При кодировании технолог отвечает обычно мышью на вопросы: «Да», «Нет».
В Windows программируются окна, в которых надо указать класс комплексной детали, материал, габаритные размеры, серийность, все условия, поименованные в логических функциях (18 шт. см. на вал – втулку).
Параметры логических функций возникают на экране после ответов на 1-й страничке.
Как только на последней страничке введен ответ, запускается проектирование структуры маршрута – линейного граф – дерева операций.
Каждой операции в базе данных поставлено в соответствии маршрутная или маршрутно-операционная или маршрутно-операционная с операционными картами и эскизами в параметрическом виде, а в некоторых случаях в цифровом виде.
По линейному граф – дереву процессор выводит на экран технологу все карты, которые технолог должен прочитать и откорректировать на свою конкретную деталь.
Разработка САПР очень дорогая работа и она на » 1, 1.5 порядка дороже компьютера.
Создание математических моделей и технологических алгоритмов на основе булевых матриц для построения или адаптации САПР ТП.
Булевы матрицы (БМ) оперируют над элементами, которые принимают всегда 2 значения: 1(да, есть) и 0 (нет). БМ могут работать с числами, но в отдельных случаях.
Мы рассмотрим только 1-й вариант.
В общем случае Б М как и обычная матрица (записывается):

i – число операций в ТП
j – число типов производств
Правило перемножения: строчка 1-й матрицы, содержащая j элементов, умножается на столбец 2-ой матрицы, содержащей m элементов, где m – число унифицированных деталей одного класса. Причем перемножается 1-й элемент на 1-й и т. Д.
Практическое применение Б М.
БМ описывают: станки для унифицированного или типового тех.процесса, приспособления для УТП или ТТП, мерительный инструмент для УТП и ТТП, аналогично режущий инструмент, базовые поверхности, поверхности закрепления, структура операций и маршрута.
При описании всех элементов ТП БМ-ми всегда помнят о размерности матриц (I,j), обеспечивая их постоянство для различных УТП или ТТП:
Недостающие операции в матрице записывают нулями (их нет), а существующие располагают в матрице одинаково т. Е. в нужной строчке и столбце.
Унифицированный ТП на деталь ВАЛ – ВТУЛКА.
В отличии от ТТП УТП составляется для нескольких типов производства или нескольких комплексных деталей.
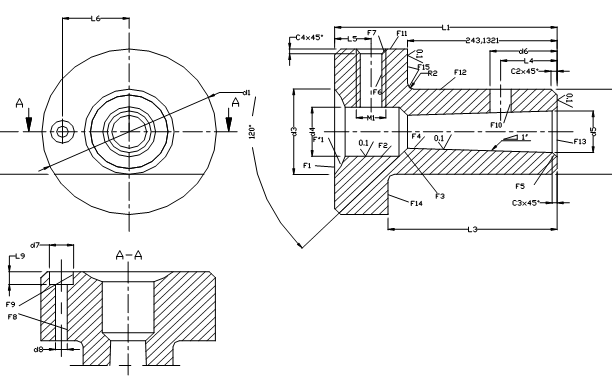 |
Технические условия: Сталь 40Х13, HRC 40…45, Ra=0,1 – полировать.
Деталь вал – втулка для впрыска пластмассы в литейные машины.
1-й вариант – единичное производство, заготовка – прокат.
2-й вариант – серийное производство, заготовка – поковка.
Моделирование технологических процессов булевыми матрицами.
Конструирование размерности БМ-ми.

i – число операций или переходов в УТП или это количество строк в БМ.
J – число столбцов в БМ = произведению числа типов производства (единичное и серийное), числа материалов (сталь, чугун), числа габариторазмеров (<400 и <800), числа технологических пар-ров, потребных для проектирования тех. Процессов.
