АННОТАЦИЯ
Пояснительная записка к дипломному проекту "Разработка автоматизированной системы управления сбором, обработкой и отображением информации на установке продувки стали азотом (аргоном) электросталеплавильного цеха №2 общества с ограниченной ответственностью "Сталь Кузнецкого металлургического комбината".
Дипломный проект по специальности "Технология, математическое обеспечение и автоматизация литейных процессов (110403). – Новокузнецк, 2002. – 113с. Табл.18, ил. 25, источников 36, приложений 1, чертежей 6 листов.
Ключевые слова: автоматизированная система, сбор, обработка и отображение информации, алгоритм, модель, установка продувки стали азотом (аргоном), технология, представление информации, химический состав, экономический эффект.
Объектом исследования является процесс обработки металла на установке продувки стали азотом (аргоном) (УПСА).
В дипломном проекте проведено изучение технологии обработки стали в ковше применительно к ООО "Сталь КМК" с целью снижения экономических затрат на осуществление вышеуказанного процесса.
В работе проведен ряд технологических исследований для создания подсистемы автоматизированной системы управления технологическим процессом УПСА.
Исполнитель Карпинский А.В.
THE SUMMARY
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 6
1 ХАРАКТЕРИСТИКА ЗАВОДА, ПОТОКОВ СЫРЬЯ И ГОТОВОЙ ПРОДУКЦИИ.. 8
1.1 Характеристика металлургического комплекса дочерних предприятий ОАО "КМК". 8
1.2 Характеристика электросталеплавильного производства. 13
1.3 Характеристика ДСП – 100И7. 15
1.4 Характеристика УПСА.. 20
1.5 Постановка задачи. 24
2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА.. 25
2.1 Проверка достоверности и восстановления первичной информации на УПСА.. 25
2.2 Математическое описание. 28
2.3 Анализ работы алгоритма оценки достоверности и восстановления первичной информации 34
2.4 Оценка и контроль масс дозируемых материалов. 40
2.5 Алгоритм распознавания свищей продувочной фурмы.. 48
3 ТЕХНИЧЕСКАЯ СТРУКТУРА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА.. 58
3.1 Общая техническая структура АСУ ТП УПСА.. 58
3.1.1 Обоснование и краткая характеристика основных решений по функциональной и обеспечивающей частям АСУ ТП УПСА.. 58
3.1.2 Назначение АСУ ТП УПСА.. 62
3.1.3 Описание параметров, использующихся в АСУ ТП УПСА.. 63
4 ОТОБРАЖЕНИЕ ИНФОРМАЦИИ В АСУ ТП УПСА.. 69
5 ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 78
6 ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ... 85
6.1 Анализ условий труда на объекте проектирования. 85
6.1.1 Анализ условий труда на УПСА в ЭСПЦ-2 ООО "Сталь КМК". 85
6.2 Мероприятия по безопасности труда при эксплуатации УПСА.. 93
6.3 Мероприятия по производственной санитарии. 97
6.4 Пожарная безопасность. 101
6.5 Охрана окружающей среды.. 103
ЗАКЛЮЧЕНИЕ.. 107
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ.. 108
ПРИЛОЖЕНИЕ А.. 111
Мероприятия при чрезвычайных ситуациях. 111
ВВЕДЕНИЕ
Сложившаяся в настоящее время экономическая ситуация требует от предприятий черной металлургии выпуска продукции, конкурентоспособной на внутреннем и внешнем рынках. Конкурентоспособность во многом определяется стоимостью и качеством продукции, что в свою очередь обусловлено применяемой технологией, контролем за точностью ее соблюдения, а также количеством и стоимостью используемых в работе материалов.
Сегодня, как правило, технология производства стали предполагает использование внепечной обработки металла в том или ином виде, от простейших установок до агрегатов комплексной обработки стали с вакуумированием.
При использовании агрегатов внепечной обработки стали осуществляется доведение металла по химическому составу и корректировка его температуры путем подачи ферросплавов и продувки инертным газом. При этом ставится задача экономного расходования корректирующих добавок и более точного попадания в узкие пределы по химическому составу, чем на основном технологическом агрегате.
В составе электросталеплавильного цеха №2 ООО "Сталь КМК" работают две установки продувки стали азотом (аргоном) – УПСА. Планируется произвести демонтаж недостроенного агрегата комплексной обработки стали (АКОС) и начать строительство нового АКОС, удовлетворяющего современным требованиям.
Анализ технологии, применяемой при работе агрегатов внепечной обработки стали, показал, что необходимо вести более точный контроль за сбором и обработкой информации о состоянии металла и оперативно представлять эту информацию операторам в виде различного рода графиков и таблиц с использованием предыстории процесса.
Поэтому в работе было выбрано практическое направление – создание подсистемы автоматизированного сбора, обработки и отображения информации в рамках общей автоматизированной системы управления технологическим процессом УПСА (АСУ ТП УПСА).
Для возможности создания автоматизированной системы требовалось провести ряд технологических исследований с использованием паспортных данных, данных автоматизированного сбора информации и специальной регистрации при наблюдении за процессом обработки металла в ковше. Для исследования рассматривали температуру металла при поступлении на УПСА, угоревшие массы материалов, время обработки в ковше и другое.
После проведенных исследований появилась возможность проведения сбора, обработки и отображения информации на УПСА по определенным алгоритмам, используемым в автоматизированной системе управления.
Характеристика ДСП – 100И7
Дуговая электропечь ДСП - 100И7 используется в составе электросталеплавильного комплекса (ДСП - 100, УПСА, АКОС - 100, МНЛЗ) (см. рисунок 1), где использованы технологические и организационные решения, направленные на достижение устойчивой предельной производительности всей технологической цепочки в целом, а именно - выплавка стали, осуществляется в двух технологических взаимосвязанных агрегатах: дуговой сталеплавильной печи и агрегате внепечной обработки стали.
В ДСП выплавляют быстрорежущие, инструментальные, конструкционные, нержавеющие, трансформаторные, жаропрочные, шарикоподшипниковые и другие стали.
В ДСП осуществляется расплавление скрапа и кислородная продувка жидкой ванны с последующей короткой доводкой (или вообще без доводки) металла по химическому составу и температуре. Печной шлак не участвует в рафинировании стали и скачивается из печи перед сливом металла. По окончании окислительного периода плавки полученный полупродукт выпускается из печи в тигель-ковш, где и осуществляется окончательная доводка стали до заданной марки.
Использование ДСП - 100 для процессов плавления шихты и окисления примесей жидкой ванны обеспечивает выпуск стандартного полупродукта для различных марок стали, при этом сокращается время выдержки жидкого металла в печи, уменьшается износ футеровки и повышается производительность печи.
Печь ДСП - 100 имеет следующие основные параметры:
| емкость номинальная, т | 100 |
| мощность трансформатора, МВ | 7.5 |
| пределы вторичного напряжения, В | (761-654)-250 |
| диаметр электрода, мм | 610 |
| время расплавления под током, мин | <70 |
| расход электроэнергии на расплавление, мДж/т | 1500 |
| расход воды на охлаждение печи, м3/час | 500 |
В конструкции ДСП - 100 использованы водоохлаждаемые элементы футеровки и свода, газокислородные горелки, высокомощный трансформатор со ступенями постоянной мощности; осуществлен наклон электродов к вертикали, обеспечивающий сближение их нижних концов для проплавления общего колодца в шихте.
Печь загружается сверху грейферной корзиной, при этом свод поднимается и вместе с электродами отводится в сторону слива металла. Возможна непрерывная подача металлизированных окатышей через загрузочное устройство в своде печи.
Наличие ступеней постоянной мощности расширяет возможности разработки рациональных энергетических режимов плавки в дуговой печи.
Для интенсификации расплавления шихты печь снабжена двумя сводовыми топливно-кислородными горелками. Применение водоохлаждаемых элементов сокращает расход огнеупоров и уменьшает простои на холодные ремонты футеровки. Однако простои печи с водоохлаждаемой футеровкой по ходу плавки вызывают потери энергии, которые необходимо восполнять после включения печи. Остановки печи в период раскисления, например, из-за несвоевременно проведенной подвалки шихты, могут привести к "замораживанию" расплава, так как водоохлаждаемая футеровка не аккумулирует тепло.
Приведенные конструктивные особенности ДСП - 100 влияют и на технологию выплавки стали и, главным образом, определяют необходимость предельного сокращения продолжительности жидких периодов в печи и проведение доводки металла во внешних рафинировочных агрегатах.
В состав оборудования ДСП - 100 входят:
· электрогидравлический регулятор электрического режима АРФГ - 400/6, 3-Н с гидравлическим приводом перемещения электродов;
· печной трансформатор; механизм наклона ванны печи; механизм подъема и поворота свода;
· система охлаждения элементов стен, свода и токопровода;
· фурма для продувки металла кислородом; устройство замера температуры металла в печи;
· система отвода газов из печи;
· датчики технологических параметров (температура, давление, вес, расход) смежных с ДСП —100 систем;
· насосно-аккумуляторная станция.
Сведения о технологическом процессе, регламенте и режиме. Технологический процесс выплавки стали, является непрерывно-дискретным с наличием значительного количества неконтролируемых возмущений и помех. Кроме того, он характеризуется отсутствием возможности непрерывного контроля основных переменных электротермического процесса (температура металла, концентрация компонентов и т.д.) и сложностью математических моделей взаимосвязи основных переменных процесса и нерешенностью задач их параметрической идентификации.
