Дипломная работа
На тему:
«Исследование влияния технологических параметров процесса каширования на физико-механические свойства многослойных полимерных материалов»
Введение
Растет многообразие товаров, и технология упаковывания стремительно развивается. Российский рынок гибкой полимерной упаковки оценивается в $800–850 млн. в год при общем объеме потребления упаковочных материалов по стране в $1,5–1,7 млрд. Но, по мнению ряда экспертов, сегодняшний уровень спроса составляет всего 15% от максимально возможной величины потребления. Исходя из этого, данный сегмент можно назвать довольно привлекательным на долгосрочную перспективу. Доля российских производителей составляет на рынке 40–70% – это зависит от конкретного сектора (типа упаковочных материалов) – и в дальнейшем она будет еще расти. Что касается конкуренции, то до 1998 г. основной ее вектор был направлен на соперничество с импортом. После 2000 г. борьба уже идет между российскими производителями [17].
В пищевой промышленности помимо традиционных методов упаковывания последние годы во многих странах получили большое развитие быстрое замораживание, хранение в модифицированной газовой среде, стерилизация, ионизирующим излучением, сублимационная сушка, асептические способы консервирования, микроволновый нагрев. Каждая из этих технологий непосредственно связана с выбором материала упаковки и предъявляет к нему специфические требования. И теперь не только практически, но даже теоретически невозможно создать монопленочный материал, который удовлетворял таким требованиям.
Современные требования к гибким упаковочным материалам заставляют производителей искать пути и способы удовлетворения возрастающего спроса.
За рубежом этот процесс плавно вел к развитию новых технологий. Во-первых, они позволяли удешевить продукцию. Во-вторых, новые технологии возникают на базе достижений физики и химии и отражают современное развитие науки. Это касается в первую очередь полимерных материалов, благодаря которым стало возможным создавать материалы с новыми характеристиками (в том числе с барьерными свойствами). Цепочка: наука–создание новых материалов – изготовление новых упаковочных материалов позволила создавать упаковку, способную длительно сохранять продукты и товары массового спроса. Это привело к созданию специальных машин, способных изготавливать многослойные упаковочные материалы с соответствующими характеристиками.
В России ситуация складывалась не так. В наследие от Советского Союза предприятия не получили оборудования, которое могло бы изготавливать упаковочные материалы, способные конкурировать с аналогичными материалами иностранных производителей. Экономическое положение не позволяло предприятиям покупать новое дорогостоящее оборудование, отечественные машиностроители были не в состоянии создавать достойные и конкурентоспособные материалы. Сырьевая база для изготовления полимеров была не развита. На рубеже 1980–1990-х годов страна не производила ряд полимерных материалов. Уровень доходов населения не позволял нашим гражданам покупать продукты и товары в относительно дорогой упаковке. Все эти факторы не стимулировали развитие отрасли.
Несколько лет назад ситуация начала меняться. Стабилизация экономики страны позволила населению приобретать более дорогие товары, в том числе в более дорогой упаковке. В результате роста продаж предприятия получили возможность аккумулировать средства для модернизации производства. Практически все продукты и большинство потребительских товаров приобрели в последние годы новую упаковку, которая отличается от прежней барьерными свойствами, дизайном и красочностью.
Увеличение спроса на качественную упаковку повлек за собой рост производства материалов для ее изготовления. В основном удовлетворены потребности отечественных предприятий в полиэтилене. Полипропиленовые пленки в основном пока завозятся из-за границы, однако принятые решения о строительстве новых мощностей по изготовлению полипропилена позволяют надеяться, что через несколько лет отечественные фирмы будут производить пленки из российского сырья.
Процесс импортозамещения в области производства гибких упаковочных материалов приобретает в последние годы высокие темпы. Для этого есть несколько причин:
1) рост потребления многослойных материалов в России;
2) возможность удешевления продукции;
3) снижение зависимости отечественных предприятий от поставок иностранных производителей;
4) рост финансовых возможностей предприятий упаковочной отрасли, позволяющий модернизировать производственные мощности;
5) появление на российском финансовом рынке новых финансовых инструментов, например, лизинговых схем [21].
Сегодня к таре и упаковке продовольственных товаров предъявляются все более жесткие требования. Упаковка должна выполнять следующие функции:
· защитную;
· дозирующую;
· транспортную;
· функцию хранения;
· функцию маркетинга;
· нормативно-законодательную;
· экологическую;
· информационную;
· эксплуатационную.
Особую важность при упаковке пищевых продуктов имеет защитная функция. Для ее обеспечения конструкция упаковки должна обеспечивать меры по защите упаковываемого продукта от влияния климатических факторов, от повреждений и порчи при транспортировке и хранении, а также защите окружающей среды и человека от негативного воздействия упакованного продукта [2].
Во многих развивающихся странах потери пищевых продуктов из-за некачественной упаковки, так и не попав на стол к потребителю, достигают 25–30%, а по некоторым источникам эта цифра доходит до 50%. В то же время в развитых странах они составляют всего 2–3%. В России потери продуктов составляют около трети [17].
Полимерные пленки различаются по своим оптическим, химическим и механическим характеристикам, возможности нанесения печати, а также по уровню герметических свойств.
В настоящее время чаще всего для создания многослойных пленочных материалов используют ориентированный полипропилен (ОПП), ОПП металлизированный и полиэтилен высокого давления (ПЭВД). Ассортимент упаковываемых в них товаров довольно разнообразен: от пищевых продуктов (хлебобулочных изделий, сухих завтраков, печенья, мармелада, чипсов, сухариков, снеков, орешков, кондитерских изделий, специй, кормов для собак и кошек, сырково-творожных изделий, молока и молочных продуктов, пельменей, слоеного теста) до не пищевых (средств для защиты от комаров, удобрений, семян, влажных гигиенических салфеток).
Это, в основном, сыпучие, хрупкие, сухие продукты, которые требуют защиты от влаги, воздуха, света. То есть, упаковка должна иметь хорошие барьерные характеристики – влаго- и жиростойкость, паро-, газо- и ароматонепроницаемость. Также она должна быть довольно прочной, чтобы при транспортировке упакованный продукт не утратил своей формы, не нарушилась герметизация. Увеличение прочностных характеристик происходит за счет блокировки слабых мест (опасных дефектов) одного слоя, прилегающими к ним бездефектными участками второго слоя. При наличии адгезионного взаимодействия между слоями происходит перераспределение напряжений и синхронизация работы отдельных слоев, из которых состоит многослойный материал.
Прочность материала также важна при изготовлении упаковки, так как упаковывание происходит на высоких скоростях (используют высокоскоростные упаковочные машины).
Все вышеперечисленные необходимые характеристики материала увеличивают срок годности упаковываемого продукта [1].
