Данный раздел формируют, используя операционные карты на окончательную операцию контроля.
Подраздел «Выбор средств измерения» должен содержать таблицу, которая наглядно представляет взаимосвязь между контролируемым параметром и средством измерения (СИ). Общий вид таблицы представлен на рисунке 1.
Таблица 1 – Средства измерения для параметров, контролируемых при операции 0120
| Контролируемый параметр* | Размер контролируемого параметра с отклонениями** | Средство измерения*** |
| Наружный линейный размер, мм | 77,5-0,33 | МК 100-I ГОСТ 6507 |
*В первую колонку записывают наименования параметра из раздела «Основные параметры детали, подлежащие контролю» и единицу измерения параметра, отделяя ее от наименования запятой.
**Во вторую колонку записывают размер контролируемого параметра с соответствующими отклонениями.
***В третьей колонке указывают обозначение СИ, выбранного для контроля параметра. Обозначение СИ должно соответствовать стандарту на данное СИ.
Рисунок 1 – Общий вид таблицы для выбранных СИ
Подраздел «Выбор средств контроля» должен содержать таблицу, которая наглядно представляет взаимосвязь между контролируемым параметром и средством контроля (СК). Общий вид таблицы представлен на рисунке 2.
Таблица 2 – Средства контроля для параметров, контролируемых при операции 0120
| Контролируемый параметр* | Размер контролируемого параметра с отклонениями** | Средство контроля*** |
| Шероховатость по параметру «Среднее арифметическое отклонение профиля», мкм | 3,2 | Образцы шероховатости |
*В первую колонку записывают наименования параметра из раздела «Основные параметры детали, подлежащие контролю» и единицу измерения параметра, отделяя ее от наименования запятой.
**Во вторую колонку записывают размер контролируемого параметра с соответствующими отклонениями.
***В третьей колонке указывают наименование и/или обозначение СК, выбранного для контроля параметра. Обозначение СК должно соответствовать стандарту на данное СК.
Рисунок 2 – Общий вид таблицы для выбранных СК
Подраздел «Порядок контроля отклонений формы, отклонений расположения» должен содержать:
- краткую характеристику допуска формы, расположения, контролируемого на описываемой детали;
- рисунок части детали, к которой относится рассматриваемый допуск формы, расположения;
- полную расшифровку допуска формы, расположения, контролируемого на описываемой детали;
- порядок контроля допуска формы, расположения.
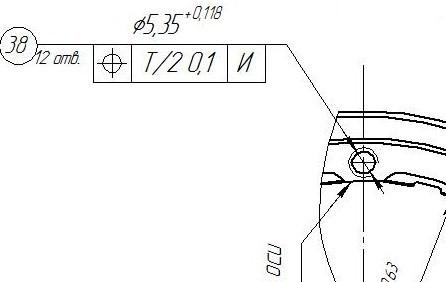
| Рисунок 4.2 |
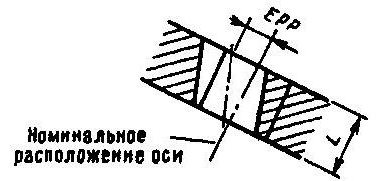
| Рисунок 4.1 |
Поле допуска позиционного отклонения (см рисунок 4.2) для 12 отверстий диаметром 5,35+0,118 мм задано в радиусном выражении TPP = 0,2 мм; отклонение EPP ≤ 0,1 мм. Допуск задан относительно оси симметрии детали и координационных размеров.
Дата: 2019-11-01, просмотров: 291.