Пресс дыропробивной координатный с револьверной головкой модели КО120 предназначен для последовательной пробивки разнообразных по форме и размерам отверстий в листовых заготовках деталей типа панелей, плат и шасси. На прессе возможна пробивка отверстий с отсчётом координат при помощи микроскопов либо копированием по шаблону, изготовленному непосредственно на прессе или координатно-расчётном станке.
Состав пресса.
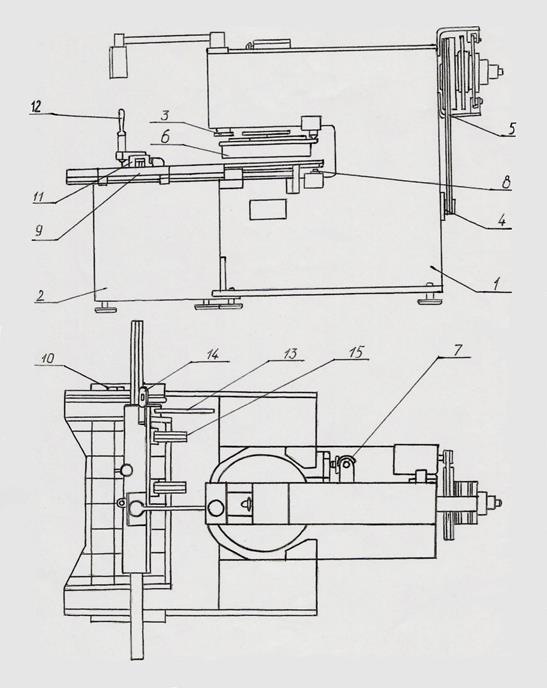
Перечень составных частей пресса.
1 – станина,
2 – тумба координатного стола,
3 – механизм кривошипный,
4 – привод,
5 – муфта-тормоз,
6 – головка револьверная,
7 – привод револьверной головки,
8 – фиксатор,
9 – траверса,
10 – устройство отсчётное,
11 – каретка,
12 – фиксатор каретки,
13 – упор,
14 – устройство отсчётное,
15 – листодержатель.
Принцип работы пресса.
Основными особенностями пресса по сравнению с обычными кривошипными прессами является наличие револьверной головки и координатного стола.
Применение револьверной головки для установки и переноса на рабочую позицию последовательно нескольких наборов пуансонов и матриц позволяет производить пробивку большого количества разнообразных отверстий без смены инструмента.
Траверса и каретка координатного стола перемещаются вместе с заготовкой по двум взаимноперпендикулярным направлениям и переносят под пуансон определённую точку заготовки. Величина перемещения определяется отсчётными устройствами. Так как отсчёт координат занимает много времени, то при изготовлении партий деталей целесообразно изготовить шаблон, по которому при помощи копировального устройства можно пробивать заготовку деталей.
Шаблон представляет собой лист из алюминия либо малоуглеродистой стали толщиной 3±0.2 мм и габаритами, равными габаритам детали. На шаблоне изготовляются отверстия диаметром 6, центры которых соответствуют центрам давления отверстий на детали. При последовательном перемещении пальца фиксатора от отверстия к отверстию вместе с кареткой осуществляется перенос заготовки детали. При опускании пальца фиксатора в отверстие шаблона, осуществляется вырубка отверстия на детали.
Первоначальный пуск.
При первоначальном пуске станка необходимо, прежде всего, проверить надёжность заземления и качество монтажа электрооборудования внешним осмотром.
После осмотра необходимо отключить провода питания обоих электродвигателей на клеммных наборах в шкафу управления.
При помощи вводного автомата подключить станок к цеховой сети. Проверить действие блокирующих и сигнализирующих устройств станка.
При помощи кнопок и переключателей проверить чёткость срабатывания магнитных пускателей.
Отключить станок от сети и подсоединить провода питания электродвигателей.
Схема готова к работе.
Описание работы.
Перед началом работы необходимо убедиться, что все защитные автоматы включены, пресс готов к работе, если горят лампочки.
Пуск двигателя главного привода осуществляется нажатием кнопки, которая замыкает цепь катушки пускателя, переводя его на самопитание.
Схема поворота револьверной головки может работать в следующих режимах:
· автомат,
· поворот правый (наладка),
· поворот левый (наладка).
