В машиностроении наибольшее распространение получили метрические крепежные резьбы. ГОСТ 9150-81 нормирует их профиль, который представляет собой равносторонний треугольник с углом α при вершине 600 и исходной высотой H (рисунок 93). Номинальный профиль, общий для наружной (болта) и внутренней резьбы (гайка), получается путем среза вершин витков по наружному диаметру на H/8 и по внутреннему диаметру H/4.
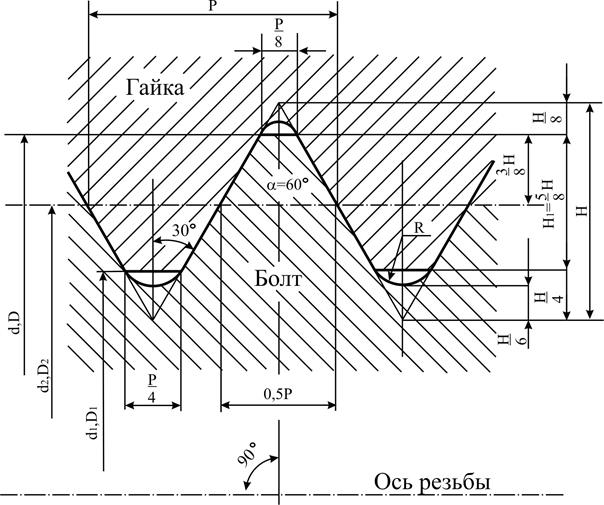
Рисунок 93 – Номинальный профиль метрической резьбы
Основными параметрами профиля метрической резьбы являются:
H- высота исходного равностороннего треугольника;
Н1 – рабочая высота профиля
d = D - номинальные значения наружных диаметров болта и гайки;
d1 = D1 - номинальные значения внутренних диаметров болта и гайки;
d2 = D2- номинальные значения средних диаметров болта и гайки;
d3 - величина внутреннего диаметра по дну впадин;
α- угол профиля резьбы (α = 600);
P - шаг резьбы (Pn = P × n - ход многозаходных резьб; n -число заходов);
R - радиус скругления дна впадины резьбы болта;[1]
За номинальный диаметр метрической резьбы условно принимают ее наружный диаметр. Номинальный размер указывается в обозначении после буквы М. Например М10, М32 и т.д. Установлено три ряда номинальных значений метрических резьб в интервале от 0,25 до 600.
Средний диаметр является основным и представляет собой диаметр воображаемого, соосного с резьбой круглого цилиндра, каждая образующая которого пересекает профиль так, что ее отрезки, образованные при пересечении с канавкой, равны половине нормального шага P.
Шаг резьбы P есть расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы (ГОСТ 11708-82). Метрическая резьба для диаметров от 1 до 68 мм предусматривает набор шагов. Наибольший из этого набора называют крупный шаг, а остальные - мелкие. Резьбы с диаметрами свыше 68 мм до 600 мм имеют только мелкие шаги и назначаются в тонкостенных деталях ограниченной длиной свинчивания для повышения прочности в условиях толчкообразных и вибрационных нагрузок.
Величина мелкого шага указывается после номинала. Например: М10×1. Величина крупного шага не указывается.
Угол профиля α - угол между смежными боковыми сторонами резьбы в плоскости осевого сечения.
 Номинальные размеры метрической резьбы указываются на чертежах по следующей схеме:
Номинальные размеры метрической резьбы указываются на чертежах по следующей схеме:
М ×
- числовая величина номинального диаметра;
- числовое значение шага
-
условное обозначение направления витков; левые резьбы обозначаются буквами LH, а для правых обозначение - отсутствует.
Для многозаходных метрических резьб после номинального диаметра указывается величина хода, а затем в скобках - величина шага (М 24 × 3 (Р1) – трехзаходная метрическая резьба).
Взаимозаменяемость крепежных метрических резьб.
Условие свинчиваемости
Взаимозаменяемость метрической резьбы определяется двумя факторами:
а) способностью свинчиваться на заданной длине свинчивания l;
б) обеспечением при этом необходимой прочности соединения.
Основным параметром, влияющим на взаимозаменяемость резьб является боковой зазор. Он представляет собой разность между средними диаметрами резьбы гайки и болта.
 ,
,
т.е. боковой зазор определяется как разность средних диаметров по перпендикуляру к оси резьбы.
Чем больше боковой зазор, тем выше способность резьбы к свинчиванию, но тем меньше прочность резьбового соединения.
На способность деталей свинчиваться существенное влияние оказывает погрешность шага резьбы и угла профиля.
Предположим, что болт имеет теоретически точный профиль с шагом P. Гайка имеет шаг Pг< P. Свинчивание обеспечивается на длине l. На большей длине происходит наложение профилей, свинчивания не будет. При увеличении среднего диаметра гайки на величину  произойдет свинчивание.
произойдет свинчивание.

Рисунок 94 – Диаметральная компенсация погрешностей шага резьбы
Предположим, что у болта теоретический профильный угол a/2, а у гайки профильный угол нестандартный. Так как профильные углы у гайки и болта разные, то произойдет наложение профилей, и свинчивание происходить не будет. Увеличение D2 на величину  обеспечит свинчивание.
обеспечит свинчивание.
Рисунок 95 – Диаметральная компенсация погрешностей угла профиля
Обе погрешности - шага p и угла профиля a могут быть компенсированы. Рассмотрим участок резьбовой пары с посадкой  вблизи среднего диаметра и поставим вопрос, будет ли свинчиваться эта резьбовая пара, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны.
вблизи среднего диаметра и поставим вопрос, будет ли свинчиваться эта резьбовая пара, если средний диаметр болта выполнен по наибольшему предельному размеру, а гайки по наименьшему, т.е. эти диаметры равны.
При изготовлении, как болт, так и гайка имеют какие–то погрешности шага резьбы и угла профиля, поэтому ответ на поставленный вопрос – отрицательный. Чтобы в рассмотренном примере не допустить подъема профиля резьбы болта выше номинального профиля гайки ниже номинального, необходимо, очевидно, произвести для болта некоторое искусственное занижение его, а для гайки – завышение. Эти занижение и завышение, так называемые диаметральные компенсации, призваны скомпенсировать отклонения половины угла профиля и шага. Поэтому принято различать два понятия: собственно средний диаметр, т.е. диаметр без рассмотренных погрешностей, и приведенный средний диаметр, учитывающий отклонения. Приведенный средний диаметр болта равен
 ,
,
где  и
и  - компенсационные зазоры болта.
- компенсационные зазоры болта.
Для гайки
 ,
,
где  и
и  - компенсационные зазоры гайки.
- компенсационные зазоры гайки.
Несмотря на то, что погрешности шага и угла профиля существенно влияют на свинчивание резьбы, они не нормируются и их контроль при изготовлении резьбы не предусматриваются (кроме резьб с натягом и резьб переходных посадок).
Дата: 2018-11-18, просмотров: 863.