Электропечь ДСП -100 эксплуатируется в технологической линии с установкой внепечной обработки стали на МНЛЗ, и используется, в основном, в качестве высокопроизводительного плавильного агрегата. Длительность плавки при производительности технологической линии 400 - 500 тыс. т. стали в год не должна превышать 100 мин. При этом продолжительность периодов плавки должна соответствовать следующим ориентировочным показателям:
· предплавочные операции (заправка, завалка, подвалка, замена и перепуск электродов) - не более 20 мин;
· расплавление (под током) - не более 55 мин;
· доводка и выпуск - не более 25 мин.
Технология производства стали в ДСП - 100 высокой производительности, характеризуется следующими основными положениями:
1. Марочный сортамент включает углеродистые, низколегированные, легированные стали.
2. Основным принципом технологического процесса является ориентация плавки в печи на расплавление шихты, окислительное рафинирование (дефосфорация, обезуглероживание) и нагрев металла до температуры выпуска (1600 - 1700°С) с последующей десульфурацией, легированием, корректировкой состава и температуры в ковше при внепечной обработке, в том числе и с дуговым подогревом стали. При отсутствии подогрева в ковше операция легирования может частично осуществляться в печи.
3. Основными составляющими шихты являются подготовленный стальной лом и внутризаводские отходы, а также чушковый чугун. При наличии особых требований к качеству стали в состав шихты включаются металлизированные окатыши. Металлозавалка готовится в скрапном отделении цеха, где подготовленный лом с помощью кранов загружается в завалочные корзины. Корзины в процессе заполнения шихтой взвешиваются. Металлозавалка должна составляться таким образом, чтобы обеспечить загрузку печи не более чем в два приема: завалка - 70 - 75 т., подвалка - 35 - 40 т. Общий вес загружаемой шихты - не более 115 т.
4. Добавочные материалы (шлакообразующие, ферросплавы, кокс, окатыши) догружаются в печь через отверстие в своде. В отдельных случаях легирующие вводятся через рабочее окно мульдозавалочной машиной. Предусматривается также подача материалов в ковш. Шлакообразующие материалы и ферросплавы, используемые для выплавки и внепечной обработки металла, соответствуют стандартам и техническим условиям.
5. Для интенсификации расплавления шихты используются газокислородные горелки ориентировочной мощностью по 7 МПа. При общей длительности расплавления под током 50-55 мин. длительность работы горелок составляет 15-20 мин. Максимальный расход газа на горелку составляет 700 нм3/час, максимальный расход кислорода 1400 нм3/час.
6. Кислород для окислительного рафинирования подается через фурму, вводимую в печь. Расход кислорода составляет 50 м3/мин при давлении 1,2 - 1,5 Мпа. Длительность продувки – 15 - 40 мин.
7. Для обеспечения необходимой стойкости футеровки и снижения потерь энергии во время доплавления шихты и нагрева жидкого металла формируют пенистый шлак, экранирующий дуги, присадками по ходу плавки известняка или извести, кокса, окислительных окатышей или вводя кислород через погруженную в металл фурму.
8. Для контроля химического состава металла в процессе плавки отбираются 3 - 4 пробы металла из печи и 1 - 2 - из ковша при внепечной обработке. Время от момента отбора проб да получения результатов анализа составляет 8-10 мин.
9. Выпуск стали из печи, производиться без печного окисленного шлака, оставляемого в электропечи с некоторым количеством металла (до 10 т.). Масса металла, сливаемого в ковш, измеряется взвешивающим устройством на сталевозе. Периодически, через 5-7 плавок, металл и шлак выпускаются полностью, после чего производится заправка футеровки печи.
Технологический процесс выплавки стали в ДСП - 100 состоит из следующих основных операций и стадий:
· загрузка шихты в печь;
· закрытие свода;
· перевод скрапа в жидкое состояние, представляющий собой ряд стадий (заглубление электродов, проплавление колодцев, формирование зоны плавления, расплавление, подвалку скрапа);
· окислительное рафинирование с помощью кислородной продувки; отбор проб металла; замеры температуры металла; подача в печь шлакообразующих;
· выпуск металла из печи, включающий отворот свода и наклон ванны.
Поддержание на каждой стадии оптимальных электрорежимов позволяет минимизировать продолжительность расплавления и расход электроэнергии.
Под оптимальным режимом работы ДСП - 100 понимается работа с максимальным термическим КПД при соблюдении ограничений, накладываемых на температуру футерованной части стен и свода, на тепловой поток с водоохлаждаемых элементов стен и свода и на электрические параметры трансформатора, короткой сети и электродов.
Характеристика УПСА
Технологическая схема УПСА показана на рисунке 2.
В комплексе ОНРС ЭСПЦ-2 ООО «Сталь КМК» предусмотрено сооружение агрегата в составе двух установок для обработки стали азотом/аргоном и порошками за каждой электропечью. Производительность одной установки - до восьми плавок в сутки. Интервал выдачи плавок с электропечи - 3 часа. Продолжительность обработки стали - до 15 мин. Режим работы - непрерывный, трехсменный. Максимальный вес жидкой стали в ковше - 110-115т.
Агрегат доводки металла предназначен для выполнения следующих технологических операций:
1. продувка металла аргоном через неохлаждаемую фурму с целью усреднения его химического состава и выравнивания температуры по всему объему ковша, а также доведение температуры расплава перед разливкой до требуемого уровня;
2. продувка металла невысокоактивными порошкообразными реагентами в струе азота/аргона с целью науглероживания, десульфурации;
3. дозированная подача кусковых ферросплавов для легирования и коррекции химического состава стали по марганцу, кремнию и др. элементам;
4. дозированная подача алюминиевой проволоки с целью раскисления и легирования стали;
5. охлаждение расплава присаживаемой дозированными порциями металлической сечки;
6. автоматизированный отбор проб металла для экспресс-анализа стали, замер температуры и степени окисленности.
Рисунок 2 – Технологическая схема УПСА
Технологический процесс.
После выпуска плавки ковш с металлом транспортируется на УПСА. Ковш устанавливается оператором в заданное положение, опускается защитная футерованная крышка.
Продувка металла азотом/аргоном. Задается время продувки, расход азота/аргона общий и в единицу времени (30 - 60 м3/час), включается устройство на опускание фурмы в ковш. Включение подачи азота/аргона осуществляется автоматически при включении привода опускания фурмы. При достижении заданной глубины погружения (на 90 - 95 % глубины металла в ковше - 200-300 мм до дна) устройство ввода фурмы отключается. Проводится кратковременная (около 3 мин) продувка металла азотом/аргоном с целью усреднения химического состава и температуры. После продувки заданного расхода азота/аргона фурма выводится из ковша, а при достижении крайнего верхнего положения отключается подача азота/аргона.
Производится замер температуры и, если требуется, окисленности и отбор проб металла с целью получения информации о химическом составе.
Если химический состав и температура металла не удовлетворяют требованиям, соответствующим заданной марке стали, то рассчитываются и задаются в ковш требуемые порции ферросплавов и металлической сечки, подается алюминиевая проволока и может производиться продувка металла порошкообразными материалами.
Охлаждение металла. Корректировка больших отклонений температуры металла от заданного уровня производится добавлением металлической сечки (0,625 кг сечки на 1 т металла снижает его температуру на 1°С). Присадка металлической сечки производится отдельными порциями по 100 - 300 кг с интервалом 1-2 мин. После присадки последней порции сечки продувка металла азотом/аргоном должна быть не менее 3 мин.
Для коррекции малых отклонений температуры сталь продувается азотом/аргоном в течение 5 - 10 мин., исходя из получения температуры, необходимой для разливки стали. В процессе продувки металла азотом/аргоном температура снижается на 1,5 - 2°С/мин.
Доводка химического состава стали по марганцу, кремнию и другим элементам. Масса корректирующей добавки определяется по результатам экспресс-анализа пробы металла.
После введения корректирующей добавки металл продувается азотом/аргоном в течение 3-6 мин. в зависимости от массы присаженных ферросплавов.
Раскисление, легирование и доводка химического состава стали по содержанию алюминия. Алюминиевая проволока диаметром 9 - 12 мм для раскисления и легирования задается из бунтов с постоянной скоростью.
Количество алюминия определяется по данным экспресс-анализа, исходя из получения концентрации алюминия на 0,01% выше верхнего марочного предела при 50% усвоении. Интенсивность подачи азота/аргона 30...60 м3/час.
Введение алюминия в металл возможно совмещать с присадкой ферросплавов.
Доводка химического состава металла по содержанию углерода. Корректировка состава стали по углероду производится путем вдувания в металл молотого коксика или графита в струе азота/аргона (фракция не более 2 мм). Углеродосодержащие добавки вводятся в ковш с постоянной скоростью после погружения в металл фурмы. Расход порошка углеродосодержащих материалов определяется, исходя из 90% усвоения углерода, содержащегося в графите или коксе. Интенсивность подачи азота/аргона - 40... 60 м3/час.