Однако, сегодня недостаточно, чтобы упаковка выполняла только свою главную задачу – защищала продукт. Она должна быть привлекательной для покупателя и удобной в использовании на всех этапах жизненного цикла. При существующем многообразии идентичных продуктов выигрывает тот производитель, чья упаковка наиболее оптимально и гармонично сочетает в себе функции защиты и продвижения. Упаковка играет основную роль при решении задачи «узнаваемости» продукта. Согласно статистике, 70% покупок совершаются спонтанно, непосредственно в местах продаж. Часто потребители составляют мнение о продукте, исходя в первую очередь из привлекательности упаковки. То, что упаковка стала играть сразу несколько ролей, привело к усложнению ее дизайна и конструкции.
Также на одно из первых мест выходит проблема экологии и безопасности. Именно поэтому при производстве упаковки чаще всего используется полиэтилен и полипропилен, которые не выделяют мономеры, причиняющие ущерб здоровью [17].
Для создания гибкой упаковки наиболее распространен пленочный материал – ориентированный полипропилен (ОПП). Однако ориентированный полипропилен имеет плохую свариваемость. Для устранения этого недостатка его совмещают с неориентированным полипропиленом или с полиэтиленом (ПЭ).
Полипропилен более стоек к смятию, чем полиэтилен. ПЭ же подвержен смятию, что создает проблемы при машинной фасовке; также он эффективно предохраняет от влаги, но пропускает газы; хорошо склеивается.
Пленка на основе ориентированного полипропилена (ОПП) с полиэтиленом высокого давления (ПЭВД) имеет высокую прочность сварного шва, поэтому ее эффективно используют для упаковки крупных доз продукта.
На качество гибкой полимерной упаковки оказывают влияние:
· упаковочный материал;
· конструкция и габаритные размеры упаковки;
· качество печати и отделки;
· технологические параметры работы фасовочно-упаковочного оборудования.
Неправильно подобранный упаковочный материал (сырье, добавки, комбинация слоев) могут не обеспечить необходимых барьерных и прочностных свойств, что существенно снижает срок хранения продукта, появляется вероятность проникновения вредных частиц продукта в окружающую среду, а также миграция полимерных частиц и добавок в упакованный продукт.
Для обеспечения сохранности упакованного продукта необходимо обеспечение целостности упаковки. А для этого все прогнозируемые в процессах упаковывания, транспортировки и эксплуатации нагрузки не должны превышать предела прочности в продольном и поперечном направлении. Сопротивление растягиванию упаковочного материала также характеризует относительное удлинение при разрыве. Все эти свойства материала зависят от технологических параметров каширования.
Помимо свойств индивидуальных слоев в многослойном пленочном материале важное значение имеет толщина адгезионного слоя. Его должно быть ровно такое количество, которого будет достаточно для заполнения всех микротрещин и микродефектов между макромолекулами соединяемых монопленок для более тесного их взаимодействия и не более того.
Целью дипломной работы является исследование влияния технологических параметров процесса бессольвентного каширования на физико-механические свойства многослойных полимерных плёнок.
Аналитический обзор
Методическая часть
Полимеры отличаются от большинства материалов, таких как металлы, бумага, керамика, натуральные волокна, главным образом, своим «вязкоупругим» поведением. Слово «вязкоупругий» используется для описания такого поведения, при котором под напряжением проявляются одновременно как вязкие, так и упругие характеристики. Подобное свойство является прямым следствием строения полимерных молекул в виде длинных цепей. В то время как механическое поведение большинства материалов под нагрузкой может считаться либо упругим, либо деформационным течением, отклик полимеров на приложенное напряжение сочетает оба указанных типа. Отношение вязких и упругих компонент, называемое «демпферным», может очень сильно варьироваться в весьма небольшом температурном диапазоне; при этом оно сильно зависит от скорости нагружения.
Одним из самых распространенных изделий из полимерных материалов является пленка. Методы испытаний полимерных пленок развивались не только на основе приемов традиционных технологий и материалов. Крупные производители и потребители изобретали свои собственные лабораторные испытания, чтобы получить возможность управлять свойствами пленок или определить применяемость пленки для того или иного процесса или приложения. Организации, занимающиеся разработкой стандартов. предложили методы испытаний, приемлемые во всех отраслях промышленности [1].
Требования к методам испытаний
К разрабатываемому методу испытаний в обязательном порядке предъявляются несколько требований:
1. Метод должен быть быстрым, чтобы его результаты можно было использовать для контроля качества в условиях работы высокопроизводительных машин без создания задержек в производстве и отправке продукции.
2. Результаты должны быть воспроизводимыми и совпадающими в различных испытательных лабораториях и на различных испытательных машинах. Это означает, что тест должен быть нечувствительным к небольшим вариациям в получении образца, износу или другим мелким различиям испытательной аппаратуры.
3. Точность результатов не должна превышать требуемую. Стоимость излишней точности редко бывает оправданной в промышленности. и часто значение с точностью нескольких процентов дает всю необходимую информацию.
4. Предпочтительно, чтобы результаты были научно значимыми. Обязательно, чтобы они имели технологическую значимость и давали ясное свидетельство реальных функциональных свойств пленки.
Главным преимуществом стандартного метода является то, что результаты, полученные при его применении в различных лабораториях, можно сравнивать [1].
Интерпретация результатов
Главными трудностями, которые встают на пути проведения масштабного тестирования и интерпретации его результатов, являются (относительно быстрое) изменение свойств в зависимости от скорости деформирования и особенно от температуры.
Механические характеристики обычных материалов чаще всего нечувствительны к температуре при нормальных внешних условиях и температурах при упаковке / обработке пленок, используемых в упаковочной промышленности. Однако полимер, будучи вязкоупругим материалом (в температурном диапазоне менее 100ºС) может из состояния твердого стеклоподобного вещества превратиться в жидкость.
Вязкоупругость – это комплексное понятие, все полимерные материалы проявляют примерно одинаковое поведение, детали которого определяются химической природой полимера, его молекулярной массой и молекулярно-массовым распределением, степенью кристалличности и т.д.
Разрушение материала при растяжении, например, одноосном, может быть хрупким, квазихрупким или пластическим (вязким) в зависимости от величины и вида деформации предшествующей разделению образца материала или изделия на части (как правило, на две части).
Хрупкое разрушение характеризуется разделением материала на две части при локализации пластической деформации у вершины трещины или без пластической деформации вообще, что определяет малые затраты энергии на продвижение трещины. Скорость роста трещины высока и соизмерима со скорость звука в данном материале.
Пластическое – (вязкое) разрушение характеризуется наиболее медленным распространением трещины с интенсивным течением всего объема материала в том числе части материала расположенной вне зоны роста трещины. Затраты энергии на продвижение трещины относительно велики.
Квазихрупкое разрушение является промежуточным вариантом и характеризуется локализацией пластической деформации у вершины трещины и на пути ее вероятного роста [1].
Выбор объекта исследования
Современная упаковка требует применения полимерных упаковочных материалов, обладающих комплексом свойств, обеспечить которые невозможно при использовании одного полимера. Нет полимерного материала, который обеспечивал бы одновременно все необходимые для упаковки свойства, такие, как привлекательный внешний вид, механическая прочность, заданная проницаемость для газов и паров воды, свариваемость, способность к глубокой вытяжке, коэффициент трения, термостойкость, и при этом имел бы приемлемую цену.
