Глубина резания. При сверлении глубина резания  .
.
Подача. При сверлении отверстий без ограничивающих факторов выбираем сверла подачу S=0,15 мм/об [1, стр. 277, табл. 26].
Скорость резания.
Скорость резания при сверлении:
 ,
,
где Сv, q, y, m ̶ коэффициент и показатели степени
Сv=7 [1, стр. 278, табл. 28];
q=0,4 [1, стр. 278, табл. 28];
y=0,7 [1, стр. 278, табл. 28];
m=0,2 [1, стр. 278, табл. 28];
T=15 мин – период стойкости сверла [1, стр. 279, табл. 30];
D=5,0 мм – диаметр сверла; общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
 ,
,
где  ̶ поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания;
̶ поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания;
Kr=1 [1, т.2, табл. 2, стр. 262];
σb=640 МПа (для стали 45);
nv=0,9 – показатель степени [1, стр. 262, табл. 2];
Kuv=1 – поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания [1, стр. 263, табл. 2];
Klv=1 – коэффициент, учитывающий глубину сверления [1, стр. 280, табл. 31].
Крутящий момент рассчитываем по формуле
 ,
,
где СM, q ̶ коэффициент и показатели степени:
СМ=0,0345 [2, стр. 281, табл. 32];
q=2, y=0,8 [2, стр. 281, табл. 32];
 ̶ поправочный коэффициент, учитывающий условия обработки; n=0,75 [2, стр. 264, табл. 9]
̶ поправочный коэффициент, учитывающий условия обработки; n=0,75 [2, стр. 264, табл. 9]
Осевая сила:
 ,
,
где СP, q, y, m ̶ коэффициент и показатели степени:
СP=68 [2, стр. 281, табл. 32],
q=1 [1, стр. 281, табл. 32],
y=0,7 [1, стр. 281, табл. 32].
Мощность резания. Определяем по формуле:
 ,
,
где частота вращения инструмента:
 .
.
Принимаем 
Принимаем:  .
.
Проверяем, достаточна ли мощность станка.
Обработка возможна, если 
Мощность на шпинделе станка  . У станка 2К522 ND=1,5 кВт, а η=0,8;
. У станка 2К522 ND=1,5 кВт, а η=0,8;  кВт. Получаем 0,36 < 1,2, т.е. обработка возможна.
кВт. Получаем 0,36 < 1,2, т.е. обработка возможна.
Определение основного (технологического) времени:

где  – основное технологическое время;
– основное технологическое время;  ,
,
где l0=3 мм - размер обрабатываемой поверхности в направлении подачи;  – величина врезания для сверления; lп=1-3 мм – величина перебега. Принимаем lп=2 мм.
– величина врезания для сверления; lп=1-3 мм – величина перебега. Принимаем lп=2 мм.
 – минутная подача, S0=0,15 мм/об – подача на оборот; n=2000 мин-1 – частота вращения шпинделя.
– минутная подача, S0=0,15 мм/об – подача на оборот; n=2000 мин-1 – частота вращения шпинделя.
Основное (технологическое) время для обработки отверстий равно:

где время  – центрование и фаска,
– центрование и фаска,  – сверление.
– сверление.
РАЗРАБОТКА СХЕМЫ УСТАНОВКИ
На рисунке 3.1 представлена теоретическая схема базирования:
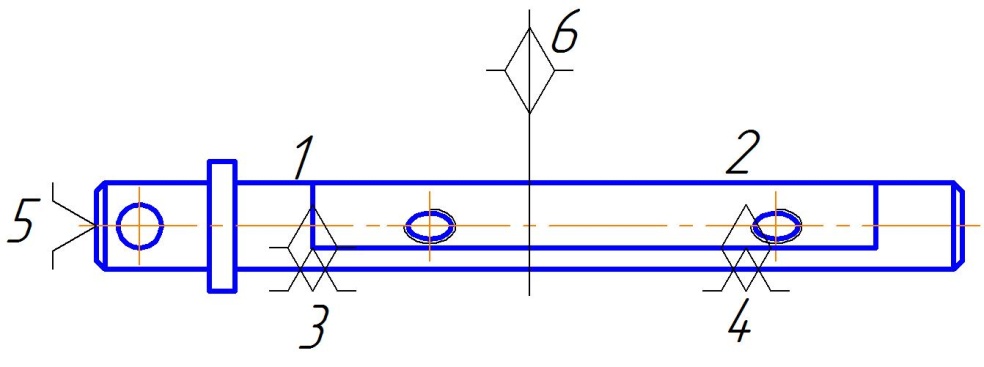
Рисунок 3.1- Теоретическая схема базирования
1,2,3,4 - двойные направляющие;
5 - явная опорная;
6 - скрытая опорная.