Десульфурация стали. Для десульфурации сталь обрабатывается смесью порошков извести (85-90%) и плавикового шпата (10-15%) в струе азота/аргона. Металл продувается с интенсивностью 30...60 кг/мин в течение 10 минут. В перспективе возможна обработка порошком силикокальция и карбида кальция.
В конце обработки измеряется температура, отбирается проба металла.
Затем ковш с металлом, имеющим температуру на 20-30°С выше нижней температуры разливки, транспортируется на МНЛЗ.
Постановка задачи
Повышение требований к качеству продукции, учитывая тему дипломного проекта, требует оптимизации проведения процесса обработки стали в ковше на УПСА. Получение металла с заданным химическим составом и требуемыми свойствами затруднительно из-за большого количества выплавляемых марок стали и используемых охладителей, раскислителей и легирующих, высокой колебаемости заданного состава готовой стали от выпуска к выпуску, изменчивости свойств применяемых раскислителей, проведение обработки металла в условиях неполноты, а иногда и недостоверности, информации, колебаний угара элементов, малого времени слива. Сменный мастер назначает требуемые массы вводимых добавок зачастую по инструкции, что ведет к перерасходу газа, сечки, ферросплавов, браку готовой продукции. Для повышения качества обработки металла и экономии корректирующих добавок необходима автоматизированная система сбора, обработки и отображения информации на УПСА.
Алгоритмы контроля и оценки получаемой информации в ходе внепечной обработки стали должны быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА.
Математическое описание
Особенностью технологического комплекса УПСА (ТК УПСА) как объекта контроля является пространственная распределенность и временная нестационарность комплекса контролируемых технологических показателей (ТП) – координат и параметров, характеризующих протекание технологических процессов и состояние оборудования. Ход технологических процессов обработки стали на УПСА и состояние оборудования технологического комплекса характеризуется совокупностью временных (динамических) рядов значений ТП, к которым относятся как различные физические величины (температуры, расходы, давления и т.д.), так и индикаторы событий, связанные с изменением режимов работы оборудования (открыто - закрыто, включено – выключено и т.д.).
Для передачи по линиям связи и ввода в информационно – управляющую вычислительную систему, ТП преобразуются в электрические сигналы измерительной информации (СИИ); для этого служат первичные электрические преобразователи (датчики). ТП – индикаторы событий формируются особыми дискретными датчиками, на выходе которых могут иметь место только два (условимся так считать для простоты) значения СИИ.
Кроме датчиков, для преобразования и передачи CИИ и ДСС используются усилители, коммутаторы, нормирующие преобразователи и другие элементы телемеханики, образующие измерительный канал (ИК). В общем случае ИК будем называть совокупность аппаратных (технических), программных и программно – технических средств, обеспечивающих формирование, передачу и обработку СИИ (ДСС) с качеством, не хуже заданного, под которым понимается точность, надежность, запаздывание и достоверность оценок ТП.
Формирование и передача СИИ и ДСС сопровождается возникновением в ИК и линиях связи измерительных помех, которые можно разделить на обычные (шумы) и грубые (выбросы), поэтому одной из основных задач обработки СИИ является подавление помех.
Нестационарность объекта контроля во времени проявляется в скачкообразном, как правило, изменении свойств ТП, поэтому возникает задача выделения и распознавания в темпе с процессом поступления данных (в реальном времени) характерных участков СИИ, содержащих изменения заданного типа.
Модель ТП записывается в виде:
 (1)
(1)
где  - условно истинные (достоверные) оценки результатов и данных, соотносимые с трендом (относительно медленно изменяющейся составляющей) контролируемого параметра; определяются путем фильтрации (сглаживания) ТП;
- условно истинные (достоверные) оценки результатов и данных, соотносимые с трендом (относительно медленно изменяющейся составляющей) контролируемого параметра; определяются путем фильтрации (сглаживания) ТП;
 - вариации ТП, обусловленные случайными измерительными помехами и лежащие в диапазоне допустимых погрешностей измерений; определяются из известной структуры ИК и нормированных погрешностей его составляющих;
- вариации ТП, обусловленные случайными измерительными помехами и лежащие в диапазоне допустимых погрешностей измерений; определяются из известной структуры ИК и нормированных погрешностей его составляющих;
 - вариации ТП, обусловленные грубыми ошибками (сбоями) аппаратно-программных средств и имеющие характер эпизодически появляющихся выбросов, по некоторым признакам существенно превышающим диапазон нормальных значений ТП;
- вариации ТП, обусловленные грубыми ошибками (сбоями) аппаратно-программных средств и имеющие характер эпизодически появляющихся выбросов, по некоторым признакам существенно превышающим диапазон нормальных значений ТП;
i - текущий (i - ый) момент времени.
Задача достоверного оценивания какой-либо величины заключается в построении таких ее оценок, которые с достаточно высокой вероятностью отклоняются от истинного значения контролируемого параметра не более чем на некоторый допустимый порог.
Истинное (условно-истинное) мгновенное значение контролируемого параметра определяется с помощью образцовых мер, в качестве которых в рассматриваемом случае могут служить тестирующие воздействия информационной и физической природы, а также совокупность математических и логических правил, описывающих поведение контролируемого параметра в нормальных условиях функционирования и предусмотренных отклонениях.
Истинное (условно-истинное) текущее значение ТП обязательно в качестве образцовой меры должно содержать достоверную предысторию его изменения.
Нормальные условия функционирования ИК характеризуются:
Воспроизводимостью результатов и данных.
ü выполнением логических условий срабатывания механизмов, блокировок и защит;
ü подтверждением логических условий срабатывания механизмов, блокировок и защит результатами анализа СИИ;
ü выполнением условий балансовых расчетов;
ü соответствием результатов и данных диапазонам их допустимого изменения на объекте;
ü соответствием результатов и данных программной траектории их изменения;
ü соответствием результатов и данных динамическим тестирующим воздействиям.
Здесь рассматривается наиболее общий случай, когда недостоверные результаты и данные являются следствием грубых ошибок (промахов) процессов измерения, преобразования и передачи сигналов согласно модели (1), а условия нормального функционирования удовлетворительно описываются трендом ТП и границами допустимых изменений его абсолютного значения и скорости изменения.
Такой логике хорошо соответствуют алгоритмы выборочной медианы и релейно-экспоненциального сглаживания, дополненные процедурами анализа КП для конкретных ситуаций, охарактеризованных ниже.
Алгоритм выборочной медианы представляет собой операцию выбора серединного значения из упорядоченного по возрастанию или убыванию ряда из “ N ” данных:
 , (2)
, (2)
где  - медианная оценка ряда исходных данных Z (1), Z (2) , … , Z (N); Z (1) > Z (2) >…> Z (N) .
- медианная оценка ряда исходных данных Z (1), Z (2) , … , Z (N); Z (1) > Z (2) >…> Z (N) .
Алгоритм релейно-экспоненциального сглаживания в формульной записи имеет вид:
 (3)
(3)
 (4)
(4)
где Z(i) - значение контролируемой величины в текущий (i - ый) момент времени;
 (i) - сглаженное значение Z(i);
(i) - сглаженное значение Z(i);
a – настроечный коэффициент сглаживания;
b – функция «срезки»;
sgn - знаковая функция (функция образования знака).
Алгоритм контроля информации представлен на рисунке 3.
Работа алгоритма оценки достоверности и восстановления первичной информации заключается в следующем. При поступлении исходной информации производится распознавание параметра, т.е. назначение измеренной величины – температура, химический анализ, и т.п. (блок 2), после чего производится вычисление диапазона, в котором в котором может изменяться измеренная величина (блок 3). Выбор базового значения  - это ответственная работа, оказывающая большое влияние оценку достоверности информации. После контроля наличия измеряемой величины (блок 4), при ее наличии, производится вычисление сглаженного значения (блок 7). Значение коэффициента l2j выбирается для каждого параметра индивидуально и влияет на степень сглаживания сигнала – чем меньше значение l2j, тем более гладкой оказывается кривая сглаженного сигнала. В блоке 8 данного алгоритма производится фильтрация грубых выбросов измеряемого параметра на основе "коридора", рассчитанного в блоке 3. В случае непопадания поступившего параметра в диапазон (блок 3), выдается сообщение о неверности полученного значения (блок 9) и выдается запрос на повторный ввод (блок 10). Если полученные данные не удовлетворяют условиям блока 11, то выдается сообщение о недостоверности полученного значения (блок 12) и происходит восстановление первичной информации, то есть текущему сглаженному значению присваивается значение предыдущего сглаженного значения (блок 16), и расчет переходит к блоку 6. В случае удовлетворительного прохождения измеренной величины через блок 8 производится проверка "гладкости" сглаженного сигнала (блоки 14 и 15). Значения коэффициентов l1j и l3j также выбираются для каждого параметра индивидуально. В случае неудовлетворения данных условиям блоков 14 и 15 выдается соответствующее сообщение оператору (блок 13), после чего производится восстановление первичной информации (блок 16).