Поэтому разрабатывают и применяют упаковочные материалы, состоящие из нескольких слоев разных полимеров, так называемые многослойные пленочные материалы – МПМ. Такие материалы могут обладать спектром свойств, которым не обладает ни один из слоев в отдельности.
При конструировании многослойной упаковки большое значение имеет оптимальное содержание слоев и их чередование, определяемое индивидуальными свойствами упаковываемого продукта, а также условиями и сроками хранения.
Используют двух- и трехслойные комбинированные материалы, состоящие из полимера, бумаги и фольги, где каждый слой играет свою определенную роль.
Внешний слой определяет прочностные свойства материала и защищает продукт от внешнего воздействия. Он должен быть термостойким и не размягчаться в условиях термической сварки при формировании шва. В качестве таких слоев могут быть использованы двуосно-ориентированная полипропиленовая пленка (БОПП) с термосварным покрытием, полиамиды, различные виды бумаги и фольги, защищенные лаковым покрытием.
Внутренний слой предназначен защитить продукт от контакта с внешним слоем упаковки и, главное, обеспечить возможность герметизации упаковки при термической сварке. Чаще всего для этих целей используют следующие полимеры: полиэтилен высокого давления (ПЭВД), полиэтилен низкого давления (ПЭНД), линейный полиэтилен высокого давления (ЛПЭВД) и другие.
Для проведения исследования влияния технологических параметров процесса каширования на физико-механические свойства многослойных полимерных материалов были выбраны следующие 2 фактора:
1. Толщина клеевого слоя при кашировании;
2. Скорость каширования;
В качестве объектов исследования были взяты многослойные пленочные материалы на основе прозрачного ориентированного полипропилена (ОПП) толщиной 20 мкм в комбинации с белым полиэтиленом высокого давления (ПЭВД), толщиной 25 мкм.
Также были получены и исследованы клеевые плёнки. В качестве адгезива использовали бессольвентный клей фирмы Henkel торговой марки Liofol из полиуретана.
Полиуретан – гетероцепное высокомолекулярное соединение (ВМС):
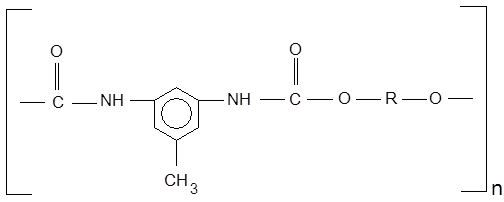
В последние 5 лет используют двухкомпонентные полиуретановые клеи, действующие без растворителей и могут быть переработаны при температуре 35–40ºС. Клей получается в результате взаимодействия ароматического диизоцианата с алкидной смолой, содержащей свободные гидроксильные группы в соотношении 1:0,8 по массе. После окончания времени отверждения клея материалы безопасны для пищевой упаковки, т.к. не содержат свободных мономеров – мигрирующих аминов (т.е. все изоционатные – NCO группы вступили в реакцию). Утверждаются при комнатной температуре и дают прочное соединение при склеивании дерева между собой и с другими материалами. Жизнеспособность клеевого раствора 8–10 часов [6].
Отверждение при температуре около 400С значительно сокращает период стабилизации. Время отверждения составляет 24 часа. Ступенчатая сополимеризация диизоцианатов с соединениями, содержащими более двух ОН-групп, приводит к образованию макромолекул, имеющих сетчатую структуру, не растворимых в органических растворителях и не способных плавиться [13].
Экспериментальная часть
Ассортимент упаковываемых товаров в многослойные пленки постоянно растет. И теперь невозможно создать монопленочный материал, который удовлетворял бы необходимым требованиям. Т.к. даже сочетание двух пленок обеспечивает следующие преимущества: а) увеличение прочностных характеристик, которое происходит за счет блокировки слабых мест (опасных дефектов) одного слоя прилегающими к ним бездефектными участками второго слоя. При наличие адгезионного взаимодействия между слоями происходит перераспределение напряжений и синхронизация работы отдельных слоев, из которых состоит многослойный материал; б) увеличиваются барьерные характеристики (уменьшается влаго-, паро- и жиропроницаемость; увеличивается жиростойкость); в) за счет чего увеличивается срок годности упакованного продукта.
Для производства многослойных пленочных материалов часто используют метод каширования.
На предприятии по производству многослойных и комбинированных пленочных материалов для гибкой упаковки ООО «Пакетти-групп» была установлена линяя итальянской фирмы «Nord meccanica group» (Super Simplex) по производству материалов способом бессольвентного каширования.
Поэтому целью моей дипломной работы является изучение влияния технологических параметров каширования на многослойные плёночные материалы.
На данной установке были получены следующие многослойные пленочные материалы (МПМ): прозрачный ориентированный полипропилен (ОПП) толщиной 20 мкм в комбинации с полиэтиленом высокого давления толщиной 25 мкм. В качестве адгезива использовали бессольвентный полиуретановый клей.
Охрана окружающей среды
Охрана окружающей среды от загрязнения промышленными выбросами и бытовыми отходами является частью социальной и государственной задачи охраны природы, включающей комплекс взаимосвязанных мероприятий.
Интенсивное развитие науки и техники, рост промышленного производства, количества автотранспорта, химизация сельского хозяйства – все эти факторы обуславливают усиление эксплуатации ресурсов, оказывает большое воздействие на окружающую среду. Ухудшается экономическая обстановка, что не может не сказаться на здоровье человека. Необходимо принимать меры по рациональному использованию земли и ее недр, водных ресурсов, растительного и животного мира для сохранения чистоты воздуха, обеспечению воспроизводства природных богатств и улучшения окружающей среды человеком.
Сейчас очень остро встает проблема защиты окружающей среды от загрязнения промышленными выбросами, отходами и продуктами жизнедеятельности человека, в частности отходами использованной упаковки. Особое место среди природоохранных мероприятий занимает внедрение безотходных технологий, эффективная эксплуатация очистных сооружений и организация сбора, сортировки и вторичной переработки отходов.
В настоящее время внедряют малоотходные и безотходные технологические процессы, развивают специализированные производства по выпуску оборудования и машин, необходимых для создания высокоэффективных очистных сооружений, разрабатываются новые методы и средства борьбы с вредными выбросами веществ в атмосферу.
Исследовательская работа проводилась в лаборатории предприятия ООО «Пакетти-групп».
Для исследования были изготовлен многослойный пленочный материал методом сухого бессольвентного каширования. В качестве адгезива использовали двухкомпонентный полиуретановый клей. После каширования материал поступает в сушильную камеру, где выдерживается при t=30–35ºС не менее 24 ч для окончательной полимеризации клея.
