МЕТОДИЧЕСКИЕ УКАЗАНИЯ К КУРСОВМУ ПРОЕКТУ ПО ДИСЦИПЛИНЕ
“Производственная безопасность”
(на примере ткацкого производства)
Составитель:
Научный редактор:
Содержание :
1) Общая характеристика стадии производства (технологического процесса),описание работы.
2) Вид рассматриваемого в проекте оборудования.Схемы,чертежи машин,устройств.
3) Анализ основных опасных мест и зон проектируемого оборудования, условия травмирования, характерные для данного оборудования.
4) Основные вредные и опасные факторы.
5) Средства защиты работающих от травмирования. Системы автоматики. Методы повышения травмобезопасности.
6) Рекомендуемые устройства для обеспечения электробезопасности.
7) Индивидуальное задание. Расчет защитного устройства с его детальным описанием
8) Основные требования безопасности при ремонте и эксплуатации проектируемого оборудования.
9) Организационные мероприятия и инструктажи. Выбор СИЗ,спецодежды. Мероприятия по охране труда.
10) Основные выводы и рекомендации, предложения.
Вид рассматриваемого в проекте оборудования
КЛАССИФИКАЦИЯ И ОБЩЕЕ УСТРОЙСТВО ТКАЦКИХ
СТАНКОВ СТБ
Классификация. Бесчелночные ткацкие станки с малогабаритными прокладчиками утка типа СТБ предназначены для выработки хлопчатобумажных, шерстяных, шелковых и льняных тканей. В зависимости от конструкции отдельных механизмов и по другим признакам они подразделяются на следующие группы:
узкие —с рабочей шириной 175 (180) см и 216 (220) см и широкие —с рабочей шириной 250, 330 и 360 см;
с одноцветным и многоцветным уточным прибором; число цветов или видов уточных нитей, которое одновременно можно перерабатывать на станках СТБ, равно 4—6;
эксцентриковые, кареточные и жаккардовые. На эксцентриковых станках этого вида можно вырабатывать ткани главных и многих видов мелкоузорчатых переплетений, имеющих раппорт по утку не более 8 нитей, с числом ремизок до 10. Установка кареточных зевообразовательных механизмов позволяет вырабатывать ткани с раппортом по утку до 300 и количеством ремизок до 18;
одно-, двух- и трехполотенные. На станках с шириной заправки по берду 175 (180) см вырабатывают ткани в одно полотно. На станках, имеющих рабочую ширину 216 (220) см и 250 см, возможна выработка одного и двух полотен ткани. Выпущена партия станков СТБ-220, предназначенных для выработки трех полотен для вафельных полотенец. Станки СТБ с шириной заправки по берду 330 см во всех отраслях текстильной промышленности используют как двух-и трехполотенные. На всех станках СТБ, >, кроме станка СТБ-175 (180) работают с двух навоев, а на данном станке — с одного. Один навой применяют иногда и на станках шириной 216 (220) и 250 см;
с углом начала боя 140 и 105° (положение главного вала в момент вылета прокладчика из уточной боевой коробки). Станки с шириной заправки по берду 175 (180) к 216 (220) см имеют угол боя, равный 140°, станки с шириной 250 и 330 см— 105°. На станках с одним углом начала боя все одноименные механизмы работают по общим цикловым диаграммам. Станки СТБ, серийно выпускаемые в настоящее время, предназначены в основном для выработки тканей средних по напряженности заправки.
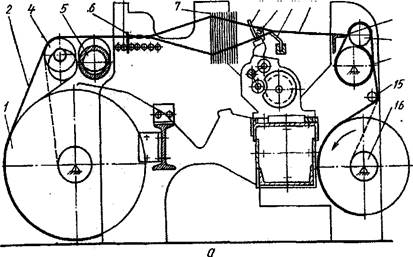
Процесс образования ткани на ткацких станках СТБ происходит аналогично образованию ее на челночных ткацких станках, изменен лишь способ введения уточной нити в зев.
Нити основы 2, сматываясь с навоя 1, огибают подвижное скало 4, проходят над подскальной трубой 5, через ламели основонаблюдателя 6, галева ремизок 7, зубья берда 8 и между зубьями направляющей гребенки батана 9. Благодаря подъему и опусканию ремизок нити основы образуют зев, в который малогабаритными прокладчиками утка вводится уточная нить. Проложенная нить прибивается к опушке ткани бердом 8. Образованная ткань 11, пройдя шпарутки и опору 10 ткани, огибает грудницу 12, вальян 14, прижимной валик 13 и отжимной валик 15 и наматывается на товарный валик 16.
При выработке тяжелых тканей схему заправки основы изменяют, для чего устанавливают дополнительное неподвижное скало. В этих станках прокладывание уточной нити в зев осуществляется малогабаритными прокладчиками (количество прокладчиков, участвующих в этом процессе, зависит от заправочной ширины станка), которые принципиально отличаются от обычных челноков, так как не несут в себе уточных паковок.
Станки СТБ имеют следующие основные механизмы, обеспечивающие технологический процесс ткачества.
