С одной стороны значительная поверхность листов шпона при относительно небольшой толщине (0,3-3,5 мм) способствует интенсивному удалению влаги. С другой стороны, размеры шпона усложняют условия сушки в отношении сохранения плоского состояния листа в процессе сушки и предупреждения его формоизменения. Это вызывает необходимость применения отличных от сушки пиломатериалов способов и более сложных конструкции сушилок (табл.13). По принципу циркуляции агента сушки конвективные и роликовые сушилки бывают с продольной, поперечной циркуляцией и сопловым дутьем перпендикулярно плоскости листов шпона.
В сушилках с продольной циркуляцией воздуха различают направление потока воздуха (агента сушки) относительно движения шпона: прямоток и противоток во всех этажах, комбинацию противотока и прямотока в одном агрегате. В зависимости от агента сушки сушилки бывают с обогревом воздуха паром или горячей водой (воздушные сушилки) и с обогревом топочными газами от сжигания разных видов топлива (газовые сушилки).
Агрегаты контактной сушки шпона классифицируют по методу работы - периодического и непрерывного действия, а также по интенсивности теплопередачи при двух- или одностороннем контакте с материалом (шпоном).
Роликовые сушилки - наиболее совершенные агрегаты для сушки шпона. Это сушилки непрерывного действия (проходного типа) с принудительной циркуляцией воздуха (агента сушки), в которых листы шпона перемещаются от сырого к сухому концу системой приводных парных роликов.
По количеству этажей (числу параллельно движущихся потоков шпона) сушилки бывают 3, 4, 5, 8-этажными. Рабочая длина сушилок различных моделей 8-32 м, расстояние между осями роликов 125-320 мм. Сушилки с меньшим расстоянием между роликами предназначены для сушки тонкого (0,4-1 мм) лущеного и строганого шпона.
Паровые роликовые сушилки отличаются по схемам циркуляции воздуха (рис.21). По рис. 21,а поток воздуха направлен вдоль сушилки перпендикулярно оси роликов. Ролики в этих сушилках препятствуют омыванию поверхности шпона потоком воздуха. По рис. 21,б поток воздуха направлен вдоль оси роликов, поперек сушилки (паровые сушилки СУР-4 и СУР-5). В этих сушилках поток воздуха более равномерно распределяется по сечению. Сушилки с поперечной циркуляцией имеют ряд преимуществ перед сушилками с продольной циркуляцией: уменьшаются потери тепла при сушке, так как циркуляция воздуха происходит только внутри сушилки; увеличивается равномерность сушки ввиду того, что направление циркуляции воздуха в каждой секции сушилки противоположное; увеличивается съем шпона с одного метра длины сушилки за счет интенсификации циркуляции воздуха.
Таблица 13
Способы сушки и конструкции сушилок
| Способы сушки | Сушильный агрегат | Назначение агрегата | Основные преимущества | Основные недостатки |
| 1 | 2 | 3 | 4 | 5 |
Удаление влаги без затраты тепловой энергии
Удаление влаги с затратами тепловой энергии
Контактный способ
Продолжение табл. 13 | ||||||||
|
Конвективный способ | ||||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| Передача тепла материалу конвекцией | Ленточная сетчатая сушилка | Сушка строганного и лущеного шпона листами в виде ленты | Мягкие режимы сушки. Возможность подачи листов вдоль и поперек волокон. Возможность сушки шпона непрерывной лентой | Большой габарит. Большой расход пара и электроэнергии. Невысокое качество сушки. Значительные разрывы шпона при сушке лентой | ||||
|
| Камерная сушилка непрерыв-ного действия | Сушка фанеры, намазанного и пропитанного смолой шпона | Простота устройства и управления | Неравномерность сушки, низкая производительность | ||||
|
Комбинированный режим | ||||||||
| Передача тепла материалу контактом от нагретых роликов, радиацией от калори-феров и конвек-цией от циркули-рующего нагретого воздуха | Роликовая сушилка | Сушка лущеного и строганого шпона | Высокое качество сушки и большая производительность. Механизированная подача шпона | Значительный габарит. Загрязнение роликов при сушке хвойного шпона | ||||
При прочих равных условиях поперечный поток воздуха обеспечивает в этих сушилках производительность на 20% выше, чем в сушилках, работающих по схеме (рис. 21,а).
К наиболее современным относятся роликовые сушилки с сопловым дутьем, работающие по схеме (рис. 21 в). Агент сушки выходит из сопловых коробов 3, расположенных в промежутках между роликами 2 через плоские щелевые сопла 4, образуя плоскопараллельную струю. Такая струя набегает на поверхность шпона 5 под углом 900 и переходит в струю, расстилающуюся по шпону. Поток воздуха здесь направлен перпендикулярно поверхности шпона, создавая на ней большую скорость воздуха из сопловой щели 10-15 м/с, значительно интенсифицируя этим процесс сушки.
