ВВЕДЕНИЕ
Приспособлениями в машиностроении называют дополнительные устройства к технологическому оборудованию, применяемые при выполнении технологических операций (обработка заготовок, сборка изделий, контроль и др.). За счет использования приспособлений устраняется необходимость разметки заготовок, расширяются возможности металлообрабатывающего оборудования; возрастает производительность труда; повышаются точность обработки и качество изделий; обеспечивается возможность многостаночного обслуживания, применения прогрессивных норм времени, снижения потребной квалификации и численности рабочих; создаются условия для механизации и автоматизации процессов производства; снижается себестоимость продукции; улучшаются условия и безопасность труда.
ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ
Спроектировать специальное приспособление к радиально-сверлильному станку модели 2К522 для получения двух отверстий Æ5,0 в детали «Вал» (рисунок 1.1).
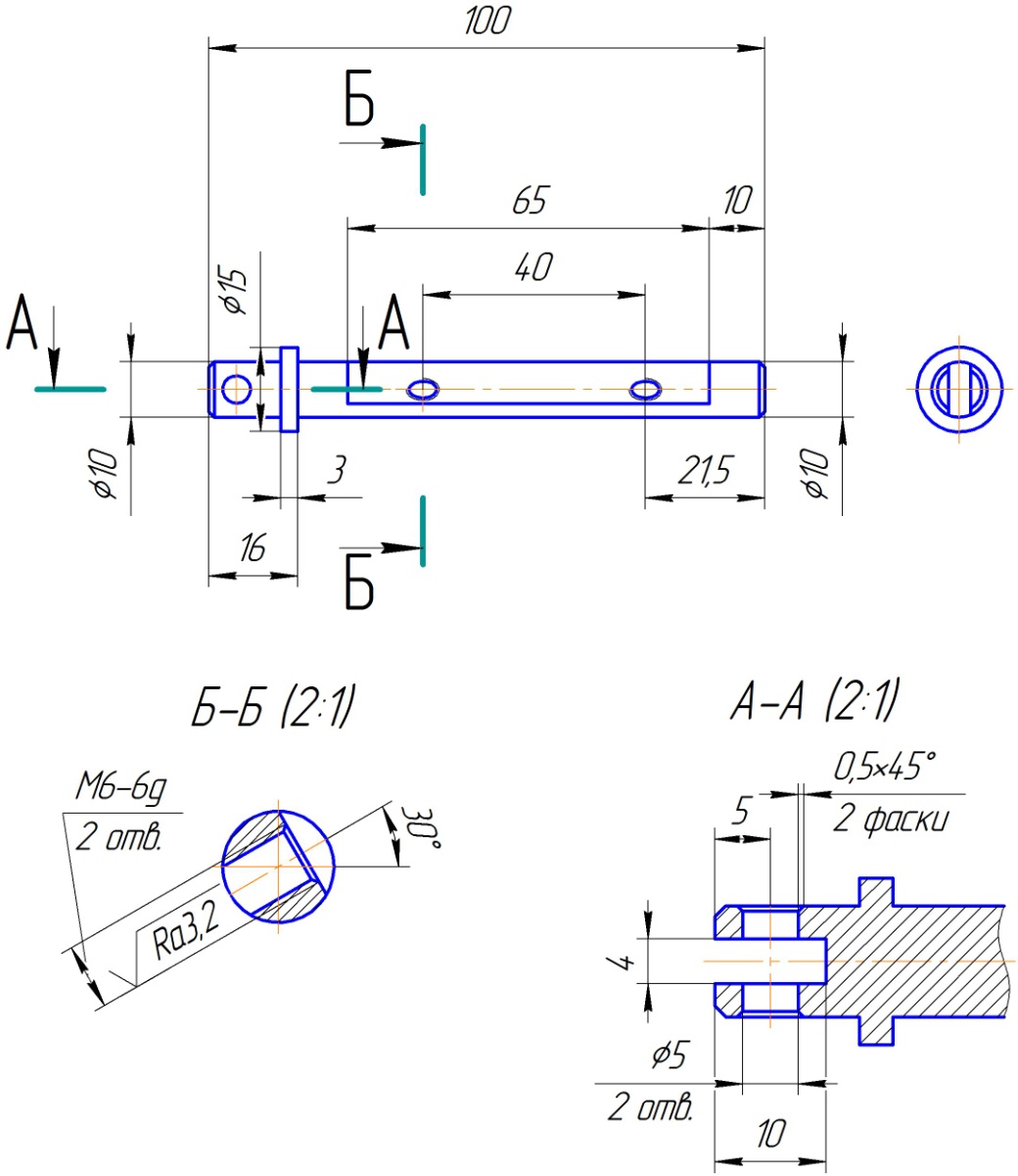
Рисунок 1.1 - Деталь «Вал»
Исходные данные:
Тип производства – среднесерийное, 4000 шт/год.