УТП: i=10, j=42.
| . . . . . . | ТТП1: (единичное, сталь, £400) ТТП2: (ед, сталь, £800) Фр(F1) Ст10 Пр10 F11б F11закр. Фр10 МИ10 a11 a12 a13 a14 a15 a16 a17 a18 a19 a110 a111 a112 a113 a114 |
| ТТП6: (серийное, чугун, £800) a136 a137 a138 a139 a140 a141 a142 |
ПРИМЕР ПОСТРОЕНИЯ МАТРИЦЫ УТП НА ДЕТАЛЬ ТИПА ВТУЛ К А
Матрица УТП тел вращения Штампов и Пресс-форм
| Наименование Детали Материал | Размер | ||
| Втулка Сталь40Х, | L/D<3 | ||
| № Опер. | № Пер. | ТТП=Тij+Оij+Пij+Бij+Зij+РИij+МИij | |
| 4101ЖН300+Отрезной станок ИРК 600+ Тиски 7200-0261 ГОСТ 21168-75+1+ Отрезной Круг 400х4х51 14А40-Н 41 80м/с ГОСТ 21963-82+ Линейка 500 ГОСТ 427-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | |||
| МТ(1,2 и 2)+Токарно-винторезной станок 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 | |||
| 4101И5(3,4,5,7,8,13,14)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(1,2 и 2)+Резец PСLNR 2020К12 ТУ 2-035-892-82+ Кругломер по 16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-250-0,1 ГОСТ 166-89 | |||
| 4101И5 (3,4,5,7,8,13,14)+ )+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(1,2 и 2)+Резец 2103-0698 ГОСТ 20872-80-+ Кругломер по ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-250-0,1 ГОСТ 166-89 | |||
| 4101И5 (12)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(1,2 и 2)+Резец 035-2125-0557 ОСТ 2И10-8-84+ Кругломер по ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-250-0,1 ГОСТ 166-89 | |||
| 4101ЖЯ(9,10)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(1,2 и 2)+Сверло 2301-0031 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | |||
| 41016И(9,10)+ )+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(1,2 и 2)+Зенкер 2320-0031 ГОСТ 3231-71+Нутромер по ГОСТ 868-80 | |||
| |||
| МР(3,4 и 4)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 | ||
| 4101И5(1,2,18,19,20,21,22)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4)+Резец PСLNR 2020К12 ТУ 2-035-892-82+ Кругломер по 16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-250-0,1 ГОСТ 166-89 | ||
| 4101И5(1,2,18)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4)+Резец 2103-0698 ГОСТ 20872-80+ Кругломер по 16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-250-0,1 ГОСТ 166-89 | ||
| 4101И5(24,37)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4) +Расточный резец К.01.4983.000-01 ТУ 2-035-1040-80 +Нутромер по ГОСТ 868-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| 4101И5(15)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4) +Канавочной резец 035-2125-0557 ОСТ 2И10-8-84+Нутромер по ГОСТ 868-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| 4101Ж5(25)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4) +Сверло 2301-0031 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 4101ЖНА45(25)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4) +Метчик 035-2620-0518 ОСТ 2И52-1-74+Резьбовой Калибр ГОСТ 11766-72 | ||
| 4101И5(39)+ 1716ПФ3+Патрон 7100-0067 ГОСТ 2675-80 + 2(3,4 и 4) +Расточный резец К.01.4983.000-01 ТУ 2-035-1040-80 +Конусный Калибр ГОСТ 2849-77 | ||