Т.к. клей смешивают из смолы и отвердителя при комнатной температуре, то возможность испарения компонентов и деструкции сведены к минимуму. При нормальной циркуляции воздуха концентрации мономера не превышает предельно допустимые значения. При смешивании клея выделяется небольшое количество Пропан-2-ол. Готовый материал совершенно не содержит остатков растворителя, в результате чего работу можно считать экологически безопасной. Клей наносят при комнатной температуре, деструкции нет и выделения вредных веществ не происходит.
Смывка клеевых ванн осуществляется этилацетатом в среднем 2–3 раза за смену (12 ч). От секции с клеем при работе машины автоматически включается вытяжка.
На кашировальной машине имеется коронатор, который при работе выделяет озон, требующий отсасывания вентилятором и удаления из помещения через вытяжку.
Анализ состава воздуха при производстве многослойного пленочного материала, ПДК в воздухе рабочей зоны производственных помещений и класс опасности основных продуктов приведены в таблице:
Таблица 5.1. Допустимые концентрации вредных веществ
| Вредное вещество | Код | Класс опасности | ПДК с.с. мг/м3 | ПДК в атмосферном воздухе населенных мест, мг/м3 | |
| ПДКм.р. | ПДКр.з. | ||||
| Этилацетат (газ) | 1240 | 4 | 0,1 | 0,1 | 200 |
| Озон (газ) | 0326 | 1 | 0,30 | 0,16 | 0,1 |
| Пропан-2-ол | 1034 | 3 | - | 0,6 | 10 |
Производственные помещения оборудованы общеобменной приточно-вытяжной вентиляцией, а рабочие места – местной вентиляцией, которые обеспечивают концентрацию вредных веществ в воздухе рабочей зоны, не превышающую предельно допустимую [24].
При работе на кашировальной машине кроющий узел нагревают до t=35–40º, а некоторые валы охлаждают.
Для оборудования принята локальная система нагрева-охлаждения с замкнутым контуром.
Подача свежей воды и выброс в канализацию от этих систем не предусматриваются.
Других потребителей воды для оборудования, устанавливаемого внутри цеха, не имеется, поэтому никаких сбросов в канализацию также не предусматривается.
Жидкие отходы отсутствуют. Производственных загрязнений сточных вод нет.
Таблица 5.2. Классификация отходов
| Отходы потребления | Код | Класс опасности |
| 1. Отработанные люминесцентные лампы | 353 301 001 3011 | 1 |
| 2. Отходы полиэтилена в виде пленки | 571 029 020 1995 | 5 |
| 3. Отходы полипропилена в виде пленки | 571 030 020 1995 | 5 |
| 4. Обрезки и обрывки тканей смешанных. | 581 011 080 1995 | 5 |
| 5. Мусор от бытовых помещений организаций несортированный (исключая крупногабаритный) | 912 004 000 1004 | 4 |
Отходы 4 класса – малоопасные, 5 класса – нетоксичные их можно собирать с общий мусор (на полигон).
Характеристика мест временного накопления отходов на территории предприятия [24].
1. Отработанные люминесцентные лампы хранятся в изолированном складском помещении электроцеха. Лампы собираются в картонных коробках, а затем сдаются в специальных контейнерах. Общее предельное количество не должно превышать 370 штук. Вывоз производится не реже 4 раз в год.
2. Полиэтиленовые и полипропиленовые отходы пленки в количестве 0,5% (10 650 кг в год) относятся к не токсичным веществам. Они прессуются и отправляются на специальные предприятия по переработке втор. сырья. Бытовые отходы собираются в металлические контейнеры – мусоросборники объемом 1,2 м3. На предприятии имеется несколько десятков таких контейнеров. Вывоз в среднем производится 1 раз в месяц.
Проведенный анализ предприятия показал, что при проведении исследований по изучению прочностных свойств многослойных пленочных материалов, полученных методом бессольвентного каширования влияет незначительно на окружающую среду.
Список используемой литературы
1. Бристон Дж.Х. Полимерные пленки/ Дж.Х. Бристон, Л.Л. Катан: 3-е изд.; Пер. с англ.; Под ред. Э.П. Донцовой. – М.: Химия, 1993. – 384 с.
2. Ефремов, Н.Ф. Тара и ее производство: учебник для вузов/ Ефремов, Н.Ф.; М-во образования и науки РФ; Федеральное агентство по образованию, МГУП. – М.: МГУП, 2001. – 312 с.
3. Шур А.М. Высокомолекулярные соединения. Учебник для вузов – 3-е издание, перераб. и дополн / Шур А.М. – М.: Высшая школа, 1981.-656 с.
4. Кинлок Э. Адгезия и адгезивы / Кинлок Э. – М.: Мир, 1991. – 625 с., ил.
5. Гуль В.Е. Основы переработки пластмасс/ В.Е. Гуль, М.С. Акутин. - М.: Химия, 1985. – 400 с.
6. Химическая энциклопедия в пяти томах, том 4. Под редакцией Кнунянца И.Л., – М.: Советская энциклопедия, 1990. – 641 с.
7. Гуль В.Е. Пленочные полимерные материалы для упаковки пищевых продуктов/ Гуль В.Е., Беляцкая О.Н. – М.: Пищевая промышленность, 1968. – 280 с.
8. Гуль В.Е. Исследование прочности двухслойных разнородных пленочных материалов/ Гуль В.Е., Дворецкая Н.М., Шапкина Л.Н. – М.: Механика полимеров, 1967. – 242 с.
9. Гуль В.Е. Структура и механические свойства полимеров: Учеб. пособие для студентов хим.-технол. специальностей вузов. – 3-е изд., перераб. и доп./ Гуль В.Е., Кулезнев В.Н. – М.: Высш. школа, 1979. – 352 с., ил.
10. Каган Д.Ф. Многослойные рулонные пленочные материалы, получаемые экструзионным способом и кашированием/ Каган Д.Ф. – М.: НИИТЭХИМ, 1976. – 312 с.
11. Гуль В.Е. Прочность полимеров/ Гуль В.Е. – М.: Химия, 1964. – 228 с.
12. Каган Д.Ф. Многослойные и комбинированные пленочные материалы/ Каган Д.Ф., Гуль В.Е., Самарина Л.Д. – М.: Химия, 1989. – 288 с.
13. Охрименко И.С. Химия и технология пленкообразующих веществ: Учебное пособие для вузов/ Охрименко И.С., Верхоланцев В.В. – Л.: Химия, 1978 – 392 с., ил.
14. Технологическая инструкция по кашированию пленочных материалов на кашировальной машине Super Simplex SL Nordmeccanica Group.
15. Каган Д.Ф. Комбинированные пленочные материалы, получаемые с помощью клеев и адгезивов / Каган Д.Ф., Кнебельман А.М. – М.: НИИТЭХИМ, 1976.
16. Аксенова Т.И. Тара и упаковка/ Т.И. Аксенова, В.В. Ананьев, Н.М. Дворецкая и др.; Под ред. Э.Г. Розанцева. – М.: МГУПБ, 1999. 180 с.
17. Кондратов А.П. Физика и химия материалов и покрытий. Лабораторные работы Ч2. Электронная версия/ Кондратов А.П., Божко Н.Н. МГУП, 2008. – 29 с.