- это ответственная работа, оказывающая большое влияние оценку достоверности информации. После контроля наличия измеряемой величины (блок 4), при ее наличии, производится вычисление сглаженного значения (блок 7). Значение коэффициента l2j выбирается для каждого параметра индивидуально и влияет на степень сглаживания сигнала – чем меньше значение l2j, тем более гладкой оказывается кривая сглаженного сигнала. В блоке 8 данного алгоритма производится фильтрация грубых выбросов измеряемого параметра на основе "коридора", рассчитанного в блоке 3. В случае непопадания поступившего параметра в диапазон (блок 3), выдается сообщение о неверности полученного значения (блок 9) и выдается запрос на повторный ввод (блок 10). Если полученные данные не удовлетворяют условиям блока 11, то выдается сообщение о недостоверности полученного значения (блок 12) и происходит восстановление первичной информации, то есть текущему сглаженному значению присваивается значение предыдущего сглаженного значения (блок 16), и расчет переходит к блоку 6. В случае удовлетворительного прохождения измеренной величины через блок 8 производится проверка "гладкости" сглаженного сигнала (блоки 14 и 15). Значения коэффициентов l1j и l3j также выбираются для каждого параметра индивидуально. В случае неудовлетворения данных условиям блоков 14 и 15 выдается соответствующее сообщение оператору (блок 13), после чего производится восстановление первичной информации (блок 16).
При отсутствии измеряемого параметра (блок 4) происходит присвоение текущему измеряемому параметру значения предыдущего сглаженного значения (блок 5), после чего происходит переход к блоку 6.
В блоке 6 производится проверка количества контролируемых параметров заданному числу, и, в случае контроля всех параметров, производится запись данных в массив (блок 17), иначе работа алгоритма начинается заново.
Рисунок 3 – Алгоритм оценки достоверности и восстановления первичной информации
Назначение АСУ ТП УПСА
АСУ ТП предназначена для автоматизации функций оперативного контроля и управления технологическим процессом обработки стали в ковше на УПСА с целью повышения качества обработки на установке, что дает снижение брака по поверхностным дефектам при разливке на МНЛЗ, снижения расхода фурм на продувку.
АСУ ТП УПСА реализует следующие функции:
§ информационные функции:
· контроль технологических параметров;
· контроль состояния оборудования;
· представление информации технологическому персоналу;
· формирование и печать учетных документов;
§ управляющие функции:
· выдача оперативному технологическому персоналу рекомендаций по управлению (по состоянию фурмы).
Паспорт обработки плавки
Плавка # # # # # УПСА # Марка стали # # # # # # # # # #
Дата обработки # # / # # / # # Длительность продувки, мин # . # #
Начало обработки # # : # # : # # Средний расход газа, м3/ч # . # #
Окончание обработки # # : # # : # # Интегральный расход газа, м3 # . # #
Т до обработки # # # # Т после обработки # # # # Замечания по Т # # # #
Продувки
Начало продувки # # : # # : # #
Длительность # # : # # : # #
Средний расход, м3/ч # # . # #
Общий расход, м3 # # . # #
Ферросплавы
| РБ1 | РБ2 | РБ3 | РБ4 | РБ5 | РБ6 | |
| Материал | # # # # # | # # # # # | # # # # # | # # # # # | # # # # # | # # # # # |
| Кол-во | # # # # | # # # # | # # # # | # # # # | # # # # | # # # # |
Химанализ
| Время | №пр | [C] | [Mn] | [Si] | [P] | [S] | [Cr] | [Ni] | [Cu] | [Al] | [Mo] | [B] | |||||||
| # # : # # | # # # | # . # # # | # . # # # | # . # # # | # . # # # | # . # # # | # . # # # | ||||||||||||
| # # : # # | # # # | # . # # # | # . # # # | # . # # # | # . # # # | # . # # # | # . # # # | ||||||||||||
Замечания по химсоставу и технолгии
# # # # # # # # # # # #
продувка с заметалленной фурмой
Рисунок 15 – Паспорт обработки плавки

| Рисунок 16 – Графики параметров продувки |

| Рисунок 17 – Графический протокол |

| Рисунок 18 – Графики дозирования |
| Время | Сообщение | Значение |
| 12:06:41 | Номер плавки с последнего химанализа с печи №1 | 12874 |
| 12:06:42 | Состояние клапана подачи газа | Открыт |
| 12:06:47 | Мгновенный расход газа, м3/ч | 45 |
| 12:06:50 | Разовая отдача ферросплавов в ковш из РБ1, кг | 450 |
| 12:07:00 | Давление перед фурмой, атм | 4.52 |
| 12:07:00 | Состояние клапана подачи газа | Закрыт |
| 12:07:21 | Код материала в РБ3, кг | SiMn |
| 12:07:25 | Разовая отдача ферросплавов в ковш из РБ3, кг | 100 |
| 12:07:32 | Состояние клапана подачи газа | Открыт |
| 12:07:35 | Мгновенный расход газа, м3/ч | 45 |
| 12:07:45 | Давление перед фурмой, атм | 4.52 |
| 12:17:30 | Состояние клапана подачи газа | Закрыт |
| 12:17:36 | Код материала в РБ4, кг | CaF2 |
| 12:17:37 | Разовая отдача ферросплавов в ковш из РБ4, кг | 100 |
| 12:17:40 | Код материала в РБ5, кг | Сечка |
| 12:17:41 | Разовая отдача ферросплавов в ковш из РБ5, кг | 200 |
| 12:17:50 | Состояние клапана подачи газа | Открыт |
| 12:17:52 | Мгновенный расход газа, м3/ч | 45 |
| 12:27:55 | Давление перед фурмой, атм | 4.52 |
| 12:27:55 | Состояние клапана подачи газа | Закрыт |
Рисунок 19 – Протокол обработки плавки
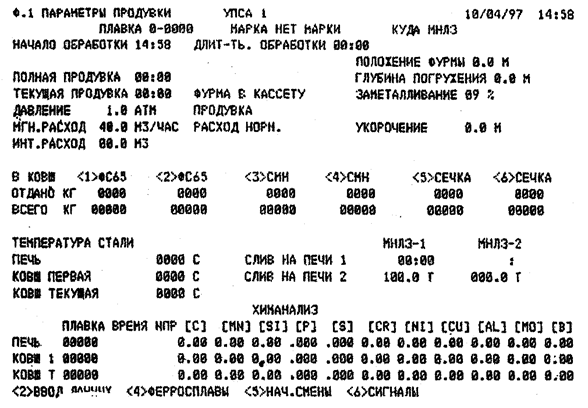
Рисунок 20 – Видеограмма Ф1. «Параметры продувки»
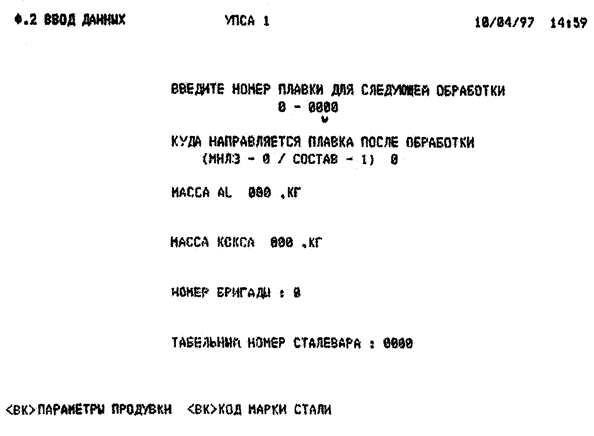
Рисунок 21 – Видеограмма Ф2. «Ввод данных»
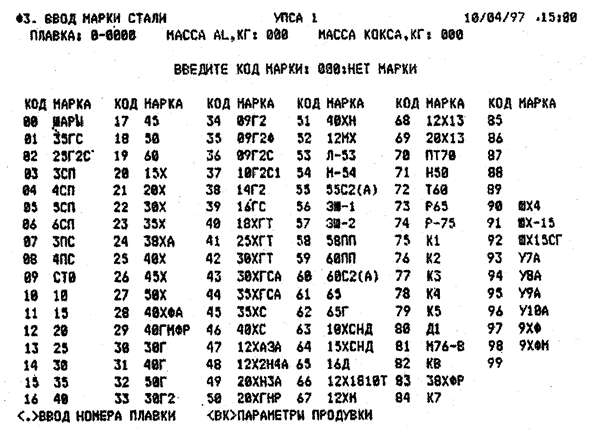
Рисунок 22 – Видеограмма Ф3. «Ввод марки стали»
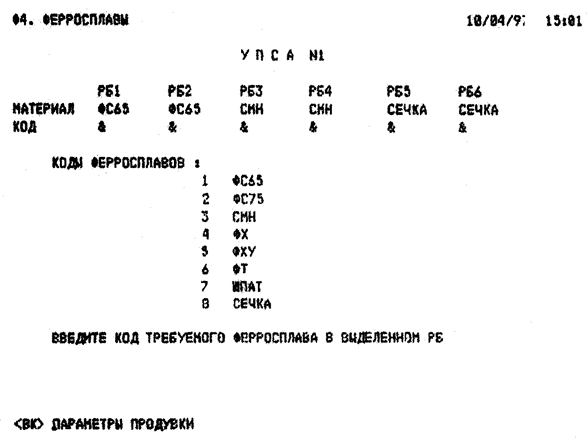
Рисунок 23 – Видеограмма Ф4. «Ферросплавы»
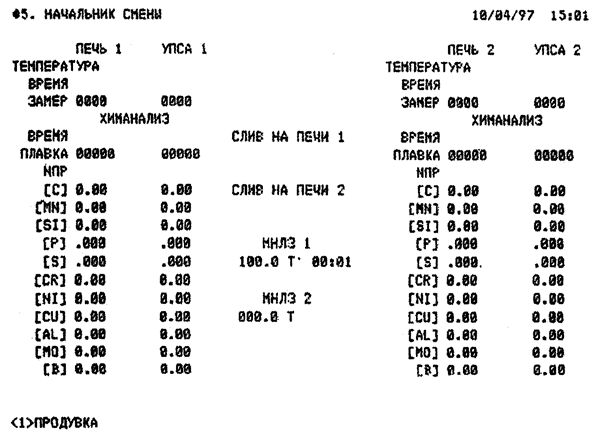
Рисунок 24 – Видеограмма Ф5. «Начальник смены»
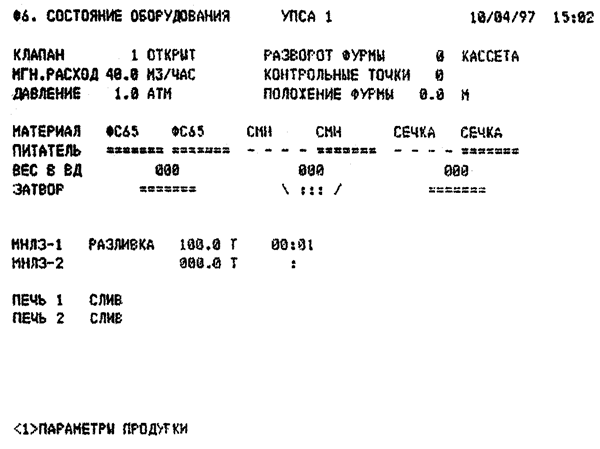
Рисунок 25 – Видеограмма Ф6. «Состояние оборудования»
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
В данном дипломном проекте рассматривается автоматизированная система сбора, обработки и отображения информации при внепечной обработке стали на УПСА, которую предлагается внедрить в ЭСПЦ-2 ООО "Сталь КМК" без технической остановки. Автоматизированная система является дублирующей, то есть оборудование, которое применялось до этого, не ликвидируется, а также принимает участие в производственном процессе.