Автомат
Автоматический поворот револьверной головки возможен только при работе с непрерывной последовательностью смены позиций инструмента.
Работа схемы в автоматическом режиме происходит следующим образом:
а) на коммутаторе (модульный переключатель, расположенный на пульте управления) нажимаются все кнопки необходимой последовательности;
б) переключатель ставиться в положение “Автомат”. Замыкаются соответствующие контакты;
в) выбирается время выдержки реле таким образом, чтобы оно включалось после размыкания геркона предыдущей позиции и перед замыканием геркона последующей позиции (для ближайших двух позиций)
Практически τВЫД ~ 0,2 ÷ 0,3 сек;
г) нажатием на кнопку включается пускатель, который ставится на самопитание, подключается к сети реле времени и включает электромагнит пальцев;
д) при выводе пальцев из револьверной головки конечные выключатели подключают к сети пускатель;
е) двигатель револьверной головки начинает поворачивать расторможенные верхний и нижний диски.
При повороте кулачки револьверного блока наезжают на конечник, с помощью которого подаются команды на PCU.
При совпадении контакта шагового искателя PCU с контактами одной из кнопок получает питание реле, которое отключает пускатель и пальцы, фиксируют диски.
ж) электромагнит опускает пальцы на диски и при правильно отрегулированных дисках двигатель отключится только при фиксации дисков.
з) после фиксации дисков двигатель останавливается и можно пробивать отверстия в заготовке.
Пробивка отверстий в заготовке осуществляется при включении электромагнита удара. При нажатии на кнопку пускатель получает питание, электромагнит удара включается контактами. Происходит удар, при этом конечник включит пускатель, который ставится на самопитание. Пускатель предохраняет систему от сдвоенного удара. Второй удар возможен только при отпускании и новом нажатии кнопки.
Наладка
В наладочном режиме переключатель ставится в положение “Поворот правый”, либо “Поворот левый”.
Внимание: “Поворот левый” осуществлять редко. В противном случае может порваться цепная передача и нарушается соответствие позиции на пульте и на револьверной головке.
В наладочном режиме поворот будет осуществляться только при нажатой кнопке.
Указания по монтажу и эксплуатации.
1. При установке станок должен быть надежно заземлен и подключен к общей системе заземления. Для этой цели в шкафу управления и на станке имеются болты заземления.
2. При монтаже необходимо.
a. конечники отрегулировать так, чтобы при опускании фиксаторов на диски двигателя вращался и отключался только при фиксации дисков;
Выполнение пунктов 1 и 2 данного раздела исключает проскок блоками позиций набранной программы.
b. конечный выключатель установить между первым кулаком (поз.1) и ложным.
c. PCU установить на первый контакт
При нарушении соответствия позиций на пульте с номерами позиций на револьверной головке необходимо:
1. Нажать кнопку на пульте, соответствующую положению револьверной головки.
2. Нажать на кнопку “Движение в исходное положение”. При этом срабатывает пускатель, через контакты которого подается питание на катушку реле шагового искателя 1.
При достижении выбранной позиции срабатывает реле шагового искателя, и соответствие позиций восстанавливается.
Заключение
В ходе выполнения курсовой работы был написан техпроцесс изготовления передней панели для пульта управления краном. Он состоит из 12 техопераций. Также была разработана оригинальная техоснастка для производства данной панели. Данная техостнастка включает в себя матрицы и пуансоны для вырубки отверстий в детали. Задание на курсовую работу было выполнено.
Список литературы
1. Аверкиев Ю.А. «Технология холодной штамповки», М., «Машиностроение», 1989г.
2. Локтева С. Е. «Станки с программным управлением и промышленные роботы». М. «Машиностроение», 1986г.
3. Романовский В. П. «Справочник по холодной штамповке», Л., «Машиностроение». 1979г.
4. «Справочник технолога-приборостроителя» т.1 и 2 под редакцией Скороходова Е. А. И Сыроватченко П. В., М., «Машиностроение», 1980г.
5. Справочник технолога-машиностроителя под ред. Косиловой А.Г. и Мещерякова Р.К., М., «Машиностроение», 1986г.
Дата: 2019-07-31, просмотров: 378.