| МТ(2,3,26 и 2) + Широко-Универсальный фрезерный станок 67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101НД(27,42) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 +1(2,3,26 и 2) + Торцевая фреза 2210-0061 ГОСТ 9304-69+Угольники по ТУ 2-034-804-82 Λлинейка поверочная по ГОСТ 8026-75 | ||
| МТ(9,25 и 1) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101НД(28) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 +1(9,25 и 1) + Концевая фреза 2223-0026 ГОСТ 17026-71+Калибр Пазовой по ГОСТ 24121-80 | ||
| МТ (1,2,4 и 29) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101НД (38)+ 67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 +1(1,2,4 и 29)+ Концевая фреза 2223-0226 ГОСТ 18372-73+ Λ Линейка поверочная по ГОСТ 8026-75 | ||
| 4101НД (30) + 67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 +1(3,2,4 и 4) + Концевая фреза 2223-0302 ГОСТ 18372-73+ Индикатор ИРБ по ГОСТ 5584-70 | ||
| МТ(1,3,9 и 2) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101НД (31) +67К20ВМ1Ф4+Тиски 7200-0251 ГОСТ 21168-75 + 1(1,3,9 и 2) +Концевая фреза 2223-5642 ГОСТ 24637-81+ Индикатор ИРБ по ГОСТ 5584-70 Λ радиусный шаблон по ТУ 2-034-228-88 | ||
| МТ(2,27 и 2) + Радиально-сверлильный станок 2С550АФ2 + Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101ЖЯ(26,35,36)+ 2С550АФ2+ Тиски 7200-0251 ГОСТ 21168-75 +1(2,27 и 2)+Сверло 2301-1378 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 41016И(36)+ 2С550АФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2)+Зенкер 2320-0033 ГОСТ 3231-71+Нутромер по ГОСТ 868-80 | ||
| 4101ГМ(36)+ 2С550АФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2)+Развертка 2363-3449 ГОСТ 1672-80+Нутромер по ГОСТ 868-80 | ||
| 41016И(34)+ 2С550АФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2)+Зенковка 2353-0121 ГОСТ 14953-80+Нутромер по ГОСТ 868-80 | ||
| 4101ЖНА45(26)+ 2С550АФ2+ Тиски 7200-0251 ГОСТ 21168-75 +1(2,27 и 2) +Метчик 035-2620-0518 ОСТ 2И52-1-74+ Резьбовой Калибр ГОСТ 11766-72 | ||
| 41+ Полуавтомат Закалочный А20-1000+ Твердомер ГОСТ 9030-75 | ||
| МТ(1,2 и 2)+Круглошлифовальный станок 3У12СФ3+ Патрон 7100-0053 ГОСТ 2675-80 | ||
| 4102ПМ(1,3,4,5,7,8,12,13,18,19,20,22) 3У12СФ3+ Патрон 7100-0053 ГОСТ 2675-80 +2(1,2 и 2)+Шлиф. Круг ПП 100х40х32 23А40С16К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300 | ||
| МТ(3,4 и 4)+Круглошлифовальный станок 3У12СФ3+ Патрон 7100-0053 ГОСТ 2675-80 | ||
| 4102ПМ(1,2,29,21) 3У12СФ3+Патрон 7100-0053 ГОСТ 2675-80 +2(3,4 и 4)+Шлиф. Круг ПП 100х40х32 23А40С16К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300 | ||
| МТ(1,2 и 2)+Внутренношлифовальный станок 3М225ЛВФ2 +Патрон 7108-0053П ГОСТ 2675-80 | ||
| 4102ПМ (6,10,11) + 3М225ЛВФ2+Патрон 7108-0053П ГОСТ 2675-80+2(1,2 и 2)+ Шлиф. Головки AW 3х6 Λ FW 3х6 24А16С25К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,4 и 4)+Внутренношлифовальный станок 3М225ЛВФ2 +Патрон 7108-0053П ГОСТ 2675-80 | ||
| 4102ПМ (39)+ 3М225ЛВФ2+Патрон 7108-0053П ГОСТ 2675-80+2(3,4 и 4)+ Шлиф. Головки AW 3х6 Λ FW 3х6 24А16С25К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
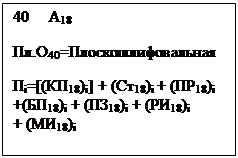