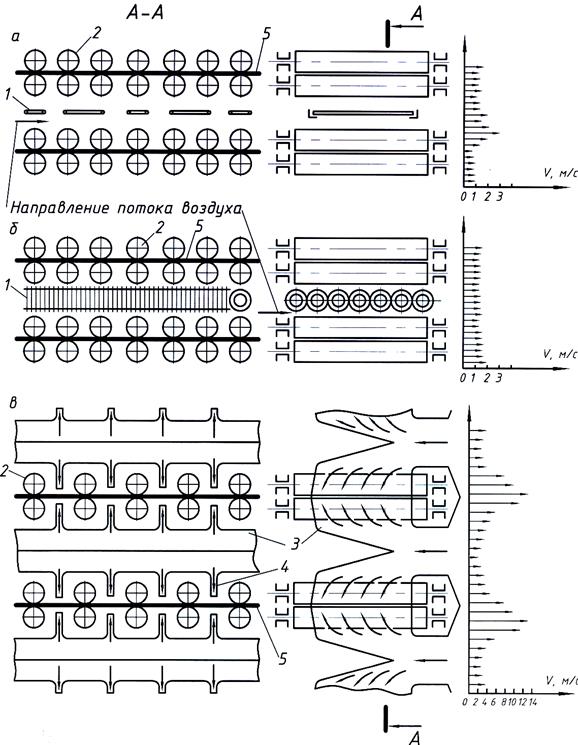
Рис. 21. Схемы циркуляции воздуха в роликовых сушилках:
а - продольная циркуляция; б - поперечная циркуляция; в – сопловое дутье перпендикулярно поверхности шпона;
1 - калорифер;2 - ролик; 3 – сопловый короб; 4 – сопло; 5 – шпон
Роликовые сушилки с обогревом топочными газами . Основной фактор интенсификации процесса сушки в роликовых сушилках - повышение температуры агента сушки. Известно, что удаление из шпона влаги от начального состояния до 20 - 30% может осуществляться без ухудшения качества материала при 300 – 4000С, а ниже 20 – 30% при 180 – 2000С. В сушилках, обогреваемых обычным паром, давление 0,8 – 1,2 мПа, температура не превышает 140 – 1500С. Поэтому сушилки целесообразно обогревать топочными газами от сжигания твердого жидкого и газообразного топлива, что намного выгоднее с точки зрения экономии топлива, чем обогревать паровым.
Ленточная сушилка представляет собой сушильный агрегат непрерывного действия конвективного способа сушки, в котором шпон транспортируется между парными непрерывно движущимися металлическими сетками (названными лентами). Сетчатые сушилки используются в основном для сушки шпона в виде непрерывной ленты в поточной линии с лущильным станком. Сушилки работают по принципу паровых сушилок с сопловым дутьем в составе линии лущение - сушка – рубка.
Сушилки выполняются в двух вариантах - с паровым обогревом и обогревом природным газом. Они устанавливаются на предприятиях по производству фанеры из березы и хвойных пород.
Ленточные сушилки могут быть одно- и многоэтажные, причем в первом случае они имеют большую длину.
В процессе сушки в таких сушилках сети слабо обжимают ленту шпона, давая ей возможность сокращаться в размере, тем самым не обеспечивая проглаживание шпона, что достигается в роликовых сушилках. Иногда это приводит к гофристости и волнистости шпона.
Производительность ленточных сушилок при средней температуре воздуха 1700С и скорости воздуха при выходе из сопла 20 м/с равна 4 м3 шпона в час.
Контактный способ сушки шпона, при котором все тепло, необходимое для испарения влаги, передается материалу соприкосновением с нагретыми плитами, весьма интенсивный способ. Самый распространенный агрегат контактной сушки шпона - дыхательный пресс.
Основные рабочие органы дыхательного пресса - стальные плиты, обогреваемые паром, проходящим через систему высверленных в них каналов. Плиты при работе пресса периодически сжимают находящиеся между ними листы шпона, нагревая их.
К недостаткам пресса относится отсутствие охлаждения шпона, трудоемкость операций ручной загрузки и выгрузки шпона. Преимущества пресса - большая интенсивность сушки, малый габарит и очень низкий расход электроэнергии.
Режимы сушки шпона
Рекомендуются следующие параметры сушки шпона.
В роликовых сушилках с паровым обогревом: температура агента сушки 120-150 °С, влагосодержание 130-170 г/кг сухого воздуха.
В газовых роликовых сушилках с продольной циркуляцией газо-воздушной смеси: температура со стороны загрузки шпона не выше 280 °С, со стороны выгрузки шпона 150-160°С, влагосодержание 150-250 г/кг.
В газовых сушилках с сопловым дутьем: температура газо-воздушной смеси на входе в сопловый короб 200-220 °С, влагосодержание 150-250 г/кг.
Для дыхательных прессов: температура плит пресса 160-180 °С, продолжительность контакта плит со шпоном 80-90%. Метод работы - с прерывистым вращением эксцентрика или дифференцированным числом дыханий плит.
При сушке тонкого лущеного шпона температура снижается до величины, балансирующей продолжительность сушки с продолжительностью загрузки в сушилку.
При сушке хвойного шпона с целью предупреждения засмоления роликов температура в сушилке должна быть не ниже 170 °С.
Техника сушки шпона в настоящее время располагает большими возможностями интенсификации процесса сушки. Так, в современных паровых роликовых сушилках для обогрева вместо пара калориферов используется высокотемпературный теплоноситель – термомасло. В результате температура агента сушки в паровых роликовых сушилках может быть повышена до 200 – 2300С, что позволяет значительно увеличивать их производительность.
Контрольные вопросы:
1. От чего зависят начальная и конечная влажность древесины?
2. Охарактеризовать особенности процесса сушки шпона.
3. Характеристика методов сушки.
4. Характеристика процесса сушки.
5. От каких факторов зависит продолжительность сушки и почему?
6. Усушка и формоизменчивость шпона, ее характеристика, от чего зависит?
7. Дать характеристику способов сушки шпона.
8. Типы сушилок и их характеристика (роликовые, ленточные сушилки, дыхательные прессы).
9. Схемы циркуляции агента сушки в роликовых сушилках, их влияние на режимы и качество сушки. Сопловое дутье.
10. Зависимость режимов от способов сушки.
Дата: 2019-02-02, просмотров: 778.