18. Ефремов, Н.Ф. Конструирование и дизайн тары и упаковки: учебник для вузов /Н.Ф. Ефремов, Т.В. Лемешко, А.В. Чуркин; под ред. Н.Ф. Ефремова; М-во образования и науки РФ; Федеральное агентство по образованию, МГУП. – М.: МГУП, 2004. – 424 с.: ил.
19. Легонькова О.А. Методические указания по «Химии и физике полимеров»/Составитель: ст. преп. Легонькова О.А. под редакцией заслуженного деятеля науки и техники РФ, проф. В.Е. Гуля. МГУПБ – М.: МГУПБ, 2002. – 46 с.
20. Анцыпович И.С. Охрана природы на предприятиях / Анцыпович И.С. – М.: Агропромиздат, 1985, 112 с.
Дипломная работа
На тему:
«Исследование влияния технологических параметров процесса каширования на физико-механические свойства многослойных полимерных материалов»
Введение
Растет многообразие товаров, и технология упаковывания стремительно развивается. Российский рынок гибкой полимерной упаковки оценивается в $800–850 млн. в год при общем объеме потребления упаковочных материалов по стране в $1,5–1,7 млрд. Но, по мнению ряда экспертов, сегодняшний уровень спроса составляет всего 15% от максимально возможной величины потребления. Исходя из этого, данный сегмент можно назвать довольно привлекательным на долгосрочную перспективу. Доля российских производителей составляет на рынке 40–70% – это зависит от конкретного сектора (типа упаковочных материалов) – и в дальнейшем она будет еще расти. Что касается конкуренции, то до 1998 г. основной ее вектор был направлен на соперничество с импортом. После 2000 г. борьба уже идет между российскими производителями [17].
В пищевой промышленности помимо традиционных методов упаковывания последние годы во многих странах получили большое развитие быстрое замораживание, хранение в модифицированной газовой среде, стерилизация, ионизирующим излучением, сублимационная сушка, асептические способы консервирования, микроволновый нагрев. Каждая из этих технологий непосредственно связана с выбором материала упаковки и предъявляет к нему специфические требования. И теперь не только практически, но даже теоретически невозможно создать монопленочный материал, который удовлетворял таким требованиям.
Современные требования к гибким упаковочным материалам заставляют производителей искать пути и способы удовлетворения возрастающего спроса.
За рубежом этот процесс плавно вел к развитию новых технологий. Во-первых, они позволяли удешевить продукцию. Во-вторых, новые технологии возникают на базе достижений физики и химии и отражают современное развитие науки. Это касается в первую очередь полимерных материалов, благодаря которым стало возможным создавать материалы с новыми характеристиками (в том числе с барьерными свойствами). Цепочка: наука–создание новых материалов – изготовление новых упаковочных материалов позволила создавать упаковку, способную длительно сохранять продукты и товары массового спроса. Это привело к созданию специальных машин, способных изготавливать многослойные упаковочные материалы с соответствующими характеристиками.
В России ситуация складывалась не так. В наследие от Советского Союза предприятия не получили оборудования, которое могло бы изготавливать упаковочные материалы, способные конкурировать с аналогичными материалами иностранных производителей. Экономическое положение не позволяло предприятиям покупать новое дорогостоящее оборудование, отечественные машиностроители были не в состоянии создавать достойные и конкурентоспособные материалы. Сырьевая база для изготовления полимеров была не развита. На рубеже 1980–1990-х годов страна не производила ряд полимерных материалов. Уровень доходов населения не позволял нашим гражданам покупать продукты и товары в относительно дорогой упаковке. Все эти факторы не стимулировали развитие отрасли.
Несколько лет назад ситуация начала меняться. Стабилизация экономики страны позволила населению приобретать более дорогие товары, в том числе в более дорогой упаковке. В результате роста продаж предприятия получили возможность аккумулировать средства для модернизации производства. Практически все продукты и большинство потребительских товаров приобрели в последние годы новую упаковку, которая отличается от прежней барьерными свойствами, дизайном и красочностью.
Увеличение спроса на качественную упаковку повлек за собой рост производства материалов для ее изготовления. В основном удовлетворены потребности отечественных предприятий в полиэтилене. Полипропиленовые пленки в основном пока завозятся из-за границы, однако принятые решения о строительстве новых мощностей по изготовлению полипропилена позволяют надеяться, что через несколько лет отечественные фирмы будут производить пленки из российского сырья.
Процесс импортозамещения в области производства гибких упаковочных материалов приобретает в последние годы высокие темпы. Для этого есть несколько причин:
1) рост потребления многослойных материалов в России;
2) возможность удешевления продукции;
3) снижение зависимости отечественных предприятий от поставок иностранных производителей;
4) рост финансовых возможностей предприятий упаковочной отрасли, позволяющий модернизировать производственные мощности;
5) появление на российском финансовом рынке новых финансовых инструментов, например, лизинговых схем [21].
Сегодня к таре и упаковке продовольственных товаров предъявляются все более жесткие требования. Упаковка должна выполнять следующие функции:
· защитную;
· дозирующую;
· транспортную;
· функцию хранения;
· функцию маркетинга;
· нормативно-законодательную;
· экологическую;
· информационную;
· эксплуатационную.
Особую важность при упаковке пищевых продуктов имеет защитная функция. Для ее обеспечения конструкция упаковки должна обеспечивать меры по защите упаковываемого продукта от влияния климатических факторов, от повреждений и порчи при транспортировке и хранении, а также защите окружающей среды и человека от негативного воздействия упакованного продукта [2].
Во многих развивающихся странах потери пищевых продуктов из-за некачественной упаковки, так и не попав на стол к потребителю, достигают 25–30%, а по некоторым источникам эта цифра доходит до 50%. В то же время в развитых странах они составляют всего 2–3%. В России потери продуктов составляют около трети [17].
Полимерные пленки различаются по своим оптическим, химическим и механическим характеристикам, возможности нанесения печати, а также по уровню герметических свойств.
В настоящее время чаще всего для создания многослойных пленочных материалов используют ориентированный полипропилен (ОПП), ОПП металлизированный и полиэтилен высокого давления (ПЭВД). Ассортимент упаковываемых в них товаров довольно разнообразен: от пищевых продуктов (хлебобулочных изделий, сухих завтраков, печенья, мармелада, чипсов, сухариков, снеков, орешков, кондитерских изделий, специй, кормов для собак и кошек, сырково-творожных изделий, молока и молочных продуктов, пельменей, слоеного теста) до не пищевых (средств для защиты от комаров, удобрений, семян, влажных гигиенических салфеток).
