Причины возникновения:
• слишком резкое охлаждение расплава в калибрующей насадке;
• недостаточное перемешивание (гомогенизация) расплава в цилиндре или недостаточное выравнивание скоростей потока расплава в головке.
Меры по устранению дефекта:
• снизить скорость или температуру воды, поступающей в калибрующую насадку;
• увеличить давление в цилиндре;
• установить формующий инструмент с более длинной цилиндрической частью и увеличенным сопротивлением после дорнодержателя.
Не выдерживает испытания внутренним гидростатическим давлением. Данный дефект является следствием плохой спайки отдельных потоков расплава.
Пути устранения:
• повышение температуры расплава;
• уменьшение скорости процесса;
установка формующего инструмента с более длинной цилиндрической частью и увеличенным сопротивлением после дорнодержателя.
Вопросы для самоконтроля
1. Брак связанный с разнотолщинностью
2.  Специфические дефекты труб по внешнему виду
Специфические дефекты труб по внешнему виду
3. Специфические дефекты труб по размеру
4. Специфические дефекты труб по физико-механическим показателям
Лекция 10. Виды брака при производстве рукавных пленки, причины возникновения и рекомендации по их устранению
Слипание пленочного рукава. Причина дефекта - малое расстояние между формующей головкой и тянущими валками. Для устранения дефекта необходимо увеличить расстояние между формующей головкой тянущими валками.
Складки, морщина на пленке. Дефект возникает из-за большой разнотолщинности пленки или по причине того, что угол развода складывающих панелей не соответствует диаметру пленочного рукава.
Пути устранения такого вида брака:
- регулировка, толщины пленки;
-регулировка угла развода панелей и эффективности охлаждения.
Гелеобразные включения. Возникают из-за неоднородности сырья или прорыва сеток. Для устранения дефекта необходимо:
-снизить температуру расплава, частоту оборотов шнека:
-заменить фильтрующие сетки
-заменить партию сырья
Коробление листа. Дефект является следствием низкой температуры тянущих валков приемного устройства. Для устранения дефекта увеличить температуру среднего валка тянущего устройства, отрегулировав степень вытяжки.
|
|
 Поперечные полосы на поверхности листа. Причиной является прилипание экструдата к поверхности валков каландра.
Поперечные полосы на поверхности листа. Причиной является прилипание экструдата к поверхности валков каландра.
Для устранения дефекта необходимо снизить температуру валка и применить воздушное охлаждение.
Специфический дефект пленок и листов но размерам
-Уменьшение длины пленочного рукава. Причина - утечка воздуха из рукава.
Путь устранения - поджать тянущие (отжимные) валки.
Неполадки, вызванные отклонением технологических
Параметров
-Уменьшение производительности экструдера. Причина дефекта - высокая температура в загрузочной зоне.
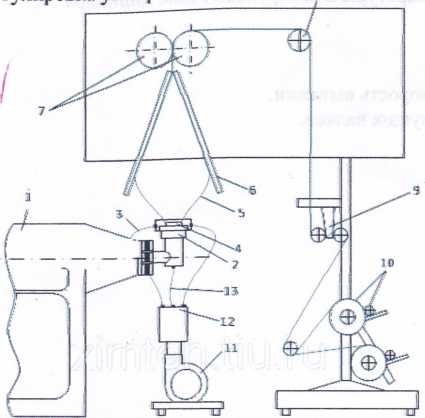
| Рис.8 - Схема получения пленок экструзионно - рукавным методом с отводом рукава вверх: 1-экструдер; 2-угловая кольцевая головка; 3-шланг для подачи воздуха; 4-охлаждающее кольцо; 5-рукав пленки; 6- приспособление для складывания рукава: 7-приемные валки; 8-направпяющие валики: 9-режущее устройство: 10- намоточная станция: 11-воздуходувка; 12-ресивер для воздуха: 13-шланг подачи воздуха для раздува рукава. |
-Уменьшение производительности экструдера при одновременном повышении потребления электрического тока двигателем привода. Причины возникновения:
-неоднородность партии сырья;
- засорение фильтрующих сеток;
- резкое снижение температуры расплава в головке, например, в результате неисправности элементов обогрева
Способы устранения дефекта:
- смена сетки;
- изменение температуры зон:
- замена, если потребуется, нагревательных элементов.
-Обрыв пленочного рукава. Причины возникновения:
-наличие в пленке крупных гелеобразных или других посторонних включений;
- недостаточная однородность сырья;
- недостаточная однородность расплава;
- низкая формоустойчивостъ.
Способы устранения:
- смена фильтрующих сеток и повышение температуры в дозирующей зоне цилиндра
- смена партии сырья;
- увеличение сопротивления в головке:
-уменьшение скорости вытяжки пленки
-Обрыв листа у головки. Причины - большая скорость вытяжки.
Путь устранения - отрегулировать скорость тянущих валков.
Вопросы для самоконтроля
1. Сущность производства рукавных пленок?
2. Специфические дефекты пленок по внешнему виду?
3. Специфические дефекты пленок по размеру?
4. Неполадки вызванные отклонением технологических параметров?
Дата: 2018-12-28, просмотров: 859.