| МТ(3,4 и 4,18)+Плоскошлифовальный станок 3Е713Ф2+ Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4102ПМ (27)+3Е713Ф2+ Тиски 7200-0251 ГОСТ 21168-75+ 1(3,4 и 4,18)+ Шлиф. Круг ПВК 200х10х40 24А25СМ17К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 |
| МТ(1,9 и 1,25)+Плоскошлифовальный станок 3Е713Ф2+ Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4102ПМ (28,42)+ 3Е713Ф2+Тиски 7200-0251 ГОСТ 21168-75+ 1(1,9 и 1,25)+ )+ Шлиф. Круг ПВК 200х10х40 24А25СМ17К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,4 и 4)+Плоскошлифовальный станок 3Е713Ф2+ Делительная головка | ||
| 4102ПМ (23)+ 3Е713Ф2+ Делительная головка +2(3,4 и 4)+ Шлиф. Круг ПВК 200х10х40 24А25СМ17К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(22,23 и 23)+Профилошлифовальный станок МС364Ф10+ Четырех-кулачковый патрон 7103-0005П ГОСТ 3890-82 | ||
| 4102ПМ (31) + МС364Ф10+патрон 7103-0005П ГОСТ 3890-82 + Шлиф. Головка Λ FW 10 63С40СМ29К 35м/с ГОСТ 2447-82+Профилометр 283 ГОСТ 19300-86 | ||
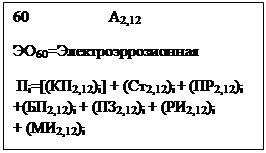
| МТ(1,2 и 2)+Электрэррозионный станок 4А735Ф3 + УСП | ||
| 4110ЖН(38)+ 4А735Ф3 + УСП+20(1,2 и 2)+Электрод ВК20+ Шаблон форм | ||
| МТ(1,2 и 2)+Полировальный станок 3В852+ УСП | ||
| 4102ПМ(11,10,6,12,4,9,15,31)+ 3В852+ УСП+20(1,2 и 2)+ Шлиф.Круг 100х25 24А50К 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| МТ(3,4 и 4)+Полировальный станок 3В852+ УСП | ||
| 4102ПМ(1,23,24,30,35)+ 3В852+ УСП+20(3,4 и 4)+ Шлиф. Круг 100х25 24А50К 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| 41+Термическая установка ЭФИ-66+Твердомер ГОСТ 9030-75 | ||
| 169+Гальваническая установка МАТ85 + Тольшиномер ВТ-30НГОСТ 11358-89 | ||
| МТ(1,2 и 2)+Полировальный станок 3В852+ УСП | ||
| 4102ПМ(11,10,6,12,4,9,15,31)+ 3В852+ УСП+20(1,2 и 2)+ Шлиф.Круг 100х25 24А50К 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| МТ(3,4 и 4)+Полировальный станок 3В852+ УСП | ||
| 4190АК(1,23,24,30,35)+ 3В852+ УСП+20(3,4 и 4)+ Шлиф. Круг 100х25 24А50К 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
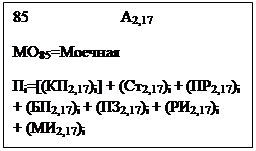
| 125+ Моечная Машина ACKOD 301ПУ | ||
| 200+ Координатная Измерительная Машина ЛР-М40201А |
Матрица УТП тел вращения Штампов и Пресс-форм
| Наименование Детали Материал | Размер | ||
| втулка Сталь, Чугун, Цветной металл | L/D>3 | ||
| № Опер. | № Пер. | ТТП=Тij+Оij+Пij+Бij+Зij+РИij+МИij | |
| 4101ЖН+ ГД0164-01+ Тиски 7200-0253 гост 21168-75+1+ Дисковая пила РР-2500/2000 ТУ24-01-1846-79+ Линейка 1500 ГОСТ 427-80 Λ Штангенциркуль ЩЦ 800-2000-0,1 ГОСТ 166-89 | |||
| 4101НЮ(2,4) + Двусторонний центровально-подрезной станок МР 179+ Тиски 7200-0253 ГОСТ 21168-75 | |||
| 4101НД(1,3)+ МР 179+ Тиски 7200-0253 ГОСТ 21168-75 +1(2,4 )+ Торцевая фреза 2245-0001 ГОСТ 6469-69+ Штангенциркуль ШЦ 800-2000-0,1 ГОСТ 166-89 | |||
| 4101ЖЯ(40,41) + МР 179+ Тиски 7200-0253 ГОСТ 21168-75 +1(2,4 )+сверло 2137-0123 ГОСТ 14952-75+конусный калибр ГОСТ 20305-80 | |||
| МТ(1,40 и 2,41)+Токарно-винторезной станок 16К20Ф3С5+Патрон 7108-0030 гост 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75 | |||