Это, в основном, сыпучие, хрупкие, сухие продукты, которые требуют защиты от влаги, воздуха, света. То есть, упаковка должна иметь хорошие барьерные характеристики – влаго- и жиростойкость, паро-, газо- и ароматонепроницаемость. Также она должна быть довольно прочной, чтобы при транспортировке упакованный продукт не утратил своей формы, не нарушилась герметизация. Увеличение прочностных характеристик происходит за счет блокировки слабых мест (опасных дефектов) одного слоя, прилегающими к ним бездефектными участками второго слоя. При наличии адгезионного взаимодействия между слоями происходит перераспределение напряжений и синхронизация работы отдельных слоев, из которых состоит многослойный материал.
Прочность материала также важна при изготовлении упаковки, так как упаковывание происходит на высоких скоростях (используют высокоскоростные упаковочные машины).
Все вышеперечисленные необходимые характеристики материала увеличивают срок годности упаковываемого продукта [1].
Однако, сегодня недостаточно, чтобы упаковка выполняла только свою главную задачу – защищала продукт. Она должна быть привлекательной для покупателя и удобной в использовании на всех этапах жизненного цикла. При существующем многообразии идентичных продуктов выигрывает тот производитель, чья упаковка наиболее оптимально и гармонично сочетает в себе функции защиты и продвижения. Упаковка играет основную роль при решении задачи «узнаваемости» продукта. Согласно статистике, 70% покупок совершаются спонтанно, непосредственно в местах продаж. Часто потребители составляют мнение о продукте, исходя в первую очередь из привлекательности упаковки. То, что упаковка стала играть сразу несколько ролей, привело к усложнению ее дизайна и конструкции.
Также на одно из первых мест выходит проблема экологии и безопасности. Именно поэтому при производстве упаковки чаще всего используется полиэтилен и полипропилен, которые не выделяют мономеры, причиняющие ущерб здоровью [17].
Для создания гибкой упаковки наиболее распространен пленочный материал – ориентированный полипропилен (ОПП). Однако ориентированный полипропилен имеет плохую свариваемость. Для устранения этого недостатка его совмещают с неориентированным полипропиленом или с полиэтиленом (ПЭ).
Полипропилен более стоек к смятию, чем полиэтилен. ПЭ же подвержен смятию, что создает проблемы при машинной фасовке; также он эффективно предохраняет от влаги, но пропускает газы; хорошо склеивается.
Пленка на основе ориентированного полипропилена (ОПП) с полиэтиленом высокого давления (ПЭВД) имеет высокую прочность сварного шва, поэтому ее эффективно используют для упаковки крупных доз продукта.
На качество гибкой полимерной упаковки оказывают влияние:
· упаковочный материал;
· конструкция и габаритные размеры упаковки;
· качество печати и отделки;
· технологические параметры работы фасовочно-упаковочного оборудования.
Неправильно подобранный упаковочный материал (сырье, добавки, комбинация слоев) могут не обеспечить необходимых барьерных и прочностных свойств, что существенно снижает срок хранения продукта, появляется вероятность проникновения вредных частиц продукта в окружающую среду, а также миграция полимерных частиц и добавок в упакованный продукт.
Для обеспечения сохранности упакованного продукта необходимо обеспечение целостности упаковки. А для этого все прогнозируемые в процессах упаковывания, транспортировки и эксплуатации нагрузки не должны превышать предела прочности в продольном и поперечном направлении. Сопротивление растягиванию упаковочного материала также характеризует относительное удлинение при разрыве. Все эти свойства материала зависят от технологических параметров каширования.
Помимо свойств индивидуальных слоев в многослойном пленочном материале важное значение имеет толщина адгезионного слоя. Его должно быть ровно такое количество, которого будет достаточно для заполнения всех микротрещин и микродефектов между макромолекулами соединяемых монопленок для более тесного их взаимодействия и не более того.
Целью дипломной работы является исследование влияния технологических параметров процесса бессольвентного каширования на физико-механические свойства многослойных полимерных плёнок.
Аналитический обзор
Многослойные и комбинированные пленочные материалы
Современная упаковка требует применения полимерных упаковочных материалов, обладающих комплексом свойств, обеспечить которые невозможно при использовании одного полимера. Нет полимерного материала, который обеспечивал бы одновременно все необходимые для упаковки свойства, такие, как привлекательный внешний вид, механическая прочность, заданная проницаемость для газов и паров воды, свариваемость, способность к глубокой вытяжке, коэффициент трения, термостойкость, и при этом имел бы приемлемую цену.
Поэтому разрабатывают и применяют упаковочные материалы, состоящие из нескольких слоев разных полимеров (так называемые многослойные пленочные материалы – МПМ), или же из слоев полимерных материалов в сочетании с другими материалами, такими, как картон, ткань, бумага, алюминиевая фольга (комбинированные пленочные материалы – КПМ). Такие материалы могут обладать спектром свойств, которым не обладает ни один из слоев в отдельности. Комбинированные и многослойные материалы во всем мире находят широкое применение. Это объясняется практически неограниченными возможностями варьирования их свойств за счет: выбора состава композиционного материала; изменения порядка чередования слоев; обеспечения необходимого уровня адгезионного взаимодействия между слоями; выбора оптимальной технологии и оборудования для получения конкретного материала [7].
Создание и расчет свойств таких материалов представляет сложную научно-техническую задачу и требует анализа в каждом конкретном случае, поскольку приходится принимать во внимание множество переменных величин (материалы, толщина отдельных слоев, структура многослойного материала, способ его переработки и так далее). В первом приближении можно считать, что свойства пленок определяются либо по правилу смесей, либо, при большом различии свойств, определяются свойствами того компонента (слоя), который имеет экстремальный уровень свойств. Точный расчет композиции требует учета явлений на границе раздела фаз, которые вносят очень существенный вклад, особенно для деформационных и прочностных показателей пленок.
Интересно, что слой полимера в многослойной системе может иметь свойства, отличающиеся от свойств отдельной пленки из того же материала. Особенно значительные эффекты в области изменения механических свойств наблюдаются в слоистых материалах, содержащих «жесткий» и «мягкий» элементы, или «хрупкий» и «вязкий» составляющие слои.
В промышленных масштабах производится широкий ассортимент многослойных пленок и комбинированных пленочных материалов, в которых полимерные слои сочетаются с бумагой, картоном, металлом или тканью. Количество слоев в таких пленках может составлять от двух до десяти и даже больше. При этом ряд слоев в такой системе может повторяться [1].
При всем разнообразии производимых пленочных материалов и широком спектре их характеристик наиболее важные показатели можно прогнозировать.
Прочностные показатели предварительно можно оценить следующим образом:
– усилие при разрыве пленочной системы обычно равно сумме усилий при разрыве составляющих ее слоев;
– предельная деформация при разрыве такой системы равна или несколько больше предельной деформации наиболее хрупкого из слоев;
– прочность сварных швов при низком значении сопротивления расслаиванию примерно равна прочности сварного шва индивидуальной пленки из материала термосвариваемого слоя такой же толщины. При высокой адгезионной прочности сварные швы гораздо прочнее;
Барьерные характеристики (паро-, газо- и ароматопроницаемость, жиро- и влагостойкость) подчиняются следующему правилу:
– если пленка состоит из слоев, близких по проницаемости, то общая проницаемость системы обратно пропорциональна суммарной толщине пленки;
– если проницаемость составляющих многослойную систему материалов различается во много раз, то защитные свойства системы определяются наименее проницаемым из слоев.