На рисунке 3.2 представлена установочная схема закрепления:
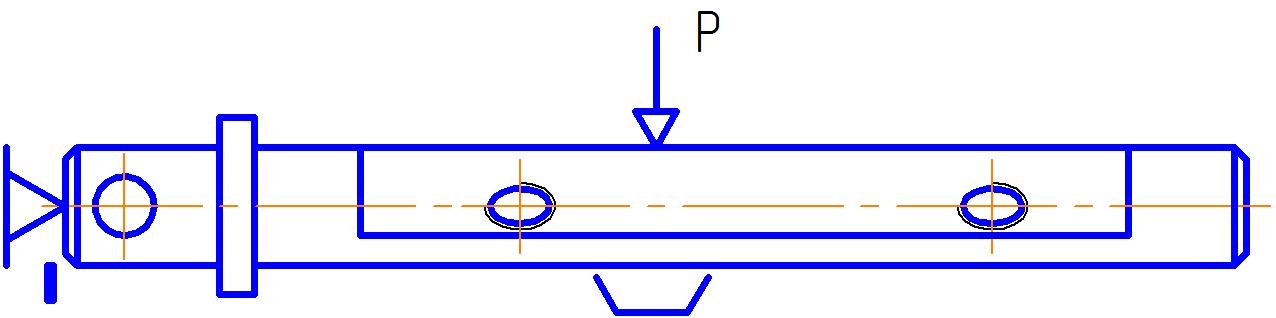
Рисунок 3.2 - Установочная схема закрепления
РАЗРАБОТКА ЭСКИЗНЫХ ВАРИАНТОВ ПРИСПОСОБЛЕНИЯ
Для принятой схемы базирования заготовки разрабатываем два варианта приспособлений. Заготовку закрепляем:
1 - с помощью гаечного зажима (рисунок 4.1);
2 - с зажимом при помощи пневмопривода (рисунок 4.2).
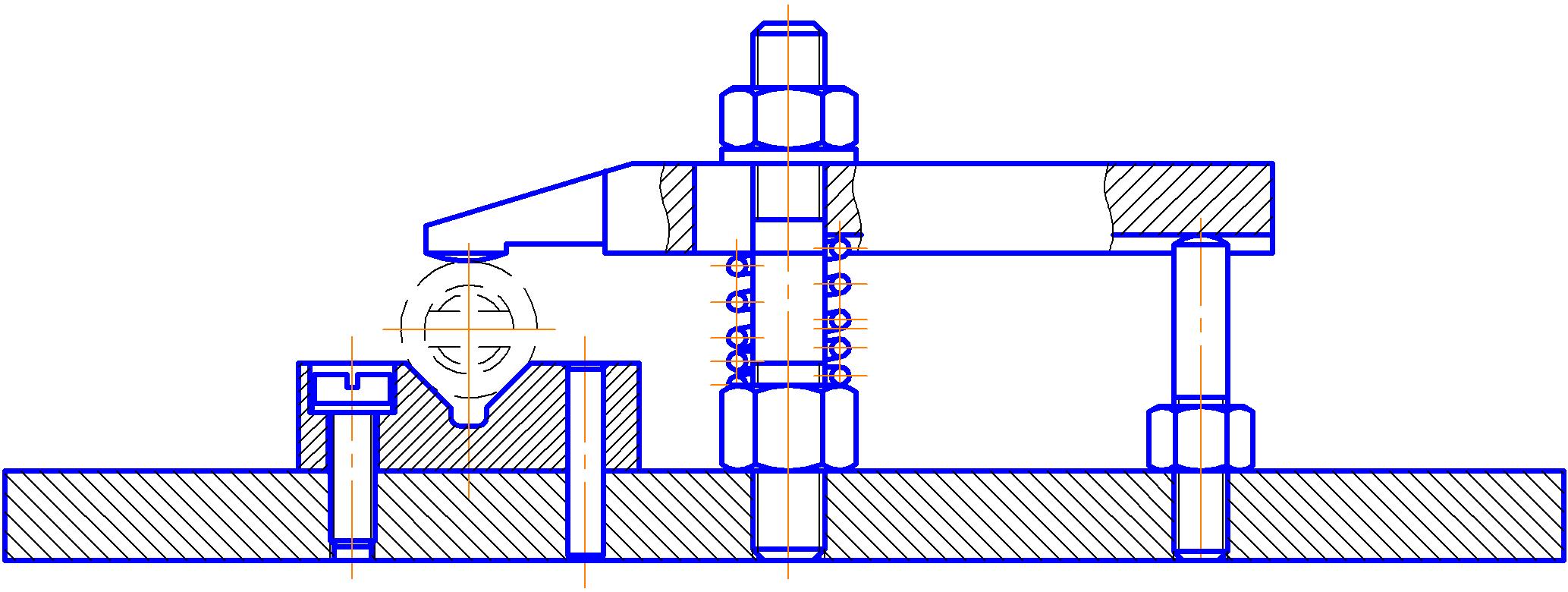
Рисунок 4.1 - Приспособление с гаечным зажимом
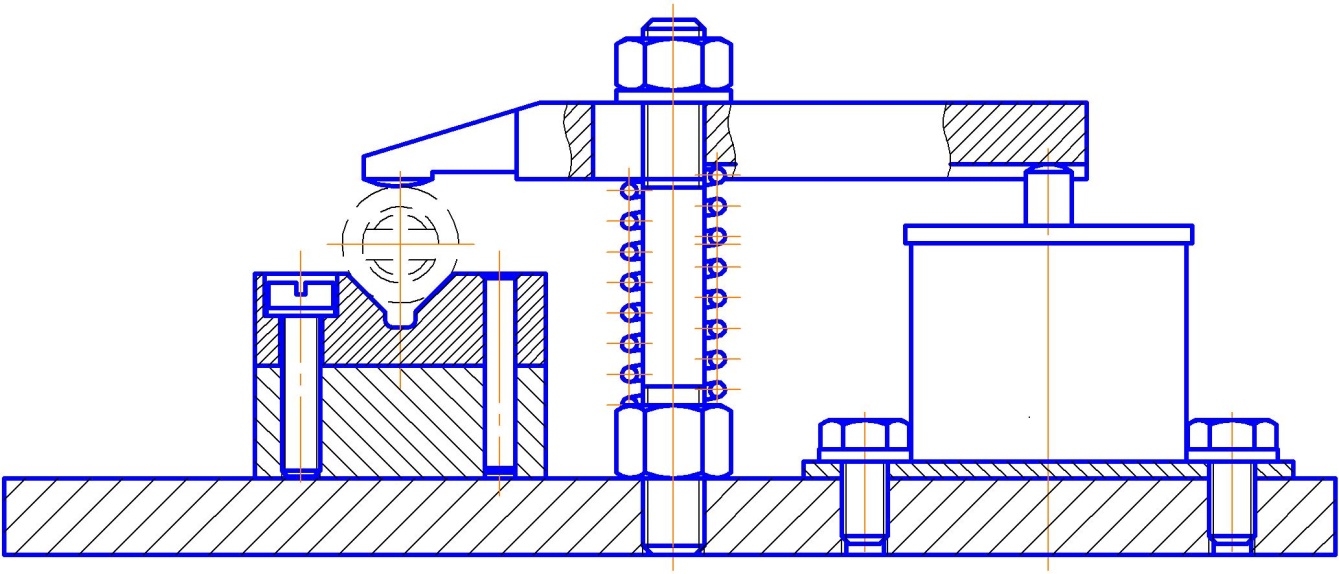
Рисунок 4.2 - Приспособление с пневмоприводом
РАСЧЕТ ЗАЖИМНОГО УСИЛИЯ
Расчет потребных зажимных сил при использовании зажимов первой группы и в случае, когда часть сил обработки по направлению совпадает с силами зажима, следует вести из условия равновесия заготовки при действии сил, стремящихся нарушить ее заданное положение, и сил, противодействующих сдвигу и возникающих в результате действия перераспределенных реакций зажимных элементов и опор.
Силы резания и их моменты определяются, исходя из условий обработки, по формулам теории резания металлов или таблицам справочных источников.
Для обеспечения надежности зажима силы обработки увеличиваются на коэффициент запаса k, который определяется в зависимости от условий обработки по приведенным ниже данным. С помощью этого коэффициента учитывается изменение условий в процессе обработки: прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неравномерность припусков, неоднородность свойств обрабатываемого материала, изменение условий установки заготовок.