| 4105И5(4,5,7,8,13,14,18,21,22,24,29)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец PDINR 3232H15 NE 2-035-892-82+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | |||
| 4105И5 (4,5,7,8,13,14,18,21,22,24,29)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец 2103-0724 ГОСТ 20872-80+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | |||
| 4105И5 (12)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец 035-2126-1190 ОСТ 2И10-7-84+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | |||
| 4105И5 (19)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец 035-2126-1842 ОСТ 2И10-7-84+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | |||
| МТ(1,40 и 2,41)+16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75 | ||
| 4105И5(2)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец PDINR 3232H15 NE 2-035-892-82+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| 4101ЖЯ(2)+ 16К20Ф3С5+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 842-75+ 4(1,40 и 2,41)+Резец 2103-0724 ГОСТ 20872-80+ Кругломер мод.16200 ТУ 2-034-354-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| МТ(1,40 и 4)+Токарно-винторезной станок 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80+Люнет | ||
| 4101ЖЯ(9,10)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Сверло 2301-1419 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 41016И(9)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Зенкер 2320-2378 ГОСТ 3231-71+Нутромер по ГОСТ 868-80 | ||
| 41015М(9)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Развертка 2363-3463 ГОСТ 1672-80+Нутромер по ГОСТ 868-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| 4101ЛУ(6,10,11,24,37)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Расточный резец К.01.4982.000-11 ТУ 2-035-1040-80 +Нутромер по ГОСТ 868-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| 4101И5(15)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Канавочной резец 035-2128-0552 ОСТ 2И10-8-84+Нутромер по ГОСТ 868-80 Λ Штангенциркуль ЩЦ 0-500-0,1 ГОСТ 166-89 | ||
| МТ(3,41 и 4)+16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80+Люнет | ||
| 4101ЖЯ(25)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Сверло 2301-1400 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 4101ЖНА45(25)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Метчик 035-2620-0546 ОСТ 2И52-1-74+ Резьбовой Калибр ГОСТ 11766-72 | ||
| 4101ЛУ(39)+ 16К20Ф335+Патрон 7108-0030 ГОСТ 2675-80 Λ Люнет+5(1,40 и 4)+Расточный резец К.01.4983.000-07 ТУ 2-035-1040-80 +Конусный Калибр ГОСТ 2849-77 | ||
| МТ(3,4 и 4,18) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 4101НД(27,42) + Вертикално-фрезерный станок 654РФ3+ УСП+20(3,4 и 4,18)+ Торцевая фреза 2210-0061 ГОСТ 9304-69+Угольники по ТУ 2-034-804-82 Λлинейка поверочная по ГОСТ 8026-75 | ||
| МТ(1,5,29 и 2,3) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 4101НД(28) + Вертикално-фрезерный станок 654РФ3+ УСП+20(1,5,29 и 2,3)+ Концевая фреза 2223-0047 ГОСТ 17026-71+Калибр Пазовой по ГОСТ 24121-80 | ||