Режим работы цеха - односменный.
Материал детали – Сталь 45 ГОСТ 1050-88.(  ).
).
Материал режущей части инструмента – Р6М5 (ГОСТ 19265).
Масса детали: 0,07 кг.
Технология обработки должна состоять из:
Сверление двух центровочных отверстий Æ4,0 с целью получения фасок;
Сверление отверстия напроход Æ5,0.
Для выполнения данных операций выбираем радиально-сверлильный станок модели 2К522. Данные станка приведены в таблице 1.1.
Таблица 1.1 - Техническая характеристика станка 2К522
| Наибольший условный диаметр сверления в стали, мм | 32 |
| Наибольший диаметр нарезаемой резьбы в стали | M16 |
| Вылет шпинделя (max/min), мм | 800/300 |
| Расстояние от торца шпинделя до плиты (max/min), мм | 1000/220 (220 ниже плоскости плиты) |
| Расстояние от оси шпинделя до пола при его горизонтальном положении (max/min), мм | 1470/550 |
| Ход шпинделя | 250 |
| Суммарный угол поворота рукава, град | 360 |
| Суммарный угол поворота сверлильной головки, град | 360 |
| Конус шпинделя | Морзе 4 |
| Размеры рабочей поверхности плиты, мм | 800x630 |
| Размеры Т-образных пазов, мм | 14 |
| Число ступеней частот вращения шпинделя | 12 |
| Частота вращения шпинделя, мин-1 | 45-63-90-125-180-250-355-500-710-1000-1400-2000 |
| Число подач | 4 |
| Величина подач, мм/об | 0,056; 0,1; 0,18; 0,32 |
| Мощность привода главного движения, кВт | 1,5 |
| Производительность устройства охлаждения, не менее, л/мин | 2,5 |
| Привод подъема рукава по колонне | электромеханический, ручной |
| Размер съемного коробчатого стола, мм | 500x360x400 |
| Габаритные размеры станка (ДxШxВ), не более, мм | 1480x940x1990 |
| Масса станка, не более, кг | 950 |
| Габаритные размеры упаковки (ДxШxВ), мм | 2040x1060x2290 |
РАСЧЕТ РЕЖИМОВ И СИЛ РЕЗАНИЯ
РАЗРАБОТКА СХЕМЫ УСТАНОВКИ
На рисунке 3.1 представлена теоретическая схема базирования:
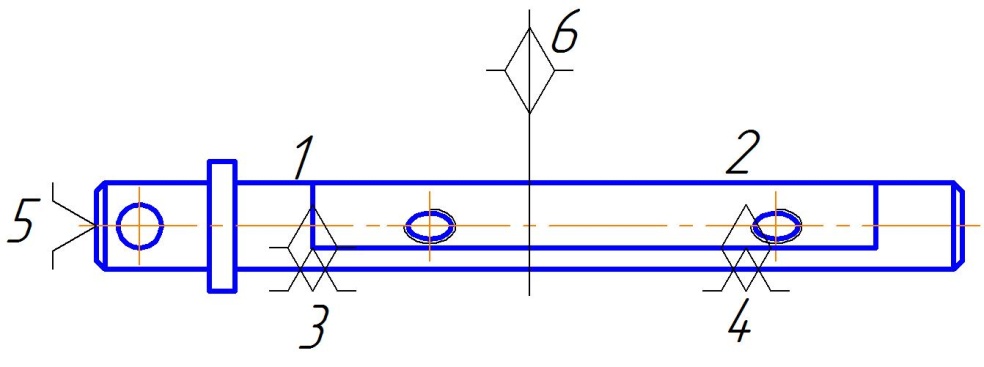
Рисунок 3.1- Теоретическая схема базирования
1,2,3,4 - двойные направляющие;
5 - явная опорная;
6 - скрытая опорная.