Для повышения защитных свойств пленок и стабильности их показателей при контакте с агрессивными средами следует соблюдать следующее правило – со средой должен контактировать материал, наименее проницаемый для компонентов этой среды.
Такие свойства, как термосвариваемость многослойной пленки обеспечиваются наличием в композиции хотя бы одного термосвариваемого слоя [8].
Для создания гибкой упаковки наиболее распространен многослойный пленочный материал: ориентированный полипропилен (ОПП) в сочетании с металлизированным ОПП. Так как, он имеет высокую механическую прочность, стойкость к проколам, ударную прочность, высокие барьерные характеристики. ОПП прозрачен, а металлизированный ОПП создает защиту продукта от света, что особенно важно для продуктов чувствительных к свету (жиросодержащих), дополнительно увеличиваются барьерные характеристики, прочность и стойкость к различным веществам. Лучше выглядит печать. Металлизацию также используют для декорирования – улучшения дизайна.
Материал ориентированный полипропилен (ОПП) в сочетании с ОПП металлизированным используют для упаковки печенья, где нужны особенно хорошие барьерные свойства к кислороду и водяным парам. Их же применяют для упаковки хрустящего картофеля и других видов сухих завтраков, предельно чувствительных к кислороду и проникновению паров воды. В такие пленки упаковывают также кондитерские изделия и пачки сигарет [16].
Недостаток ОПП – плохая свариваемость. Для устранения этого недостатка ОПП покрывают термолаком или совмещают с неориентированным полипропиленом или с полиэтиленом. В комбинации ОПП с ПЭВД, когда полиэтилен является внутренним слоем, используют для упаковки сыпучих, пылящих, сухих и жидких продуктов (сухого молока, сливок, сахара, молока и молочных продуктов, замороженного мяса, рыбы и морепродуктов, сухофруктов, выпечки; удобрений). Так как, полиэтиленовая пленка обладает хорошей водостойкостью (не пропускает и не отсасывает влагу, то есть хорошо сохраняет микроклимат внутри упаковки), имеет высокие барьерные характеристики по паро- и жиропроницаемости, является ароматонепроницаемой, жиростойкой и морозостойкой (до -700С). Хорошо термосваривается при нагревании до 110–1400С, образуя прочные герметичные швы, пригодна для жирных и мокрых продуктов, обладает высокой прочностью и стойкостью к раздиру. Но пленка проницаема для углекислого газа и кислорода, что дает возможность использовать ее в качестве упаковки «дышащих» продуктов и не позволяет применять пленку для вакуум-упаковки. Выше перечисленные недостатки компенсируются при соединении полиэтилена высокого давления с ориентированным полипропиленом [12].
Полимеризация этилена может идти в широком диапазоне температур и давлений, но в большинстве промышленных процессов производства применяют давление от 100 до 300 МПа и температуры от 100 до 300ºС. При температуре выше 300ºС идет деструкция ПЭ. Первым инициатором являлся кислород, однако применяли и другие инициаторы и модификаторы. Концентрация кислорода служит критическим параметром. Процесс является экзотермическим, и одной из первоначальных трудностей был отвод избытка тепла от реакторов.
Этилен тщательно очищают и пропускают над катализатором из восстановленной меди для удаления следов кислорода, после чего вводят определенное количество кислорода, необходимое в качестве инициатора, и газы сжимают в многостадийных компрессорах. Затем с помощью компрессоров специальной конструкции газы закачивают в реакционный аппарат. В любом случае должен быть обеспечен тщательный контроль концентрации катализатора, давления и температуры. Непрореагировавший этилен отделяют от расплава полимера и возвращают в реактор. Далее полимер экструдируют в виде непрерывных жгутов, отверждаемых при охлаждении (обычно в водяной ванне) и нарезаемых на гранулы.
Пленочные марки обычно подвергаются дополнительному процессу гомогенизации в смесителе, рафинере или шнековом экструдере.
Простейшая структура молекулы ПЭ – совершенно неразветвленная цепь звеньев – СН  ~ СН - СН - СН ~.
~ СН - СН - СН ~.
Однако энергонасыщенность процесса при высоком давлении препятствует росту прямой цепи, и образуется много боковых ответвлений, которые в значительной степени определяют свойства ПЭВД.
СН - СН - СН -СН ~
|
~ СН - СН - СН -СН - СН - СН ~ СН - СН - СН ~.
|
СН - СН 
Каждая боковая цепь содержит на конце метильную группу – СН  .
.
Образование боковых ответвлений препятствует плотной упаковке основных полимерных цепей, чем и обусловлено получение ПЭВД при описанном процессе [22].
Полиэтилен высокого давления – пластичный, слегка матовый, воскообразный на ощупь материал. Плотность его может изменяться в пределах 0,916–0,935 г/см3. Пленки из ПЭВД легко свариваются тепловой сваркой и образуют прочные швы, склеивание пленок затруднено, но возможно при использовании клеев – расплавов, особенно на основе смесей полиэтилена и полиизобутилена. Нанесение печати на пленки из ПЭВД может осуществляться разными методами, но только при условии предварительной обработки поверхности в силу ее инертной неполярной природы химическими или физическими методами. Пленки из ПЭВД обладают такими свойствами, как прочность при растяжении и сжатии, стойкость к удару и раздиру. Очень важно, что сохраняется прочность при очень низких температурах (-60–-70°С). Пленки водо- и паронепроницаемы, однако проницаемы для газов, поэтому непригодны для упаковки продуктов, чувствительных к окислению. Пленки из ПЭНП имеют высокую химическую стойкость, однако имеют низкую жиро- и маслостойкость. При наполнении ПЭВД крахмалом может быть получен материал, представляющий интерес в качестве биоразрушаемого материала [23].
Кашированные материалы на основе ориентированного полипропилена и полиэтилена высокого давления используют для упаковки хлебобулочных изделий, печенья, сухих завтраков, чипсов, сухариков, снеков, орешков, кондитерских изделий, специй, сырково-творожных изделий, молока и молочных продуктов, мороженого, маргарина, мясного фарша, пельменей, слоеного теста, халвы, чая и других пищевых продуктов. А также не пищевых – влажных гигиенических салфеток, средств защиты от комаров, удобрений, семян, сухого корма для собак и кошек [16].
Чаще всего полиэтилен высокого давления используется как внутренний слой упаковки – он выступает в качестве сваривающей среды. Он имеет более низкую температуру плавления, чем ориентированный полипропилен (ОПП), вследствие чего ОПП нагревается недостаточно и не происходит его усадка, что нежелательно в месте сварного шва, так как может нарушиться его герметичность.