В результате внедрения автоматизированной системы может быть снижен удельный расход охладителей, что влечет за собой экономию материальных ресурсов, уменьшает трудоемкость выполнения операций работниками цеха. Также уменьшается количество отходов производства и, как следствие уменьшается брак и повышается технологический выход годного.
При внедрении автоматизированной системы сбора, обработки и отображения информации при внепечной обработке стали на УПСА приведены затраты, необходимые для закупки оборудования, транспортировки и его монтажа.
Затраты на монтаж оборудования принимаются 5% от прейскурантной цены (стоимости приобретения). Транспортно-заготовительные расходы принимаются в размере 8%. Процент амортизации составляет 16%, так как автоматизированная система предполагает пятилетний срок службы.
Расчет стоимости оборудования произведен в таблице 7, где одновременно определяются суммы амортизационных отчислений.
Таблица 7 - Расчет стоимости оборудования и амортизационных отчислений
| Наименование | Количество | Стоимость приобретения | Затраты на монтаж, руб. | Транспортно-заготовительные расходы, руб. | Первоначальная стоимость, руб. | Амортизационные отчисления | ||
| Прейскурант, руб/ед. | Сумма, руб. | % | Сумма, руб. | |||||
| Микропроцессорная техника | 2 | 22000 | 44000 | 2200 | 3520 | 49720 | 16 | 7955.2 |
| Преобразователь Ш-78 | 2 | 7000 | 14000 | 700 | 1120 | 15820 | 16 | 2531.2 |
| Табло | 2 | 1500 | 3000 | 150 | 240 | 3390 | 16 | 542.4 |
| Итого | 61000 | 3050 | 4880 | 68930 | 11028.8 | |||
Таким образом, для внедрения системы необходимы капитальные затраты в размере 68930 рублей.
Для обоснования необходимости внедрения разработанной в данном дипломном проекте системы сбора, обработки и отображения информации при внепечной обработке стали на УПСА, целесообразно рассмотреть ее влияние на себестоимость стали. Калькуляция себестоимости 1 тонны стали для ЭСПЦ -2 КМК приведена в таблице 8.
Таблица 8 - Калькуляция себестоимости 1 тонны стали.
| Наименование статей расхода | Цена, руб. | На единицу (до внедрения системы) | На единицу (после внедрения) | ||
| Количество | Сумма, руб. | Количество | Сумма, руб. | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1. Чугун передельный твердый | 1450.54 | 0.0523 | 75.863 | 0.0523 | 75.863 |
| Лом чугунный ЛЧИ | 487.87 | 0.0007 | 0.342 | 0.0007 | 0.342 |
| Лом чугунный 22А | 325.06 | 0.0066 | 2.145 | 0.0066 | 2.145 |
| Итого: | 0.0596 | 78.35 | 0.0596 | 78.35 | |
| 2. Ферросплавы: |
| ||||
| Силикомарганец | 9274.45 | 0.00327 | 30.327 | 0.00320 | 29.678 |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Ферросилиций ФС65 | 5134.12 | 0.01245 | 63.92 | 0.01220 | 62.636 |
| Ферросилиций ФС75 | 7047.86 | 0.00453 | 31.927 | 0.00444 | 31.292 |
| Алюминий | 13319.37 | 0.00253 | 33.698 | 0.00253 | 33.698 |
| Итого: | 0.02278 | 159.872 | 0.02237 | 157.304 | |
| 3. Лом и отходы: |
| ||||
| Лом стальной 3А | 497.682 | 0.933347 | 464.51 | 0.933347 | 464.51 |
| Лом стальной 2А | 485.890 | 0.144029 | 69.982 | 0.144029 | 69.982 |
| Лом стальной 5А | 374.87 | 0.003682 | 1.380 | 0.003682 | 1.380 |
| Лом стальной 3А пакет. | 627.16 | 0.000452 | 0.283 | 0.000452 | 0.283 |
| Скрап Cu | 5514.69 | 0.000012 | 0.066 | 0.000012 | 0.066 |
| Скрап чугунный | 2390.56 | 0.000348 | 0.832 | 0.000348 | 0.832 |
| Стружка от 15А | 292.56 | 0.000167 | 0.049 | 0.000167 | 0.049 |
| Отходы легированные | 538.54 | 0.003204 | 1.725 | 0.003204 | 1.725 |
| Итого металлолома: | 1.085241 | 538.828 | 1.085241 | 538.828 | |
| Итого металлошихты: | 1.167621 | 777.050 | 1.167211 | 774.482 | |
| 4. Брак: |
| ||||
| Брак по поверхности | 491.66 | 0.006046 | 2.973 | 0.006046 | 2.973 |
| Брак 1-го передела | 494.00 | 0.000064 | 0.032 | 0.000064 | 0.032 |
| Брак-скрап аварийный | 321.854 | 0.001602 | 0.516 | 0.001602 | 0.516 |
| Итого брака: | 0.007712 | 3.520 | 0.007712 | 3.520 | |
| 5. Отходы производства: |
| ||||
| Обрезь | 490.89 | 0.024521 | 12.037 | 0.024521 | 12.037 |
| Окалина | 54.757 | 0.004263 | 0.233 | 0.003410 | 0.187 |
| Скрап | 360.472 | 0.008475 | 3.055 | 0.00678 | 2.444 |
| Пыль электродная | 15.530 | 0.013414 | 0.208 | 0.013414 | 0.208 |
| Угар | - | 0.109236 | 0 | 0.111374 | 0 |
| Итого отходов: | 0.159909 | 15.533 | 0.159499 | 14.876 | |
| Итого брака и отходов: | 0.167621 | 19.053 | 0.167211 | 18.396 | |
| Итого задано за вычетом отходов: | 1.000000 | 757.997 | 1.000000 | 756.086 | |
| 6. Добавочные материалы: |
| ||||
| Окалина | 53.573 | 0.0014 | 0.075 | 0.0014 | 0.075 |
| Кокс металлургический | 527.241 | 0.0386 | 20.352 | 0.0386 | 20.352 |
| Коксовая пыль | 621.01 | 0.004 | 2.484 | 0.004 | 2.484 |
| Известняк | 75.322 | 0.3458 | 26.046 | 0.3458 | 26.046 |
| Итого добавочных материалов: | 0.3898 | 48.957 | 0.3898 | 48.957 | |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 7. Технологическое топливо | |||||
| Газ природный, м3 | 408.785 | 0.0787 | 32.171 | 0.0787 | 32.171 |
| Азот, м3 | 0.242 | 45.8 | 11.084 | 45.8 | 11.084 |
| Электроэнергия, кВт*ч | 261.82 | 0.9908 | 259.411 | 0.9908 | 259.411 |
| Пар, Пкал | 57.746 | 0.0359 | 2.073 | 0.0359 | 2.073 |
| Сжатый воздух, м3 | 29.276 | 0.2447 | 7.164 | 0.2447 | 7.164 |
| Вода техническая, м3 | 144.3 | 0.0173 | 2.496 | 0.0173 | 2.496 |
| Кислород, м3 | 0.729 | 36.8 | 26.827 | 36.8 | 26.827 |
| Итого: | 83.9674 | 341.227 | 83.9674 | 341.227 | |
| Фонд з/пл. | 75.111 | 75.111 | |||
| Отчисления на социальное страхование | 40% от фонда з/п | 30.044 | 30.044 | ||
| Амортизация | 155.552 | 155.552 | |||
| Погашение износа сменного оборудования | 3.237 | 3.237 | |||
| Электроды | 174.659 | 174.659 | |||
| Затраты на ремонт | 90.615 | 90.615 | |||
| В т.ч. ремонтный фонд | (20.835) | (20.835) | |||
| Содержание основных средств | 96.467 | 96.467 | |||
| Передвижение грузов | 14.092 | 14.092 | |||
| Разные расходы | 22.941 | 22.941 | |||
| В т.ч. охрана труда | (7.144) | (7.144) | |||
| Итого расходов по переделу | 1810.899 | 1808.988 | |||
| Общезаводские расходы | 235.885 | 235.885 | |||
| Потери от брака | 0.087 | 0.087 | |||
| Производственная себестоимость | 2046.871 | 2044.96 | |||
Внедрение автоматизированной системы сбора, обработки и отображения информации на УПСА позволит снизить расходы ферросплавов и уменьшить отходы производства за счет введения более точного контроля в ходе обработки стали в ковше за счет введения более точного контроля в ходе обработки стали в ковше и реализации усовершенствованных программ расчета вводимых добавок. В результате чего снизится плановая себестоимость одной тонны стали, и в качестве плана на отчетный период можно будет предложить более оптимальный вариант расхода присаживаемых в ковш добавок. Разработанная модель системы сбора, обработки и отображения информации при внедрении в реальные производственные условия снизит расход ферросплавов на 3%, а также отходы производства как окалина, скрап – на 20%. С учетом этого суммарное снижение расхода ферросплавов и отходов производства составит 0,00041 и 0,002562 т/т соответственно.
