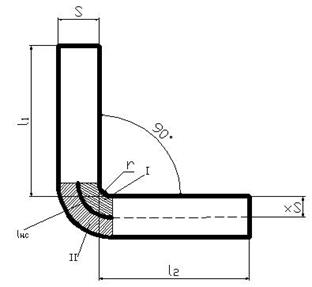
При выполнении технологической операции гибки часть заготовки, находящейся внутри угла гибки, испытывает деформацию сжатия и укорачивается, другая часть заготовки испытывает деформацию растяжения и удлиняется. Область I соответствует деформациям сжатия, а область II – растяжения. Между I и II располагается нейтральный слой, не испытывающий деформации при гибки. Очевидно, что для получения детали с заданным размером после выполнения операции гибки необходимо, чтобы длина плоской заготовки равнялась: lзаг = l1 + l2 + lH.C. Для определения положения нейтрального слоя используют безразмерный коэффициент “x”, приводимый в справочной литературе по холодной штамповке. Приводимый в справочнике коэффициент “x” был определен экспериментально для металла различной толщины. Коэффициент “x” показывает положение нейтрального слоя, относительно внутреннего угла гибки в единицах толщины металла, следовательно, для нахождения положения нейтрального слоя необходимо коэффициент “x” умножить на толщину металла. Следовательно, радиус нейтрального слоя можно определить:
rH.C = r + xS; х = 0,42 мм;
lH.C = π/2(r + xS) = 3,14/2(2 + 0,84) = 4,46 мм;
lзаг = l1 + l2 + l3 + 2 π/2 (r + xS) = 131 + 24 + 4 + 8,92 = 169,92 мм.
С увеличением толщины материала и уменьшением внутреннего радиуса гибки, увеличиваются механические напряжения, возникающие в месте гибки. Если отношение толщины материала к радиусу гибки, превысит некоторую критическую величину, то на внешней стороне угла гибки, могут возникнуть трещины, приводящие к значительному уменьшению механической прочности детали, а в предельном случае к ее разрушению.
Поэтому при расчете технологической операции гибки, внутренний радиус гибки необходимо назначать больше минимально допустимого; минимально допустимые радиусы гибки, определенные экспериментально для различных металлов и различных толщин приводятся в справочной литературе по холодной штамповке. В нашем случае, определив по справочнику минимальный радиус гибки для стали Ст3 кп r = 6S = 1,8 мм, мы делаем вывод, что радиус гибки в нашей панели превышает минимально допустимый радиус.
Структурная схема маршрутного техпроцесса
1.Нарезка заготовок
│
2. Контроль рабочий
│
3. Вырубка внешнего контура
│
4.Пробивка отверстий
│
5.Контроль рабочий
│
6. Сверление отверстий
│
7. Контроль рабочий
│
8. Правка на вальцах
│
9. Закрепление детали на прессе
│
10. Гибка
│
11. Извлечение детали с пресса
│
12. Контроль ОТК
Техпроцесс
1. Нарезка заготовок.
Резать стандартный лист размером 2×2500×1250 мм на полосы размером 2×1110±2×Lраскроя.
Резать полосы на заготовки размером 2×1100±2×370±2 мм
Оборудование и материалы: ножницы Н-475.
2. Контроль рабочий.
Контролировать размеры вырезаемых заготовок.
Оборудование и материалы: линейка ГОСТ 427-75, стол, штангенциркуль.
3. Вырубка внешнего контура.
Вырубить внешний контур детали (по радиусу 3).
Оборудование и материалы: пресс КО128АФ4 по управлению программы №15635.
4. Пробивка.
Пробить 17 отверстий диаметром 4,5; 10 отверстий диаметром 5; 2 отверстия диаметром 8,5; 8 отверстий диаметром 12,5; 15 отверстий диаметром 14,5; 10 отверстий диаметром 30,5; 2 прямоугольных отверстия размером22×18.
Оборудование: пресс КО128АФ4 по управлению программы №15635.
Инструмент: Т03-Ф4,5; Т28-Ф8,5; Т22-Ф11; Т12-Ф12,5; Т32-Ф14,5;
Т14-Ф30,5; Т24-кв.15×15.
5. Контроль рабочий.
Контролировать размеры вырубаемой детали и пробиваемых отверстий.
Оборудование и материалы: линейка ГОСТ 427-75, стол, штангенциркуль.
6. Сверление.
Сверлить на детали 72 отв. Ф2, 2 (+0,1).
Оборудование и материалы: дрель ручная электрическая;
сверла ГОСТ 22093 – 76 (Ф2мм).
7. Контроль рабочий.
Контролировать размеры получаемых отверстий.
Оборудование и материалы: линейка ГОСТ 427-75, стол, штангенциркуль.
8. Правка на вальцах.
Править деталь на вальцах в заготовительном отделении.
Неплоскостность не более 2 мм на длине 1000мм.
Оборудование и материалы: вальцы инв. номер 43-002.
9. Закрепление детали на прессе.
Закрепить деталь на листогибочном прессе.
Оборудование и материалы: листогибочный пресс И-1328, плита.
10. Гибка.
Гнуть деталь, с радиусом гибки 2 мм. Управление прессом педальное.
Оборудование и материалы: листогибочный пресс И-1328 по упору.
11. Извлечение детали с пресса.
Извлечь деталь с листогибочного пресса.
Оборудование и материалы: листогибочный пресс И-1328, плита.
12. Контроль ОТК.
Провести выходной контроль ОТК.
Оборудование и материалы: линейка ГОСТ 427-75, штангенциркуль.
Техостнастка
Техническое описание.
Дата: 2019-07-31, просмотров: 425.