Так как мы не ремонтируем деталь, а изготавливаем новую, то технологический процесс будет состоять из следующих операций:
Берем заготовку


 70
70
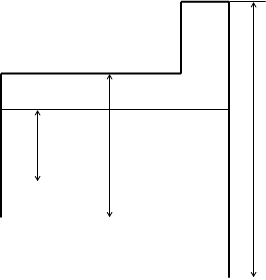 |
 Ø40 ø80 130
Ø40 ø80 130
 | ||
 | ||
Проводим операцию
005 – Токарная. Снимаем излишние размеры металла с заготовки, помощью штоковинтового станка 16 К 20.
010 – Термообработка. Повышением температуры детали до определенных величин, выдерживаем и охлаждаем.
015 – сверление. Так как деталь имеет отверстия применяем сверлильный станок.
020 – Термообработка. Повышением температуры детали до определенных величин, выдерживаем и охлаждаем.
025 – Контрольная операция. Используя всевозможные измерительные инструменты (штангенциркули, микрометры) проводим контроль параметров втулки. И если все параметры (измеряемые) совпадают с параметрами чертежа, то деталь втулка отправляется на склад готовой продукции.
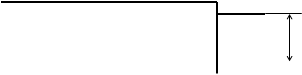
Рассчитываем техническую норму времени при сверлении четырех отверстий на втулке:
L
L = 12.5мм





 d = 17.5мм
d = 17.5мм
 4-е отверстия.
4-е отверстия.
 | |||
 | |||

 | ||||
 | ||||
 | ||||
 d
d
 | ||
| | ||
Техническая норма времени определяется по формуле:
Тн = То + Твсп + Тдоп + Тп-з/n,где n- число деталей
в партии.
Основное время (Тₒ)на сверление определяется по формуле:
То = L*i/n*S, где L- расчетная длинна
обрабатываемой поверхности;
i- число проходов;
n- число оборотов детали;
S- подача.
То = 12.5*1/32*0.19 = 2.05 мин.
То = 2.05*4 = 8.2 мин. На 4-е отверстия.
Так как масса втулки равна 1кг., то вспомогательное время будет равно
Твс = 1 мин.
Дополнительное время определяется по формуле:
Тдоп = (То = Твсп)*0.07 = 1*8.2*0.07 = 1.574 мин.
Подготовительно - заключительное время, принимаем из таб.102(Курсовое и дипломное проектирование по специальности машины и оборудование Г.А.Броневича)
Тп-з = 4 мин.
Тн = 8.2 + 1 +1.574 + 4 = 14.77 мин.
Техническая норма времени для сверления 4 отверстий, в данной детали составляет 15 минут.
3.Констукторская часть.
Назначение приспособлений.
Приспособления в ремонтном производстве – это техническое устройство, присоединяемое к машине (оборудованию) или используемое самостоятельно для установки, базирования, закрепления предметов производства (деталей), снятия, выпрессовки (запрессовки) деталей при сборочно-разборочных работах.
При осуществлении разборочных работ, когда необходимо разъединить детали без повреждения посадочных поверхностей и одновременно облегчить условия разборки и сократить время ремонтных работ в целом применяют большое множество различных конструкций съемников, как универсальных, так и специальных.
В курсовом проекте приведен сборочный чертеж универсального съемника.
Дата: 2019-12-22, просмотров: 452.