Постатейное изменение себестоимости показано в таблице .
Таблица 9 - Изменение стоимости ферросплавов и отходов производства.
| Наименование статьи расхода | Количество по плану, т/т | Цена, руб/т | Сумма, руб. |
| Ферросплавы: |
| ||
| Силикомарганец | 0.00327 – 0.0000981 = 0.00320 | 9274.45 | 29.678 |
| Ферросилиций ФС65 | 0.01245 – 0.000374 = 0.01220 | 5134.12 | 62.636 |
| Ферросилиций ФС75 | 0.00452 – 0.000136 = 0.00444 | 7047.86 | 31.292 |
| Отходы производства: |
| ||
| Окалина | 0.004263 – 0.000853 = 0.00341 | 54.757 | 0.187 |
| Скрап | 0.008475 – 0.001695 = 0.00678 | 360.472 | 2.444 |
Таким образом, стоимость ферросплавов после внедрения автоматизированной системы составит 29.678 + 62.636 + 31.292 = 123.606 руб. вместо существующей, равной 30.370 + 63.926 + 31.941 = 126.237 руб. (см. таблицу 8). Следовательно, снижение стоимости раскисления составит 126.237- 123.606 = 2.631 руб. Вместе с тем, в состав плана входит использование в раскислении и легировании алюминия, но на его расход разработанная система не повлияет. Таким образом, в результате внедрения системы сбора и обработки информации общая стоимость ферросплавов составит 123.606 + 33.378 = 157.344 руб. вместо 159.975 руб.
Cтоимость отходов производства после внедрения системы составит 0.187 + 2.444 = 2.631 руб. вместо имеющихся 0.233 + 3.055 = 3.288 рублей. Следовательно, с учетом составляющих данную статью компонентов, на которые автоматизированная система влияния не оказывает, общее снижение стоимости брака и отходов производства равно 19.054 – 18.397 = 0.657 рублей (см. таблицу 8).
Таким образом, производственная себестоимость с учетом амортизационных отчислений и выше приведенных данных, после внедрения автоматизированной системы составит 2044.96 руб/т. (см. таблицу 8).
Годовой экономический эффект рассчитывается по формуле:
 (11)
(11)
где С1 и С2 – себестоимость 1 т стали соответственно до и после внедрения системы, руб.;
В – годовой выпуск металла, т/год;

Срок окупаемости разработанной системы рассчитывается по формуле:
 (12)
(12)
где К – капитальные вложения в систему, руб.;

Экономические показатели внедрения автоматизированной системы сбора, обработки и отображения информации сведены в таблицу 10.
Таблица 10 – Экономические показатели внедрения АСУ сбора, обработки и отображения информации на УПСА
| Наименование статьи | Показатели до внедрения АСУ | Показатели после внедрения АСУ |
| Годовой выпуск металла, т | 338336 | 338336 |
| Капитальные вложения, руб. | 68930 | |
| Амортизационные отчисления, руб. | 155.552 | 155.756 |
| Расходы ферросплавов на 1 т стали, кг. | 0.02278 | 0.02237 |
| Отходы производства, кг. | 0.159923 | 0.157361 |
| Себестоимость 1 т стали, руб/т | 2046.871 | 2044.96 |
| Срок окупаемости, год | 0.107 | |
| Годовой экономический эффект, руб. | 645560.096 |
Учитывая вышеописанное, можно сделать вывод о целесообразности внедрения в реальные производственные условия разработанной в данном дипломном проекте системы.
Пожарная безопасность
По степени пожаро- и взрывоопасности, согласно НПБ 105-95, ЭСПЦ-2 относится к категории производств "Г", связанной с обработкой несгораемых материалов в расплавленном состоянии и сопровождающихся выделением лучистого тепла, систематическим выделением искр и пламени.
Стальные несущие и ограждающие конструкции помещений цеха защищают огнезащитными материалами или красками, обеспечивающими предел их огнестойкости не менее 0.5 ч (СНиП 21.01 -97).
Источниками воспламенения в цехе могут являться: УПСА-1,2; МНЛЗ-1,2; ДСП-1,2.
Возможность возникновения пожара в ЭСПЦ-2 определяется нарушением технологии и несоблюдением техники безопасности. К средствам и способам пожаротушения относятся использование углекислоты, технологического пара, химической и воздушно-механической пены, а также воды. К месту пожара прокладывают пожарные рукава. В производственных помещениях оборудованы противопожарные уголки, снабженные ящиками с песком, емкостями с водой и пожарно-инвентарным щитом. Средствами пожаротушения в ЭСПЦ-2 являются:
-станция водяного пожаротушения;
-станция водо-пенного пожаротушения ОНРС;
-станция газового пожаротушения ОНРС;
-огнетушители (ОВПУ-100; ОВПУ-250; ОУ-80; ОУ-5; ОХП-10).
Помещение ВЦ относится к категории "В" (НПБ-105-95), II класс огнестойкости.
Для тушения пожаров в ВЦ используются углекислотные огнетушители марки: ОУ-5, ОУ-10, достоинством которых является высокая эффективность тушения пожара, сохранность электронного оборудования, диэлектрические свойства углекислого газа, что позволяет использовать эти огнетушители даже в том случае, когда не удается обесточить электроустановку сразу. Горючими веществами являются: строительные материалы для акустической и эстетической отделки помещений, двери, полы, изоляция и другое. Источниками зажигания являются: электронные схемы ЭВМ, устройства электропитания.
Для обнаружения начальной стадии загорания и оповещения службы пожарной охраны используется система автоматической пожарной сигнализации (АПС).
В залах ЭВМ, помещениях архива, не имеющих оконных проемов в наружных стенах, для дымоудаления устанавливаются дымовые вытяжные шахты с ручным и автоматическим открыванием в случае пожара.
Прокладка кабелей через перекрытия, стены, перегородки осуществляется в отрезках несгораемых труб с соответствующей их герметизацией несгораемыми материалами.
Установки газового автоматического пожаротушения предусмотрены в залах для ЭВМ, помещениях для архивов магнитных и бумажных носителей, подпольных пространств залов ЭВМ, внешних запоминающих устройств, экранных пультов, сервисной аппаратуры, системных программистов, ремонта ТЭЗ и электромеханических устройств. Включение установок автоматического пожаротушения осуществляется автоматически от извещателей, реагирующих на появление дыма, повышение температуры. На приточных и рециркуляционных воздуховодах, в местах пересечения залов ЭВМ, помещений подготовки данных, сервисной аппаратуры и архивов машинных носителей устанавливают быстродействующие огнезадерживающие устройства (заслонки, клапаны).
Внедрение точного контроля за технологией обработки стали на УПСА посредством АСУ сбора, обработки и отображения информации позволяет снизить риск возникновения пожара.
Охрана окружающей среды
Промышленная площадка КМК шириной 2км и длиной 5км с террасным расположением цехов находится на северо-западной окраине города у подножия Старцевых гор на левом берегу реки Томь.
Ветровой режим города обусловлен преобладанием юго-западного переноса и особенностями рельефа. Роза ветров вытянута в направлении юго-запад - северо-восток. Повторяемость указанных направлений приведена в таблице 16.
Таблица 16 - Характеристика ветрового режима города.
| Месяц | Средняя скорость | Повторяемость ветра и штилей, % | ||||||||
| С | СВ | В | ЮВ | Ю | ЮЗ | З | СЗ | Штиль | ||
| Январь | 2,5 | 10 | 34 | 7 | 1 | 11 | 30 | 3 | 4 | 30 |
| Февраль | 2,4 | 24 | 20 | 5 | 4 | 13 | 15 | 8 | 11 | 15 |
К метеорологическим особенностям Новокузнецка, приводящим к кратковременным периодам загрязнения, относятся: штили, приземистые и приподнятые инверсии, туманы.
