения компонентов из словосочетаний в самостоятельные сроки.
2. Ко второму типу относятся такие термины-словосочетания, которые имеют один из компонентов технический термин, а второй - общеупотребительной лексики. Компонентами такого типа могут быть два существительных или существительное и прилагательное. Этот способ образования научно-технических терминов более производительный, чем первый, где два компонента являются самостоятельными терминами:
back coupling - обратная связь; variable capacitor - переменный конденсатор. Первый компонент, как видно из примеров, употребляется в основном значении.
Второй компонент может быть термином, которым употребляется в нескольких отраслях науки:
safety switch - аварийный выключатель (электронный) locked switch - закрытая стрелка (зал ) change-over switch - переключатель (элек ) change-tune switch - ручка настройки (советов ) Ко второму типу относятся также такие термины-словосочетания, второй компонент которых употребляется в основном
значении, а в сочетании с первым компонентом он является самостоятельным сроком, специальным для определенной отрасли техники electric eye - фотоэлемент;
atmospheric disturbances - атмосферные помехи.
Характерным свойством терминов-словосполучєнь второго типа является то, что второй компонент, то есть существительное, может принимать на себя значение всего сочетания и представлять в контексте самостоятельный срок.
current вместо electric current; change вместо electric change. 3. К третьему типу относятся термины-словосочетания, оба компонента которых представляют собой слова общеупотребительной лексики, и только сочетание этих слов является термином. Такой способ образования научно-технических терминов непродуктивный.
Сроки третьего типа терминологически не разлагаются и тесная связь между компонентами:
line wire - провод под напряжением (эл ) live stream - свежий пар (тэп ) Компоненты терминов-словосочетаний третьего типа могут употребляться как обычное сочетание прилагательного с существительным,то есть в прямом значении:
thermal stress - термическая напряжение; death illumination - последовательное освещение. Термины объединяются в терминологические системы, выражающие понятия одной отрасли знаний.
В каждой терминологической системе образуются определенные группы,для которых общим является их принадлежность к классу предметов, или к классу процессов, свойств и т.д.
Дата: 2019-02-25, просмотров: 589.