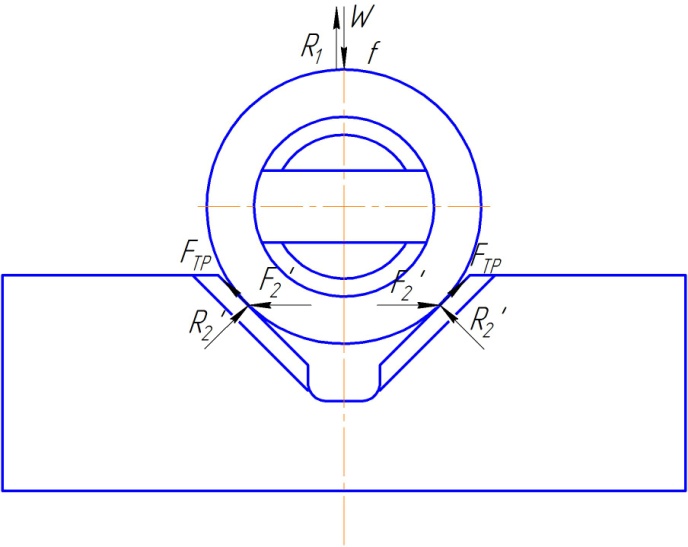
Рисунок 5.1 - Действие сил на заготовку
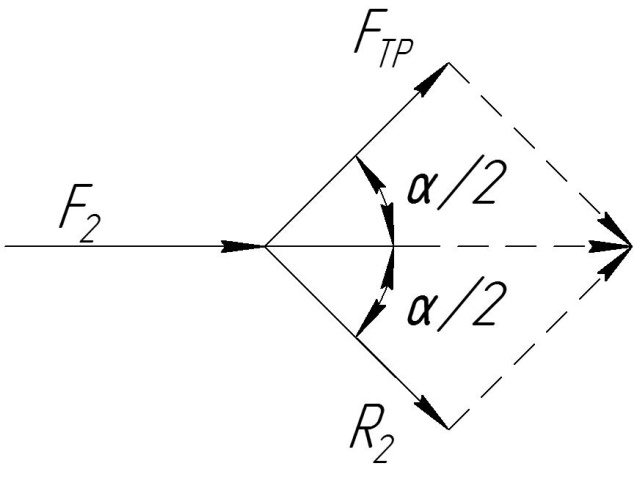
Рисунок 5.2 - Вектор силы
Зажимное усилие должно обеспечить равновесие под действием внешних сил.
Цилиндрическая заготовка закреплена в призме с углом  и находится под действием момента Мкр. Создаваемые силы трения и реакции опор противодействуют сдвигу вдоль оси и повороту заготовки.
и находится под действием момента Мкр. Создаваемые силы трения и реакции опор противодействуют сдвигу вдоль оси и повороту заготовки.
Потребная сила зажима заготовки определяется из условия равновесия с учётом коэффициента k. Смещению заготовки от действия момента М будут противодействовать силы трения, создаваемые силой зажима W и силы трения между гранями призмы и заготовкой.
Условие равновесия заготовки с учетом коэффициента k можно выразить уравнением:

где  ̶ коэффициент трения;
̶ коэффициент трения;
1,2 ̶ коэффициент запаса [4, стр. 118-119].
Из многоугольника сил 
Получаем:
 ,
,
где 
Отсюда:

РАСЧЕТ СИЛОВОГО МЕХАНИЗМА
В качестве силового механизма выбираем рычажный. Основной характеристикой механизма является передаточное отношение сил, которое для рычажного механизма определяем как:
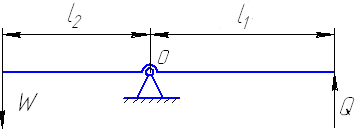
Рисунок 6.1 ̶ Рычажный механизм
 ,
,
где l1=105 мм, l2 =90 мм – плечи рычага;
Q – исходная сила, прикладываемая к рычагу;
η = 0,95 ̶ К.П.Д. механизма.

ВЫБОР СИЛОВОГО ПРИВОДА
Поскольку сила, прикладываемая к рычагу, намного больше допустимой [Q]=200…300 Н, то можно применить поршневой пневматический привод. Он представляет собой поршневое устройство, приводимое в действие от отдельного компрессора. Определим диаметр пневмоцилиндра по формуле:
где Dц ̶ диаметр пневмоцилиндра, мм;
Fшт. т. ̶ требуемое усилие зажима, Н (Fшт. тян.=Q);
P ̶ давление сжатого воздуха, Па (Р=0,4·106 Па);
η ̶ КПД пневмоцилиндра (η=0,95).

Выбираем цилиндр диаметром 70 мм. Диаметр штока при этом будет равняться 
Дата: 2019-11-01, просмотров: 524.