В соответствии с технологической операцией выбирается необходимое оборудование, техническая характеристика которого приводится в качестве примера в табл.4. Техническая характеристика ножниц модели 1434
Таблица 4.
| Тип или модель оборудования | Основные параметры | |||||||
| наибольшие размеры, мм | Наименьшие размеры, мм | Число ходов ползуна в мин. | Длина обрезаемого уголка с упором | Мощность эл. двигателя | Размеры, мм | Масса, кг | ||
| наименьшая | наибольшая | |||||||
| Н1434 | 450-250х х250х28 | 50х50х5 | 24 | 55 | 1000 | 220 | 3300х х2350х х2000 | 17500 |
| 550-250х х250х22 | ||||||||
| 900-250х х220х16 | ||||||||
2.3 |Схема сборки и сварка изделия|сборки|.
Здесь необходимо для конкретной проектируемой конструкции выбрать одну из наиболее рациональных схем сборки. Схема сборки и сварки стойки:
Чтобы выбрать оптимальный вариант сборки, нужно хорошо уяснить чертеж проектируемой конструкции или узла, представить его пространственно или выполнить макет из бумаги, картона, пластилина.
В порядоке сборки и сварки студент устанавливает наиболее удобную последовательность сборки деталей или узлов. В конце необходимо привести схему сборки и сварки. В соответствии со схемой сборки составляют таблицу длин швов и прихваток. Например: Таблица 2.6 Таблица длин швов и прихваток
| № п/п | Вид соединения | Количество швов | Длина швов, м | Количество прихваток | Длина прихваток, м |
| 1 | У4 | 2 | 11,852 | 30 | 0,9 |
| 2 | Т3 | 4 | 0,300 | 4 | 0,12 |
| 3 | Т1 | 8 | 1,05 | 8 | 0,24 |

2.4.Описание приспособления для сборки|сборки| изделия.
Сборкой называется процесс последовательного соединения деталей между собой в порядке, предусмотренном технологическим процессом и чертежом.
Основная цель технологического процесса сборки заключается в определении наиболее выгодной последовательности сборки отдельных, деталей, обеспечивающих выполнение технических требований на изготовление данного изделия при минимальных затратах рабочей силы, времени и вспомогательных материалов.
Основным назначением сборочного оборудования в сварочном производстве является фиксация и закрепление свариваемых деталей.
Сборочные устройства состоят из основания, установочных и зажимных элементов. Установочные элементы обеспечивают правильную установку деталей свариваемого изделия, зажимные прижатие и закрепление деталей. В курсовом проекте необходимо описать все приспособления для сборки каждого узла и изделия в целом. По возможности, привести илюстрации сборочного оборудования. Например:
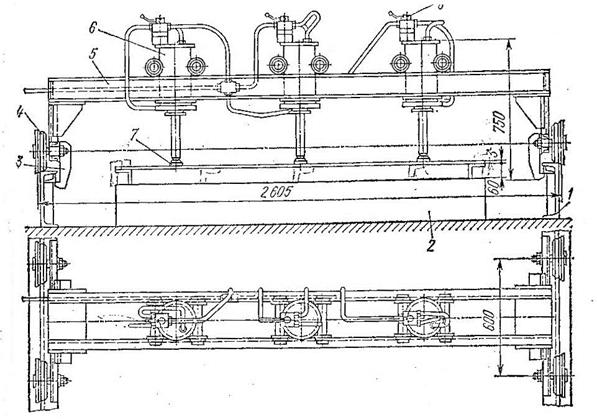
Для изготовления опоры Б2 выбираю в качестве сборочного приспособления – поворотный сборочный кондуктор. Он имеет поворотное основание с размещенными на нём установочными ложементами и прижимными мембранными пневмо прижимами.
В разработанный мною поворотный сборочный кондуктор входят следующие элементы:
- 4 ложемента;
- 2 постоянные упоры;
- 8 мембранных пневмоприжимов.
Дальнейшая полная сборка комплектов опоры Б2 выполняется на стеллаже с использованием шаблонов, сборчных гнёзд и переносных струбцин.
Рис.2.1 - Переносные струбцины для сборки.
Дополнительно используют передвижной портал с вертикальными пневмоприжимами.
Рис. 2.2 - Передвижной портал.
2.5.Обоснование выбора способа сварки.
При выборе способа сварки следует учитывать следующие рекомендации:
> При сварке коротких швов в труднодоступных местах, а также для прихваток рекомендую применить ручной дуговой сварки.
> При выполнении швов в различных пространственных положениях целесообразно применять полуавтоматическую и автоматическуют сварку в защитных газах.
>Для сварки длинных швов свыше 2-х метров расположенных в нижнем положении следует назначать автоматическую сварку под слоем флюса. Рекомендуют для прихватки выбирать ручную дуговую сварку, а для сварки- полуавтоматическую в среде СО2.
Достоинством ручной дуговой сварки является:
– простота
– возможность сварки во всех пространственных положениях,
– относительно хорошее качество св. швов,
– дешевизна, надежность.
Особенности и достоинства п/а сварки в среде СО2 является:
– простота процесса сварки
– возможность сварки во всех пространственных положениях
– сварные швы получаются достаточно высокого качества
– высокая производительность
– большая глубина проплавления без разделки кромок
Выбор сварочных материалов.
Для ручной дуговой прихватки выбирают электроды по химическому составу основного металла. Для принятого в проекте способа прихватки необходимо привести в форме таблицы химический состав электродов, а также механические свойства.
| Электрод ГОСТ | Химический состав, % | |||||
Для сварки всего изделия выбираю полуавтоматическую сварку в среде СО2.
Для полуавтоматической сварки в среде защитных газов выбираю углекислый газ, поскольку он гораздо дешевле остальных защитных газов и достаточно хорошо защищает зону сварки. Выбираю сварочную проволоку марки Св-08Г2С поскольку она содержит достаточное количество раскисляющих элементов.
После обоснования выбора сварочных материалов для принятых в проекте способов сварки необходимо привести в форме таблиц химический состав этих материалов, а также механические свойства и химический состав наплавленного металла.
| Сварочная проволока ГОСТ | Химический состав, % | |||||
При сварке используется защитный газ (СО2) в виде углекислоты, так как он является наиболее оптимальным для низколегированной стали.
Выбираю СО2 1-го сорта с содержанием СО2 не менее 99,5%
Таблица 2.6 Защитные газы .
| Наименование, ГОСТ или ТУ | Марка и сорт | Объемная доля основного вещества, %, не менее |
| Двуокись углерода ГОСТ 8050-76 (газ и жидкость) | Сварочная | 99,5 |
2.7.Выбор и расчет режимов сварки|.
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм и качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры:
-диаметр электрода,
-сила сварочного тока,
-напряжение на дуге,
-скорость перемещения электрода, вдоль шва (скорость сварки),
- род тока и полярность.
При механизированных способах сварки добавляется еще один параметр - скорость подачи сварочной проволоки.
2.7.1.Расчёт и выбор основных параметров для прихватки. Силу сварочного тока расчитываю по формуле:
Iсв=(π*dэ2/4)*і (A)
і= 35-45 А/мм2
Выбираю: Uд = 18 В.
Определяем скорость сварки:

где Fн – площадь сечения наплавленного металла, мм2
γ = 7,8 плотность стали. Коэфициент наплавки для ручной дуговой сварки сварки: αн =8 (г/А*ч)
Площадь сечения наплавленного металла FH (мм2) для таврового соединения рассчитываю по формуле: Fн = к2 + в*S (мм2)
Дата: 2019-02-25, просмотров: 367.