На рисунке 3.2 представлена установочная схема закрепления:
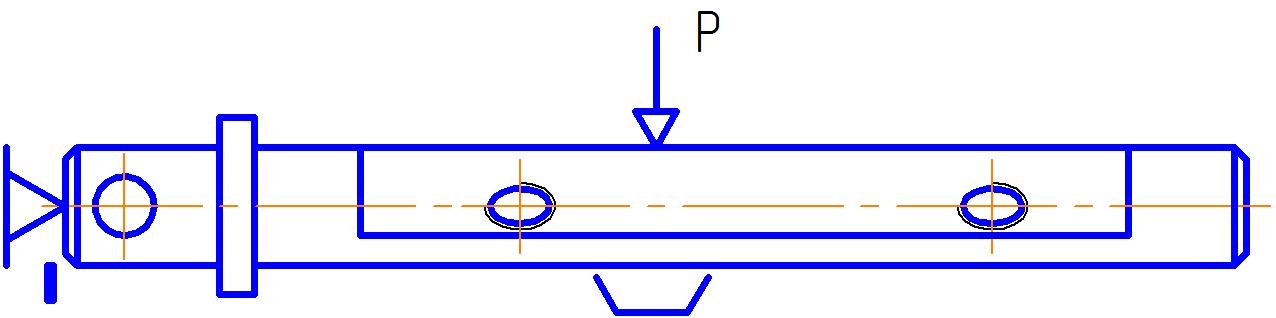
Рисунок 3.2 - Установочная схема закрепления
РАЗРАБОТКА ЭСКИЗНЫХ ВАРИАНТОВ ПРИСПОСОБЛЕНИЯ
Для принятой схемы базирования заготовки разрабатываем два варианта приспособлений. Заготовку закрепляем:
1 - с помощью гаечного зажима (рисунок 4.1);
2 - с зажимом при помощи пневмопривода (рисунок 4.2).
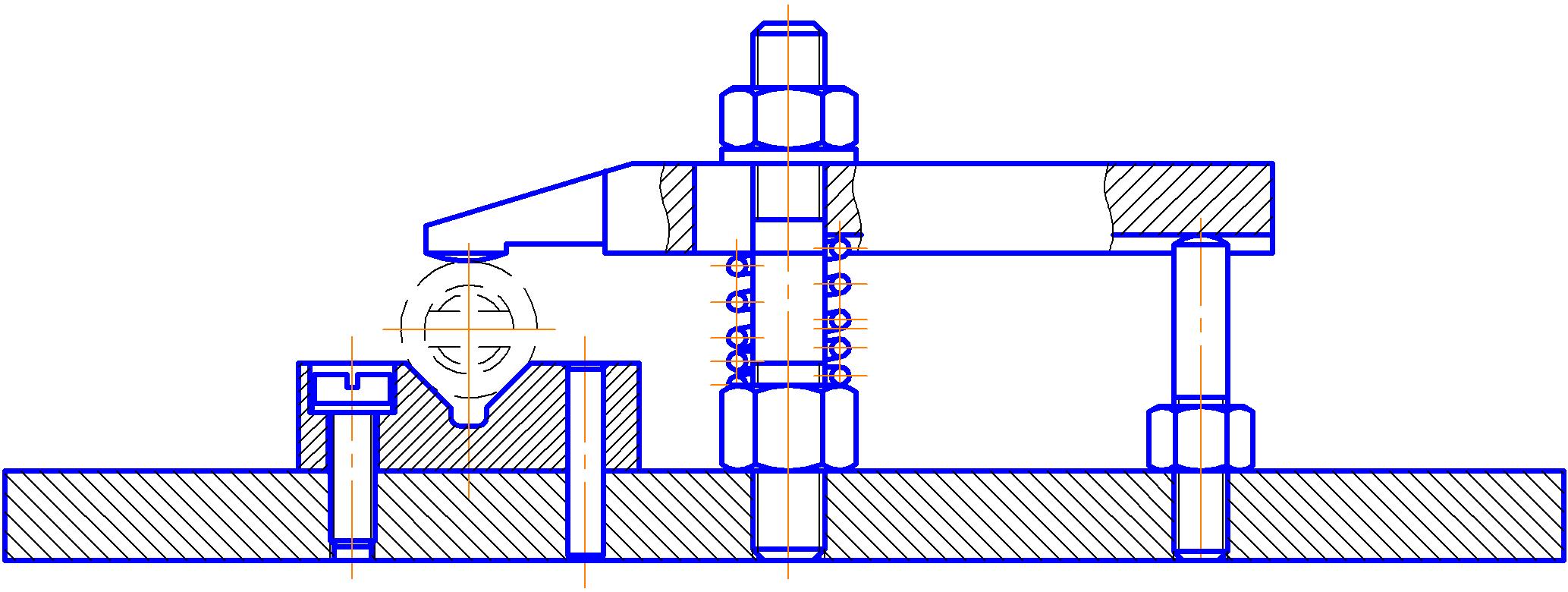
Рисунок 4.1 - Приспособление с гаечным зажимом