Для производства двуосноориентированого полипропилена существуют два основных процесса: выдув и плоская ориентация. Оба процесса позволяют проводить соэкструзию и дают материалу несколько различные свойства. При выдувном процессе материал сохраняет большую прочность в машинном (долевом) направлении, а при плоской ориентации – в поперечном. Положительные качества полипропилена: небольшая толщина (50–60 мкм, полипропилен для ламинирования – 15 мкм), отличная прозрачность и стабильность размеров.
Пленки из полиэтилена (ПЭ) являются наиболее распространенным упаковочным материалом. Благодаря высокой эластичности пленочные материалы из ПЭ используют без пластификатора, что является чрезвычайно важным с санитарно-гигиенической точки зрения. Сам ПЭ абсолютно физиологически безвреден, не обладает вкусом и запахом.
Полиэтилен, получаемый по методу высоких давлений (полиэтилен низкой плотности), в процессе полимеризации которого не вводят никаких дополнительных соединений (кроме кислорода), получил разрешение санитарных органов всех стран для использования в пищевой промышленности [7].
Так как материал на основе ОПП в сочетании с полиэтиленом высокого давления имеет высокую прочность термосварного шва, ее эффективно используют для упаковки крупных доз продукта.
Помимо свойств индивидуальных слоев в многослойном пленочном материале (МПМ) важное значение имеет толщина адгезионного слоя. Его должно быть ровно такое количество, которого будет достаточно для заполнения всех микротрещин и микродефектов между макромолекулами соединяемых монопленок для более тесного их взаимодействия и не более того.
При изучении факторов, влияющих на прочность адгезионных соединений, немаловажное значение придается свойствам и строению субстрата.
Установлено, что субстрат оказывает модифицирующее влияние на пограничный слой адгезива, в результате чего изменяется его структура и свойства.
В процессе ориентации под действием растягивающих усилий микропоры и микротрещины субстрата увеличиваются в размерах и располагаются в направлении ориентации, следовательно, адгезионное взаимодействие устанавливается за счет микрореологических процессов затекания жидкого адгезива в дефекты и поры пленки, образующиеся в процессе ее ориентации и получения. Благодаря развитию микротрещин, увеличивается поверхность контакта адгезива и субстрата и, следовательно, возрастает адгезионная прочность.
При ориентации полипропилена: увеличивается механическая прочность пленки, увеличивается стойкость к проколам, увеличивается ударная прочность, увеличивается прозрачность, улучшаются барьерные характеристики (влагостойкость, жиростойкость). Уменьшается паро-, газо- и ароматопроницаемость пленочного материала [9].
Ориентированные пленки обычно используют для упаковки продуктов, которые нужно защитить от влаги (сухое молоко, сливки мука, крахмал, сахар, рис, лапша, макароны, сухарики, чипсы, снеки, приправы, хлебобулочные и кондитерские изделия, сухофрукты молочные продукты, свежие и замороженные фрукты и овощи, охлажденное мясо, рыба, свежее мясо и птица).
Кроме этого высокая термостойкость полипропилена позволяет изготавливать из него тару, пригодную для стерилизации. Благодаря жиростойкости пленку используют для упаковки орехов, жареного картофеля и других жиросодержащих продуктов. Полипропилен используют в качестве защитного наружного слоя в многослойных материалах, так как пленка хорошо противостоит проколам, что очень важно для упаковки таких продуктов как рыба. Также ориентированный полипропилен используют в качестве термоусаживаемых пленок [16].
Металлизация полипропилена также приводит к увеличению барьерных характеристик пленки, увеличению прочности, увеличению стойкости к различным веществам. И пленка становится светонепроницаемой, что особенно важно для жиросодержащих продуктов чувствительных к свету. Металлизацию также используют для декорирования – улучшение дизайна.
Из общего объема производимой Россией упаковочной пленки значительная часть приходится на традиционные материалы: до 10% – на полиэтиленовые пленки для упаковки молочных продуктов, около 10% – на однослойные полиэтиленовые пленки для упаковки различных товаров, в том числе, соли минеральных удобрений, товаров бытовой химии и тому подобные товары. На долю современных пленочных материалов на основе ориентированной полипропиленовой пленки и высокотехнологичных многослойных пленок (с внутренней печатью, кашированных, металлизированных) приходится около 40% от объема производимых в России упаковочных пленок.
Материал и конструктивное исполнение упаковки зависят от агрегатного состояния продукта – твердого, жидкого или газообразного, а также его особенностей – температуры, давления, вязкости, размера частиц и тому подобное. Совершенно очевидно, что тара и упаковка должны соответствовать требованиям технологии и конструкции упаковочного оборудования.
Например, с точки зрения сохранения полезного комплекса свойств упакованных продуктов, материал упаковки должен быть химически инертен и не вступать в химическое взаимодействие с продукцией ни в процессе транспортировки, хранения и продажи, ни в процессе эксплуатации, например, разогрева перед принятием пищи.
Требования заказчика в значительной степени определяют особенности упаковки это и экономические условия, это и требования к внешнему виду и дизайну, а нередко – и определение материала [10].
Наиболее крупным сектором потребления гибкой упаковки в России является кондитерская промышленность, которая в свою очередь делится на две части: сахаристую (шоколад, конфеты, карамель, зефир, мармелад, пастила) и мучную (печенье, вафли, пряники, вафельные торты).
Активно развивается в последнее время сектор упаковки сухих продуктов, которые в зависимости от технологии производства подразделяются на две группы: а) сухие супы, каши быстрого приготовления, сухие завтраки, быстрорастворимые напитки; б) упакованные крупы, макаронные изделия, хлебобулочные изделия.
Наиболее популярным является сектор упаковочных материалов для молочной продукции. Основные требования здесь – повышенные уровни барьерности (газо-, паро-, водо-, ароматопроницаемость), позволяющие увеличить сроки хранения расфасованных продуктов. Наполненную полиэтиленовую пленку используют для изготовления мягких пакетов и туб, в которые расфасовывают молоко, молочные напитки, диетический творог. Для продуктов высокой жирности разработаны одно-, двух-, трехслойные, белые, черно-белые и другие материалы.
Наибольшим спросом пользуются пленки с повышенными барьерными свойствами, так как они подходят для широкого ассортимента упаковываемой продукции. Большой внимание уделяется сохранности упаковываемого продукта и его внешнему виду [16].
Со временем значительно изменились функции упаковки. Теперь они не ограничиваются предохранением изделий, сохранением их качеств и обеспечением гигиеничности. К упаковке предъявляют требования облегчения обращения с товарами, обеспечения максимальной экономичности процессов упаковывания и обработки товаров при их распределении, транспортировке, складировании и перемещении в магазинах. Упаковка должна информировать потребителя о составе, характеристиках, способе употребления продукта. Она становится мощным средством рекламы и маркетинга продукции, нацеленным на продвижение товаров на конкурентный рынок. Благодаря удачной упаковке увеличивается объём продаж, открываются перспективы роста производства, увеличения прибыли. При близких характеристиках однородных продуктов качественная упаковка играет определяющую роль в формировании у покупателя решения о покупке товара [7].
Дата: 2019-12-22, просмотров: 512.