| МТ(1,2 и 2,29) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 4101НД(38)+ Вертикално-фрезерный станок 654РФ3+ УСП+20(1,2 и 2,29) + Концевая фреза 2223-0172 ГОСТ 18372-73+ Λлинейка поверочная по ГОСТ 8026-75 | ||
| МТ(3,4 и 4) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 4101НД (30) +Вертикално-фрезерный станок 654РФ3+ УСП+20 (3,4 и 4) + Концевая фреза 2223-0172 ГОСТ 18372-73+ Индикатор ИРБ по ГОСТ 5584-70 | ||
| МТ(1,2,4 и 3,4) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 4101НД (31) +Вертикално-фрезерный станок 654РФ3+ УСП+20(1,2,4 и 3,4) + Концевая фреза 2223-5642 ГОСТ 24637-81+ Индикатор ИРБ по ГОСТ 5584-70 Λ радиусный шаблон по ТУ 2-034-228-88 | ||
| МТ(3,4 и 30,4) + Вертикално-фрезерный станок 654РФ3+ УСП | ||
| 14101НД 124121(23) + Вертикално-фрезерный станок 654РФ3+ УСП+20(3,4 и 4,30)+ Торцевая фреза 2210-0061 ГОСТ 9304-69+Угольники по ТУ 2-034-804-82 Λ линейка поверочная по ГОСТ 8026-75 Λ Штангенциркуль ШЦ 0-250-0,1 ГОСТ 166-89 | ||
| МТ(2,27 и 2) + Координатно-сверлильный станок 2554МФ2 + Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101ЖЯ(26,35)+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2)+Сверло 2301-1419 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 41016И(34)+ )+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2)+Зенковка 2353-0136 ГОСТ 14953-80+Нутромер по ГОСТ 868-80 | ||
| 4101ЖНА45(26)+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(2,27 и 2) +Метчик 035-2620-0614 ОСТ 2И52-1-74+ Резьбовой Калибр ГОСТ 11766-72 | ||
| МТ(4,18 и 4) +2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101ЖЯ(16)+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(4,18 и 4)+Сверло 2301-1419 гост 22736-77+Нутромер по ГОСТ 868-80 | ||
| 41016И(17) + 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(4,18 и 4)+Зенкер 2320-2045 ГОСТ 3231-71+Нутромер по ГОСТ 868-80 | ||
| МТ(1,2,4 и 2,4) +2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 | ||
| 4101ЖЯ(36)+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(1,2,4 и 2,4)+Сверло 2301-1433 ГОСТ 22736-77+Нутромер по ГОСТ 868-80 | ||
| 41016И (36) + 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(4,18 и 4)+Зенкер 2320-2383 ГОСТ 3231-71+Нутромер по ГОСТ 868-80 | ||
| 41016И(9)+ 2554МФ2+ Тиски 7200-0251 ГОСТ 21168-75 + 1(4,18 и 4)+Развертка 2363-3473 ГОСТ 1672-80+Нутромер по ГОСТ 868-80 | ||
| 41+ Полуавтомат Закалочный А20-1000+ Твердомер ГОСТ 9030-75 | ||
| 4102ПМ(1,40 и 2,41)+Круглошлифовальный станок 3М151Ф2+ Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 8742-75 | ||
| 4102ПМ(4,7,8,13,18,19) +3М151Ф2+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 8742-75+4(1,40 и 2,41)Шлиф. Круг ПП 80х25х32 23А40СМ26К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,41 и 4,40)+Круглошлифовальный станок 3М151Ф2+ Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 8742-75 | ||
| 4102ПМ(2) +3М151Ф2+Патрон 7108-0030 ГОСТ 2675-80+Центр А-2-П ЧПУ ГОСТ 8742-75+4(3,41 и 4,40)+Шлиф. Круг ПП 80х25х32 23А40СМ26К ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(1,4,40 и 2)+Внутренношлифовальный станок МЕ295СО +Патрон 7108-0030 ГОСТ 2675-80+Люнет | ||