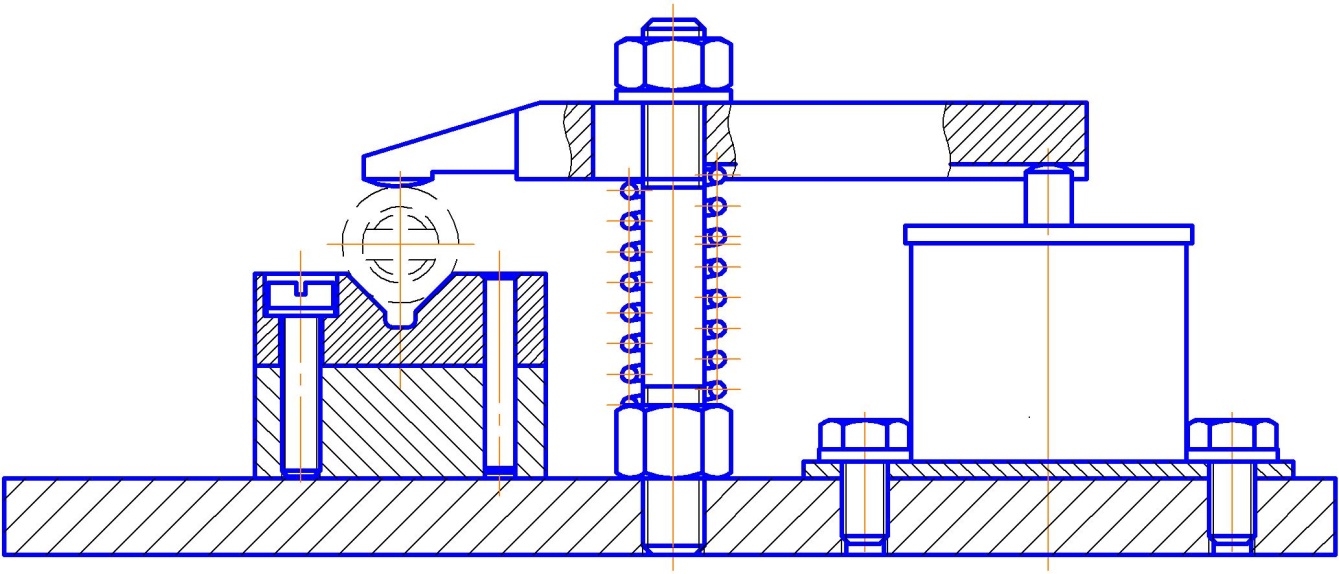
Рисунок 4.2 - Приспособление с пневмоприводом
РАСЧЕТ ЗАЖИМНОГО УСИЛИЯ
Расчет потребных зажимных сил при использовании зажимов первой группы и в случае, когда часть сил обработки по направлению совпадает с силами зажима, следует вести из условия равновесия заготовки при действии сил, стремящихся нарушить ее заданное положение, и сил, противодействующих сдвигу и возникающих в результате действия перераспределенных реакций зажимных элементов и опор.