Котловинная форма рельефа способствует большой повторяемости штилевых ситуаций, особенно зимой до 19-30%, и слабых скоростей ветра летом. Это в сочетании с частым инверсионным состоянием атмосферы создает высокий потенциал загрязнения воздуха города вредными примесями.
Одним из атмосферных явлений, активно влияющих на уровень загрязнения воздуха, является туман. В Новокузнецке туман, по средним многолетним данным, наблюдается до 45 дней в году. Кузнецкий металлургический комбинат является одним из крупнейших источников загрязнения окружающей среды в городе. Выбросы в атмосферу от КМК составляет 37,6% от всех выбросов в городе.
Основные источники загрязнения на КМК: по пыли - мартеновское и доменное производства (42 и 32 %), по сернистому ангидриду - прокатное, мартеновское, коксохимическое и доменное производства (22, 18, 16 и 15 %), по оксиду углерода - доменное, прокатное и коксохимическое производства (37, 36, 10 %), по оксиду азота - мартеновское производство, объекты теплоэнергетики (42, 22 %). Приземной слой воздуха в жилых районах города загрязнен выбросами от КМК выше санитарных норм по 10 ингредиентам. Отмечено превышение выбранных долей ПДК по пыли в 1,2 - 10,8 раз, по окислам азота в 1,29 - 8,87 раз, по оксиду углерода в 1,01 - 2,6 раз, по бензопирену в 4,91 - 44,4 раза, по цианистому водороду в 1,06 - 9,29 раз, по аммиаку в 1,02 - 1,7 раз, по фенолу в 1,2 раза. Наибольшему загрязнению подвергаются Центральный, Заводской и Куйбышевский районы, Островская площадка.
Здание литейного цеха расположено по отношению к ближайшим зданиям жилого, лечебно - профилактического и культурно - бытового назначения с подветренной стороны для господствующих ветров.
Учтены требования санитарных норм по размерам санитарно -защитной зоны (в теплый период года).
Расстояние между цехом и другими цехами - 30м. Расстояние от жилого района 2 км.
Размер санитарно - защитной зоны 1000 м (СанПиН 2.2.1/2.1.1.984 - 00). Санитарно - защитная зона благоустроена и озеленена на 50%. Для озеленения использованы газоустойчивые породы деревьев и кустарников (тополь, карагач, клен).
Выделение вредных веществ в атмосферу непосредственно ЭСПЦ-2 приведены в таблице 17.
Таблица 17 - Выбросы вредных веществ в атмосферу "ЭСПЦ-2"
| Источники вредных выбросов в атмосферу | Наименование ингредиента |
| 1. Печи сушки ферросплавов; 2. Отделение ОНРС; 3. Газоочистка за печами; 4. Аспирация бункерного пролета; 5. Участок шиберных затворов. | SO2, NO2, CO; пыль; пыль, SO2, NO2, CO, HF-газ; пыль; пыль. |
Для УПСА источником выбросов вредных веществ является труба; число источников выбросов - 1; высота источника выбросов - 46 м; диаметр устья трубы - 1,4 м; газоочистка - ЦН-11; вещество, по которому производится очистка - пыль. Степень очистки - 99,9 %.
Таблица 18 - Выбросы веществ на УПСА.
| Выбросы | г/с | мг/м3 | т/год |
| До очистки После очистки | 769.17 1.54 | 3900 78 | 1415 2.8 |
В ЭСПЦ-2 планируются следующие мероприятия по сокращению загрязнения атмосферы города:
1. Замены загрузки на ФСВЗ (фильтрах) на БОСВ отделения непрерывной разливки стали.
2. Строительство газоочистки в ЭСПЦ-2. Эффект от строительства заключается в сокращении выбросов пыли на 1000 т/год.
Уменьшение количества вредных веществ, выбрасываемых в атмосферу в сталеплавильном производстве, достигается использованием различных технологических приемов и устройств. Большое значение имеет механизация ручных операций. Для снижения вредных выбросов предусматривается: механизированная загрузка шихты, подвесные бункера для сыпучих материалов и ферросплавов; автоматизированная система для загрузки этих материалов и т. п.
Таким образом, в описанном разделе рассмотрены условия труда рабочих и пожарная безопасность в ЭСПЦ-2, разработаны вопросы безопасности труда на УПСА мастеров-технологов в условиях, характерных по наличию вредных факторов для электросталеплавильного производства, проведен анализ загрязнения окружающей среды выбросами ООО "Сталь КМК".
Разработанная автоматизированная система сбора, обработки и отображения информации на УПСА способствует облегчению работы технологического персонала, сокращению общего времени обработки стали на установке, уменьшению вредных выбросов в атмосферу посредством применения специальных компьютерных программ, производящих автоматический контроль за ходом ведения обработки металла на УПСА и благодаря более эффективному использованию возможностей вычислительной техники.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте проведено изучение действующей технологии обработки стали в ковше на установке продувки стали азотом (аргоном), при этом особое внимание обращено на процесс сбора, обработки и отображения информации.
Указанная технология и агрегат изучены в составе ЭСПЦ-2 ООО "Сталь КМК".
В результате проведенных в дипломном проекте исследований обосновано следующее:
1) необходимость тщательного контроля первичной и отображаемой информации на УПСА;
2) целесообразность разработки общего алгоритма контроля и частных алгоритмов, применяемых в отдельных случаях.
После проведения исследований алгоритмов контроля с использованием данных промышленной эксплуатации УПСА ЭСПЦ-2 ООО "Сталь КМК" подтверждена их работоспособность и получены результаты, близкие к оптимальным.
ПРИЛОЖЕНИЕ А
АННОТАЦИЯ
Пояснительная записка к дипломному проекту "Разработка автоматизированной системы управления сбором, обработкой и отображением информации на установке продувки стали азотом (аргоном) электросталеплавильного цеха №2 общества с ограниченной ответственностью "Сталь Кузнецкого металлургического комбината".
Дипломный проект по специальности "Технология, математическое обеспечение и автоматизация литейных процессов (110403). – Новокузнецк, 2002. – 113с. Табл.18, ил. 25, источников 36, приложений 1, чертежей 6 листов.
Ключевые слова: автоматизированная система, сбор, обработка и отображение информации, алгоритм, модель, установка продувки стали азотом (аргоном), технология, представление информации, химический состав, экономический эффект.
Объектом исследования является процесс обработки металла на установке продувки стали азотом (аргоном) (УПСА).
В дипломном проекте проведено изучение технологии обработки стали в ковше применительно к ООО "Сталь КМК" с целью снижения экономических затрат на осуществление вышеуказанного процесса.
В работе проведен ряд технологических исследований для создания подсистемы автоматизированной системы управления технологическим процессом УПСА.
Исполнитель Карпинский А.В.
THE SUMMARY
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 6
1 ХАРАКТЕРИСТИКА ЗАВОДА, ПОТОКОВ СЫРЬЯ И ГОТОВОЙ ПРОДУКЦИИ.. 8
1.1 Характеристика металлургического комплекса дочерних предприятий ОАО "КМК". 8
1.2 Характеристика электросталеплавильного производства. 13
1.3 Характеристика ДСП – 100И7. 15
1.4 Характеристика УПСА.. 20
1.5 Постановка задачи. 24
2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА.. 25
2.1 Проверка достоверности и восстановления первичной информации на УПСА.. 25
2.2 Математическое описание. 28
2.3 Анализ работы алгоритма оценки достоверности и восстановления первичной информации 34
2.4 Оценка и контроль масс дозируемых материалов. 40
2.5 Алгоритм распознавания свищей продувочной фурмы.. 48
3 ТЕХНИЧЕСКАЯ СТРУКТУРА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА.. 58
3.1 Общая техническая структура АСУ ТП УПСА.. 58
3.1.1 Обоснование и краткая характеристика основных решений по функциональной и обеспечивающей частям АСУ ТП УПСА.. 58
3.1.2 Назначение АСУ ТП УПСА.. 62
3.1.3 Описание параметров, использующихся в АСУ ТП УПСА.. 63
4 ОТОБРАЖЕНИЕ ИНФОРМАЦИИ В АСУ ТП УПСА.. 69
5 ЭКОНОМИЧЕСКАЯ ЧАСТЬ. 78
6 ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ... 85
6.1 Анализ условий труда на объекте проектирования. 85
6.1.1 Анализ условий труда на УПСА в ЭСПЦ-2 ООО "Сталь КМК". 85
6.2 Мероприятия по безопасности труда при эксплуатации УПСА.. 93
6.3 Мероприятия по производственной санитарии. 97
6.4 Пожарная безопасность. 101
6.5 Охрана окружающей среды.. 103
ЗАКЛЮЧЕНИЕ.. 107
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ.. 108
ПРИЛОЖЕНИЕ А.. 111
Мероприятия при чрезвычайных ситуациях. 111
ВВЕДЕНИЕ
Сложившаяся в настоящее время экономическая ситуация требует от предприятий черной металлургии выпуска продукции, конкурентоспособной на внутреннем и внешнем рынках. Конкурентоспособность во многом определяется стоимостью и качеством продукции, что в свою очередь обусловлено применяемой технологией, контролем за точностью ее соблюдения, а также количеством и стоимостью используемых в работе материалов.