| 4102ПМ(6,10,11) + МЕ295СО+Патрон 7108-0030 ГОСТ 2675-80+ Люнет+5(1,4,40 и 2)+ Шлифовальные Головки AW 8х10 Λ FW 8х10 24А25С16-5К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,4,41 и 4)+Внутренношлифовальный станок МЕ295СО +Патрон 7108-0030 ГОСТ 2675-80+Люнет | ||
| 4102ПМ(39) + МЕ295СО+Патрон 7108-0030 ГОСТ 2675-80+ Люнет+5(3,4,41 и 4)+ Шлифовальные Головки AW 8х10 Λ FW 8х10 24А25С16-5К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
| 4102ПМ (30) + МЕ295СО+Патрон 7108-0030 ГОСТ 2675-80+ Люнет+5(3,4,41 и 4)+ Шлифовальные Головки AW 8х10 Λ FW 8х10 24А25С16-5К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,4 и 4,18)+Плоскошлифовальный станок 3D7222Ф2+ УСП | ||
| 4102ПМ (27)+3D7222Ф2+УСП+20(3,4 и 4,18)+ Шлиф. Круг ПВК 300х20х51 14А25М36Б ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(1,9,25 и 3,2)+Плоскошлифовальный станок 3D7222Ф2+ УСП | ||
| 4102ПМ (28,42)+3D7222Ф2+УСП+20(1,9,25 и 3,2)+ Шлиф. Круг ПВК 300х20х51 14А25М36Б ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(1,2 и 2,29)+Плоскошлифовальный станок 3D7222Ф2+ УСП | ||
| 4102ПМ (38)+3D7222Ф2+УСП+20(1,2 и 2,29)+ Шлиф. Круг ПВК 300х20х51 14А25М36Б ГОСТ 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(3,4 и 4,30)+Плоскошлифовальный станок 3D7222Ф2+ УСП | ||
| 4102ПМ (23)+3D7222Ф2+УСП+20(3,4 и 4,30)+ Шлиф. Круг ПВК 300х20х51 14А25М36Б 2424-83 + Профилометр 283 ГОСТ 19300-86 | ||
| МТ(1,2,4 и 4,3)+Профилошлифовальный станок 3951ВФ3+ УСП | ||
| 4102ПМ (31) +3951ВФ3+УСП+20(1,2,4 и 4,3)+ Шлифовальные Головки КW 16х16 Λ F-2W 10 63С40СМ29К 35м/с ГОСТ 2447-82+ Профилометр 283 ГОСТ 19300-86 | ||
| МТ(1,2 и 2,29)+Электрэррозионный станок 4А735Ф3 + УСП | ||
| 2152111(38)+ 4А735Ф3 + УСП+20(1,2 и 2,29)+Электрод ВК20+ Шаблон форм | ||
| МТ(1,2 и 2)+Полировальный станок 3В852+ УСП | ||
| 4190АК(11,10,6,12,4,9,15,31)+ 3В852+ УСП+20(1,2 и 2)+ Шлиф. Круг 200х50 14А 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| 2103111(3,4 и 4)+Полировальный станок 3В852+ УСП | ||
| 4190АК (1,23,24,30,35)+ 3В852+ УСП+20(3,4 и 4)+ Шлиф. Круг 200х50 14А 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| 41+Термическая установка ЭФИ-66+Твердомер ГОСТ 9030-75 | ||
| 169+Гальваническая установка МАТ85 + Тольшиномер ВТ-30Н ГОСТ 11358-89 | ||
| МТ(1,2 и 2)+Полировальный станок 3В852+ УСП | ||
| 4190АК (11,10,6,12,4,9,15,31)+ 3В852+ УСП+20(1,2 и 2)+ Шлиф. Круг 200х50 14А 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| МТ(3,4 и 4)+Полировальный станок 3В852+ УСП | ||
| 4190АК (1,23,24,30,35)+ 3В852+ УСП+20(3,4 и 4)+ Шлиф. Круг 200х50 14А 17м/с ГОСТ 10684-83+ Профилометр 296 ГОСТ 19300-86 | ||
| 125+ Моечная Машина ACKOD 301ПУ | ||
| 200+ Координатная Измерительная Машина ЛР-М40201А |
Выводы:
1. Структуру УТП как булеву матрицу конструирует технолог, исходя из профессиональных соображений, т. Е. сколько типов производства, сколько видов материалов и сколько групп типоразмеров надо включить в УТП.
2. Число технологических факторов (фрез. F1….МИ10) может не обязательно быть равным 7, но во всех ТТП1 – ТТП6 должно быть всегда одинаковое.
Если какой-либо технологический фактор отсутствует, то в БМ он = 0, а если присутствует =1.