Силы резания и их моменты определяются, исходя из условий обработки, по формулам теории резания металлов или таблицам справочных источников.
Для обеспечения надежности зажима силы обработки увеличиваются на коэффициент запаса k, который определяется в зависимости от условий обработки по приведенным ниже данным. С помощью этого коэффициента учитывается изменение условий в процессе обработки: прогрессирующее затупление инструмента и связанное с ним увеличение сил резания, неравномерность припусков, неоднородность свойств обрабатываемого материала, изменение условий установки заготовок.
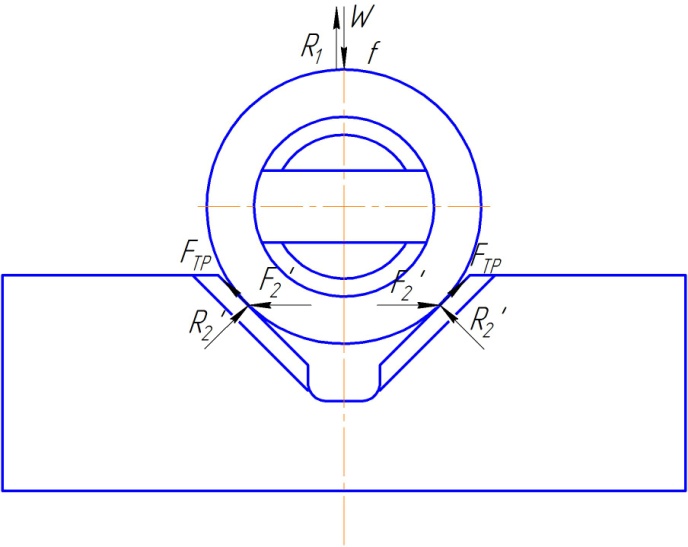
Рисунок 5.1 - Действие сил на заготовку
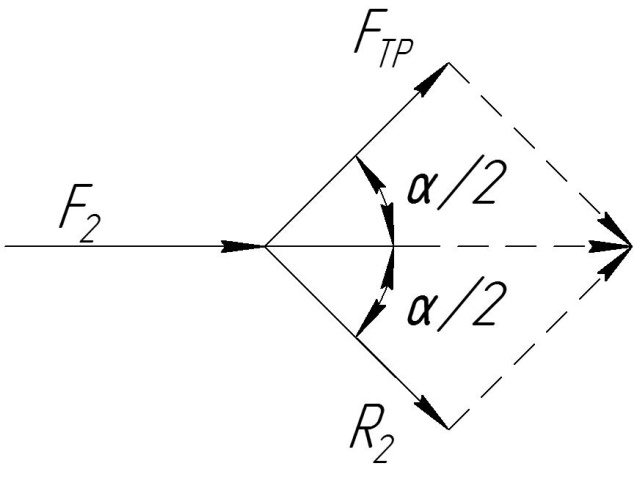
Рисунок 5.2 - Вектор силы
Зажимное усилие должно обеспечить равновесие под действием внешних сил.
Цилиндрическая заготовка закреплена в призме с углом  и находится под действием момента Мкр. Создаваемые силы трения и реакции опор противодействуют сдвигу вдоль оси и повороту заготовки.
и находится под действием момента Мкр. Создаваемые силы трения и реакции опор противодействуют сдвигу вдоль оси и повороту заготовки.
Потребная сила зажима заготовки определяется из условия равновесия с учётом коэффициента k. Смещению заготовки от действия момента М будут противодействовать силы трения, создаваемые силой зажима W и силы трения между гранями призмы и заготовкой.
Условие равновесия заготовки с учетом коэффициента k можно выразить уравнением:

где  ̶ коэффициент трения;
̶ коэффициент трения;
1,2 ̶ коэффициент запаса [4, стр. 118-119].
Из многоугольника сил 
Получаем:
 ,
,
где 
Отсюда:

РАСЧЕТ СИЛОВОГО МЕХАНИЗМА
В качестве силового механизма выбираем рычажный. Основной характеристикой механизма является передаточное отношение сил, которое для рычажного механизма определяем как:
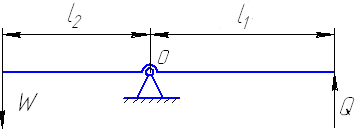
Рисунок 6.1 ̶ Рычажный механизм
 ,
,
где l1=105 мм, l2 =90 мм – плечи рычага;
Q – исходная сила, прикладываемая к рычагу;
η = 0,95 ̶ К.П.Д. механизма.