Сегодня, как правило, технология производства стали предполагает использование внепечной обработки металла в том или ином виде, от простейших установок до агрегатов комплексной обработки стали с вакуумированием.
При использовании агрегатов внепечной обработки стали осуществляется доведение металла по химическому составу и корректировка его температуры путем подачи ферросплавов и продувки инертным газом. При этом ставится задача экономного расходования корректирующих добавок и более точного попадания в узкие пределы по химическому составу, чем на основном технологическом агрегате.
В составе электросталеплавильного цеха №2 ООО "Сталь КМК" работают две установки продувки стали азотом (аргоном) – УПСА. Планируется произвести демонтаж недостроенного агрегата комплексной обработки стали (АКОС) и начать строительство нового АКОС, удовлетворяющего современным требованиям.
Анализ технологии, применяемой при работе агрегатов внепечной обработки стали, показал, что необходимо вести более точный контроль за сбором и обработкой информации о состоянии металла и оперативно представлять эту информацию операторам в виде различного рода графиков и таблиц с использованием предыстории процесса.
Поэтому в работе было выбрано практическое направление – создание подсистемы автоматизированного сбора, обработки и отображения информации в рамках общей автоматизированной системы управления технологическим процессом УПСА (АСУ ТП УПСА).
Для возможности создания автоматизированной системы требовалось провести ряд технологических исследований с использованием паспортных данных, данных автоматизированного сбора информации и специальной регистрации при наблюдении за процессом обработки металла в ковше. Для исследования рассматривали температуру металла при поступлении на УПСА, угоревшие массы материалов, время обработки в ковше и другое.
После проведенных исследований появилась возможность проведения сбора, обработки и отображения информации на УПСА по определенным алгоритмам, используемым в автоматизированной системе управления.
ХАРАКТЕРИСТИКА ЗАВОДА, ПОТОКОВ СЫРЬЯ И ГОТОВОЙ ПРОДУКЦИИ
1.1 Характеристика металлургического комплекса дочерних предприятий ОАО "КМК"
В состав металлургического завода входят следующие подразделения: коксохимическое, доменное, сталеплавильное, прокатное, цехи отдела главного механика, цехи отдела главного энергетика, автотранспортный цех, ремонтно-строительные цехи, цехи металлоизделий.
КОКСОХИМПРОИЗВОДСТВО (КХП)
В состав КХП входят следующие цехи: углеподготовительный, коксовый, цехи улавливания.
Углеподготовительный цех имеет в своем составе угле приемные ямы, вагоноопрокидыватель, два отделения окончательного дробления углей, два дозировочных отделения, смесительные отделения и четыре угольные башни, конвейеры для транспортировки углей и шихты с галереями и мостами.
Коксовый цех состоит из восьми коксовых батарей. Период коксования на батареях 1…6 – 14,7ч. На коксовой установке девять углезагрузочных вагонов, девять коксовыталкивателей, семь коксотушильных вагонов, восемь электровозов, десять двересъемных машин. Тушение кокса осуществляется в четырех тушильных башнях автоматически по программе. Фенольная вода после биохимочистки подается на тушение кокса непосредственно насосами. В цехе три коксосортировки, где кокс разделывается на следующие классы: 40мм, 25-40мм, 10-15мм, 0-10мм.
Цех управления №1 состоит из следующих отделений: конденсация газа, машинного, аммиачно–перидинного, сульфатного, обезвоживания смолы, бустерной станции и обесфеноливающей установки. Продукцией цеха является аммиак и сульфат аммония. Цех управления №2 включает отделения окончательного охлаждения газа и улавливания бензола. В цехе имеется два нафталинопромывателя пластинчатого типа для промывки вод от нафталина. Продукцией цеха является бензол и каменноугольная смола.
ДОМЕННОЕ ПРОИЗВОДСТВО
В состав доменного производства входят пять печей, в том числе, объемом 1310м3 - четыре (в настоящее время печь №1 законсервирована), 1719м3 – одна. Общий полезный объем доменных печей по цеху 6959м3.
Для транспортировки чугуна и шлака используются чугуновозные ковши емкостью до 100 т и шлаковозные ковши емкостью 11-16м3.
СТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО
В состав сталеплавильного производства входят следующие цехи: мартеновский №1, №2 (в настоящее время оба цеха объединены в один сталеплавильный цех); электросталеплавильный №1, №2; копровый, цех подготовки составов.
Копровый цех состоит из пяти производственных участков, где осуществляется разделка скрапа до габаритных размеров.
ПРОКАТНОЕ ПРОИЗВОДСТВО
Прокатное производство включает в себя цехи: обжимной с блюмингом 1100 и последовательно расположенным заготовочным станком 900; рельсобалочный; цех рельсовых скреплений; среднесортный с шаропрокатным станом; листопрокатный; сортопрокатный со станами 750, 450, 360, 280 и тонколистовой стан 1000.
Обжимной цех. Для обработки товарной заготовки, прокатываемой обжимным цехом, имеется отдельный пролет с двумя мостовыми кранами грузоподъемностью 10т. каждый. Заготовки для всех прокатных станов (за исключением рельсобалочного) передаются из обжимного цеха на железнодорожных вагонах.
Рельсобалочный стан выпускает рельсы длиной 25 и 12,5м с закаленными концами. Закалка производится на горячих стеллажах водоструйными аппаратами, используется тепло, оставшееся после прокатки. После закалки рельсы поступают в короба замедленного охлаждения. Загрузка и выгрузка рельсов производится мостовыми кранами с электромагнитами грузоподъемностью 15т. Для отделки длинномерных рельсов и других видов проката имеется отделение отделки проката, рельсов с проектной производительностью 750000 т/год, в котором установлены две правильные машины, три вертикально-правильных пресса, два горизонтально-правильных цеха, четыре поточных автоматических линии с шестнадцатью сверлильно-фрезерными станками, пила холодной резки. Для уборки и погрузки прокатной продукции имеется четыре электромостовых крана. Кроме того, для отделки рельсов и других видов проката имеется рельсоотделочная мастерская, в которой установлены две правильные машины, четыре штемпельных пресса и четырнадцать сверлильно-фрезерных станков.
Листопрокатный цех. Склад слябов занимает часть соседнего со станом пролета. Склад обслуживается двумя мостовыми кранами. В пролете стана установлены: а) правильная одиннадцативалковая машина для правки листов толщиной 5-12мм; б) дисковые ножницы; максимальная толщина разрезаемых листов на дисковых ножницах – 25мм, на гильотинных ножницах-25мм. В пролете склада готовой продукции, смежным со становым, имеются два магнитных крана грузоподъемностью 15т. Имеется термическое отделение с четырьмя камерными печами с вытяжным подом, с тремя мостовыми кранами грузоподъемность 10т. Травление листов производится в травильном отделении, имеющем четыре кислотных ванны, одну промывочную ванну и три мостовых крана грузоподъемностью по 5т. Здесь же расположена площадка для зачистки поверхности листов ручными машинками.
ЦЕХИ УПРАВЛЕНИЯ ГЛАВНОГО МЕХАНИКА (УГМ)
В УГМ входят следующие цехи: литейный, ремонтно-механический, сварочная лаборатория. Литейный цех включает следующие участки: участок производства изложниц, участок чугунного фасонного и машинного литья, участок стального фасонного и машинного литья, участок цветного литья, участок производства прокатных валков, участок отливки пробок для изложниц, участок мартеновского производства, подготовки и хранения шихтовых материалов, рубки изложниц, чугунного. Для обеспечения производства жидким металлом в цехе имеются: две вагранки производительностью 14т/ч, одна вагранка производительностью 57т/ч, две электропечи “Детройт” емкостью по 500 кг, электросталеплавильная печь, мартеновская печь емкостью 30 т, электросталеплавильная печь ДСП-10 емкостью 10 т. В цехе 33 мостовых крана. Имеется модельное отделение.
ЦЕХИ УПРАВЛЕНИЯ ГЛАВНОГО ЭНЕРГЕТИКА (УГЭ)
В состав УГЭ входят следующие цехи: теплоэлектроцентраль, газовый, цех водоснабжения, электроремонтный, технологической диспетчеризации.
УПРАВЛЕНИЕ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Железнодорожный транспорт завода примыкает к станциям Новокузнецк пассажирская и Новокузнецк сортировочная Западно-Сибирской железной дороги.
АВТОТРАНСПОРТНЫЙ ЦЕХ
Использует автотранспорт для внутренних перевозок, для обеспечения цехов различными материалами, оборудованием, запчастями, а так же материалами для выполнения строительных работ.
ЦЕХИ ПРОИЗВОДСТВА ТОВАРОВ НАРОДНОГО ПОТРЕБЛЕНИЯ
Цех эмалированной посуды выпускает железную эмалированную посуду: бидоны, ведра с крышками, кастрюли, кофейники, кружки питьевые, миски, тазы, тарелки, чайники и пр. Проектная мощность цеха 10000т. в год.
Имеется цех сложнобытовой техники.
Дата: 2019-07-30, просмотров: 347.