3. БМ с размерностью ij – это высокая концентрация технологических процессов на одну комплексную деталь и она предназначена для оперативного заполнения баз данных.
4. В матрице УТПij сосредоточена масса индивидуальных технологических процессов на детали из разных типов производства, разных материалов, габаритов и точности изготовления.
Для того, чтобы подсистема САПР ТП могла выбрать из БМ конкретного техпроцесс на конкретную деталь для БМ технолог разрабатывает логические функции выбора ТП и граф-дерево для программирования этой подсистемы, согласно логических функций.

(см. пример написания логической функции в ССС)
Логические функции и логические уравнения согласуются технологом с ветвями граф-дерева на каждом ТТП внутри УТП.
Граф-дерево для детали типа ТЕЛО ВРАЩЕНИЯ (ВТУЛКА) согласно булевой матрице.
 | |||
 | |||



















































| |
Лекция 9. 





























































































 | |||||||||||||||||||
 | |||||||||||||||||||
| | |||||||||||||||||||
 | |||||||||||||||||||
 | |||||||||||||||||||
 | |||||||||||||||||||
| | |||||||||||||||||||
 | |||||||||||||||||||
 | |||||||||||||||||||
| | |||||||||||||||||||
 | |||||||||||||||||||
 |






 |  | ||||||||
 | |||||||||
 | |||||||||
| | |||||||||
| |




|
Пример выполнения практической работы по созданию алгоритма АПТП на основе семантических сетей (СС) для деталей типа плита штампа или пресс-формы
Для проектирования составной семантической сети (ССС) на какую – либо унифицированную деталь необходимо составить технологический процесс для каждой конкретной детали (№1…№11) данного класса из набора. Ниже представлены маршруты обработки для плит штампов и пресс-форм, содержащих все типовые элементы деталей данного класса.
· №1 . РБ-04/22
05. Заготовительная
10. Вертикально-фрезерная
Станок: вертикально-фрезерный модели 2Г175
15. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
20. Фрезерно-сверлильно-расточная с ЧПУ
Станок: фрезерно-сверлильно-расточной с ЧПУ, ГФ2175С5
25. Горизонтально-сверлильная
Станок: горизонтально-расточной модели 2М615
30. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
35. Координатно-шлифовальная
Станок: координатно-шлифовальный модели 3283С
40. Моечная
45. Контрольная
· № 2. ВД6572-3583/3
05. Заготовительная
10. Вертикально-фрезерная
Станок: вертикально-фрезерный модели 2Г175
15. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
20. Фрезерно-сверлильно-расточная с ЧПУ
Станок: фрезерно-сверлильно-расточной с ЧПУ, ГФ2175С5
25. Горизонтально-сверлильная
Станок: горизонтально-расточной модели 2М615
30. Термическая
35. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
40. Координатно-шлифовальная
Станок: координатно-шлифовальный модели 3283С
45. Моечная
50. Контрольная
· № 3. ВД6520-9988/6
05. Заготовительная
10. Вертикально-фрезерная
Станок: вертикально-фрезерный модели 2Г175
15. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
20. Фрезерно-сверлильно-расточная с ЧПУ
Станок: фрезерно-сверлильно-расточной с ЧПУ, ГФ2175С5
25. Термическая
30. Плоскошлифовальная
Станок: плоскошлифовальный модели 3Д723
35. Координатно-шлифовальная
Станок: координатно-шлифовальный модели 3283С
40. Моечная
45. Контрольная
· № 4. ВД6520-9988/1
05. Заготовительная
10. Вертикально-фрезерная
Станок: вертикально-фрезерный модели 2Г17
Дата: 2016-10-02, просмотров: 331.