ВЫБОР СИЛОВОГО ПРИВОДА
Поскольку сила, прикладываемая к рычагу, намного больше допустимой [Q]=200…300 Н, то можно применить поршневой пневматический привод. Он представляет собой поршневое устройство, приводимое в действие от отдельного компрессора. Определим диаметр пневмоцилиндра по формуле:
где Dц ̶ диаметр пневмоцилиндра, мм;
Fшт. т. ̶ требуемое усилие зажима, Н (Fшт. тян.=Q);
P ̶ давление сжатого воздуха, Па (Р=0,4·106 Па);
η ̶ КПД пневмоцилиндра (η=0,95).

Выбираем цилиндр диаметром 70 мм. Диаметр штока при этом будет равняться 
ЗАКЛЮЧЕНИЕ
В ходе выполнения курсовой работы по курсу «Технологическая оснастка», было разработано приспособление для радиально-сверлильного станка 2К522 для обработки заготовки «Вал», с целью получения в детали двух отверстий диаметром 5 мм с фасками.
При выполнении курсовой работы были закреплены навыки по нормированию времени на операцию, разработка схем базирования и закрепления, расчет сил резания и сил зажима заготовки.
Проектируемое приспособление обеспечивает: точную установку и надежное закрепление заготовки, получение необходимой точности размера, удобство установки, закрепления и снятия и рост производительности труда.
ПРИЛОЖЕНИЯ
ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА ПРОЕКТИРУЕМОЕ ПРИСПОСОБЛЕНИЕ
1. Наименование и область применения (использования) приспособления
Приспособление предназначено для сверления двух отверстий и двух фасок в детали размерами 15х100 на радиально-сверлильном станке мод. 2К522 на операции №ХХХ ― «Радиально-сверлильная».
Основание для разработки
Операционная карта технологического процесса механической обработки детали.
Требования назначения.
-приспособление должно иметь пропускную способность – не менее
годовой программы выпуска – 4000 шт;
-установочные и присоединительные размеры должны соответствовать рабочему пространству станка 2К522;
-количество одновременно обрабатываемых заготовок – 1 шт;
-тип привода должен обеспечивать минимальное время зажима
заготовки;
- квалификация оператора – 3 разряд.
Состав продукции.
Приспособление должно содержать:
-Корпус.
-Установочные элементы для базирования детали.
-Зажимные элементы.
-Силовые приводы для сообщения заданного усилия зажима.
-Элементы для определения положения и направления инструментов.
4.3 Конструктивные требования.
Приспособление должно соответствовать присоединительным
размерам и рабочей зоне станка 2К522.
Требования стойкости к внешним воздействиям.
Приспособление должно соответствовать требованиям ГОСТ 15150-69, вид климатического исполнения УХЛ, эксплуатация в закрытых помещениях.
Требования технологичности.
Конструкция приспособления должна быть технологична.
Требования безопасности и охраны окружающей среды
Согласно ГОСТ 12.0.001-2 и ГОСТ Р 52106-2003.
Требования совместимости.
Приспособление не должно создавать различных препятствий и помех нормально работе оборудования.
Требования к взаимозаменяемости и унификации.
Проектируемое приспособление должно содержать максимальное количество унифицированных узлов и деталей.
Требования эргономики.
Проектирование приспособления осуществить с учетом требований
эргономики по ГОСТ 12.2.049-80.
Требования к составным частям продукции исходным и эксплуатационным материалам.
Составные части приспособления, материалы должны быть выбраны
таким образом, чтобы они обеспечивали требуемую надежность работы
4.11 Условия эксплуатации (использования), требования к техническому обслуживанию и ремонту (при необходимости).
Приспособление должно быть ремонтопригодно.
Вид обслуживания- ежедневный уход и периодический осмотр согласно указаниям эксплуатационной документации.
Требования к маркировке и упаковке.
Маркировка должна содержать- товарный знак, обозначение.
Требования к транспортированию и хранению
Транспортирование и хранение согласно ГОСТ 31.111.42-83.
Экономические показатели
- уменьшение себестоимости операции;
- нормативный срок окупаемости- до 3 лет;
Стадии разработки
Эскизный проект
-разработка схемы установки заготовки;
-разработка эскизных вариантов приспособления;
-расчет экономической эффективности конструкции приспособления.
-расчет пропускной способности приспособления.
-расчет зажимного усилия;
-расчет основных характеристик силового механизма;
-выбор силового привода;
-расчет на точность выполняемого размера;
Технический проект
-описание работы приспособления.
Порядок контроля и приемки
Материалы предъявлять по окончании отдельных стадий или этапов.
Контроль и приемку работ осуществлять согласно календарному плану выполнения работ, предусмотренных графиком курсовой работы;
Документы, предъявляемые при разработке и окончании работ:
-пояснительная записка;
-чертеж общего вида проектируемого приспособления;
-спецификация проектируемого приспособления.
ВВЕДЕНИЕ
Приспособлениями в машиностроении называют дополнительные устройства к технологическому оборудованию, применяемые при выполнении технологических операций (обработка заготовок, сборка изделий, контроль и др.). За счет использования приспособлений устраняется необходимость разметки заготовок, расширяются возможности металлообрабатывающего оборудования; возрастает производительность труда; повышаются точность обработки и качество изделий; обеспечивается возможность многостаночного обслуживания, применения прогрессивных норм времени, снижения потребной квалификации и численности рабочих; создаются условия для механизации и автоматизации процессов производства; снижается себестоимость продукции; улучшаются условия и безопасность труда.
ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ
Спроектировать специальное приспособление к радиально-сверлильному станку модели 2К522 для получения двух отверстий Æ5,0 в детали «Вал» (рисунок 1.1).
Рисунок 1.1 - Деталь «Вал»
Исходные данные:
Тип производства – среднесерийное, 4000 шт/год.
Режим работы цеха - односменный.
Материал детали – Сталь 45 ГОСТ 1050-88.( ).
Материал режущей части инструмента – Р6М5 (ГОСТ 19265).
Масса детали: 0,07 кг.
Технология обработки должна состоять из:
Сверление двух центровочных отверстий Æ4,0 с целью получения фасок;
Сверление отверстия напроход Æ5,0.
Для выполнения данных операций выбираем радиально-сверлильный станок модели 2К522. Данные станка приведены в таблице 1.1.
Таблица 1.1 - Техническая характеристика станка 2К522
| Наибольший условный диаметр сверления в стали, мм | 32 |
| Наибольший диаметр нарезаемой резьбы в стали | M16 |
| Вылет шпинделя (max/min), мм | 800/300 |
| Расстояние от торца шпинделя до плиты (max/min), мм | 1000/220 (220 ниже плоскости плиты) |
| Расстояние от оси шпинделя до пола при его горизонтальном положении (max/min), мм | 1470/550 |
| Ход шпинделя | 250 |
| Суммарный угол поворота рукава, град | 360 |
| Суммарный угол поворота сверлильной головки, град | 360 |
| Конус шпинделя | Морзе 4 |
| Размеры рабочей поверхности плиты, мм | 800x630 |
| Размеры Т-образных пазов, мм | 14 |
| Число ступеней частот вращения шпинделя | 12 |
| Частота вращения шпинделя, мин-1 | 45-63-90-125-180-250-355-500-710-1000-1400-2000 |
| Число подач | 4 |
| Величина подач, мм/об | 0,056; 0,1; 0,18; 0,32 |
| Мощность привода главного движения, кВт | 1,5 |
| Производительность устройства охлаждения, не менее, л/мин | 2,5 |
| Привод подъема рукава по колонне | электромеханический, ручной |
| Размер съемного коробчатого стола, мм | 500x360x400 |
| Габаритные размеры станка (ДxШxВ), не более, мм | 1480x940x1990 |
| Масса станка, не более, кг | 950 |
| Габаритные размеры упаковки (ДxШxВ), мм | 2040x1060x2290 |
РАСЧЕТ РЕЖИМОВ И СИЛ РЕЗАНИЯ
Дата: 2019-11-01, просмотров: 460.