Обетов состоит из двух чугунных рам, соединенных между собой коробчатой полой связью. Дополнительная связь, выполненная из двутаврового проката, жестко соединена с рамами станка и служит опорой для крепления пухосборочного желоба и среднего кронштейна навоев. Подскальная труба хомутами и кронштейнами прочно соединена с рамами и придает жесткость остову.
Привод передает движение от индивидуального электродвигателя главному валу станка и обеспечивает надежный останов станка. Передача движения осуществляется четырьмя клиновидными ремнями на два шкива. Привод состоит из механизма включения, механизма сцепления, тормоза и роликовой блокировки. Пуск и останов станка осуществляют пусковыми ручками со стороны грудницы и навоев. Останов можно производить кнопкой и от контрольного устройства.
Механизм отпуска и натяжения основы предназначен для регулирования натяжения основных нитей и подачи в зависимости от величины натяжения. На станке установлен регулятор натяжения негативного типа. Подача основы осуществляется автоматически. Регулирование натяжения производится подвижным скалом. В конструкцию регулятора включено дифференциальное устройство, автоматически выравнивающее натяжение основы на двух навоях.
Товарный регулятор предназначен для обеспечения в суровой ткани заданной плотности по утку и навивания ткани на товарный валик. Необходимая плотность по утку устанавливается подбором сменных шестерен определенного сочетания. Движение ткани создается вращением вальяна, поверхность которого может быть покрыта теркой, наждачной крошкой или резиной. Наработанную ткань снимают на ходу станка. Регулятор — позитивного типа.
Механизм зевообразования служит для образования зева и обеспечения выработки тканей различных переплетений. На станках можно устанавливать эксцентриковые (кулачковые) или кареточные зевообразовательные механизмы и жаккардовые машины. Кулачковые механизмы предназначены для выработки тканей главных и мелкоузорчатых переплетений с раппортом по утку до 8 и числом ремизок до 10. В данных механизмах ремизные рамы получают движение от эксцентриков определенного профиля, помещенных в масляную ванну. При использовании зевообразовательных кареток на станках могут вырабатываться ткани мелкоузорчатых переплетений с раппортом по утку до 300 нитей и числом ремизок до 14—18. Жаккардовые машины устанавливают при выработке тканей крупноузорчатых переплетений.
Механизм отыскивания (розыска) раза предназначен для отключения от станка зевообразовательного механизма и установления ремизок в положение раза, т. е. в положение, когда в открытом зеве будет расположена последняя уточная нить.
Отключение механизма зевообразования может быть ручным или механизированным.
Батанный механизм служит для прибоя уточных нитей к опушке ткани и направляющей для пролета прокладчиков утка через зев. Брус батана прямоугольного сечения имеет продольный лаз, в котором крепят берда. К брусу батана прикреплена стальная гребенка, служащая направляющей для пролета прокладчиков утка. Брус батана короткими лопастями связан с батанным валом, кулачки которого помещены в масляную ванну. Боевая (левая) коробка служит для размещения следующих механизмов, участвующих в прокладывании уточной нити через зев: боевого, масляного тормоза (буфера), подъемника прокладчиков утка, раскрывателя пружины прокладчика утка, возвратчика утка, тормоза и компенсатора уточной нити, механизма контроля утка, левых уточных ножниц, центрирующего устройства.
Приемная (правая) коробка предназначена для размещения механизмов, осуществляющих торможение прокладчиков утка после пролета через зев, освобождение их от уточной нити и укладку прокладчиков на конвейер. Кроме того, в ней расположены контролер прилета прокладчиков в приемную коробку и правый уточный контролер.
Конвейер предназначен для подачи прокладчиков утка из правой (приемной) коробки в подъемник левой (боевой) коробки. Он представляет собой замкнутую роликовую цепь, за оси отдельных звеньев которой закреплены пластины, перемещающие прокладчики.
Основонаблюдатель (электрического действия) служит для останова станка при обрыве основных нитей. В механизме используют электрические ламели открытого и закрытого типов (ЛОЭ и ЛЭ).
Шпарутки предназначены для поддержания ширины ткани у опушки, приблизительно равной ширине заправки основы по берду. На станках СТБ используют дифференциальные шпарутки.
Кромкообразующий механизм служит для образования кромок по краям ткани. Механизм устанавливают у боевой и приемной коробок, а при работе в два и три полотна дополнительно устанавливают средние кромкообразо-ватели. Уточная нить, прокинутая по всей ширине заправки, захватывается у каждой кромки нитеуловителем, разрезается, подводится бердом к опушке ткани и прибивается. При образовании следующего зева концы обрезанной уточной нити заводятся в зев иглой кромкообразователя и с очередной нитью прибиваются к опушке. В результате образуется кромка с уд- военной по сравнению с фоном плотностью по утку — кромка закладного типа. Механизм смены цвета утка предназначен для передали прокладчику уточной нити от различных бобин (с нитями разного цвета или линейной плотности). В зависимости от количества цветов или видов уточных нитей могут быть двух- и четырехцветные механизмы. Привод механизма смены цвета может осуществляться от цепи картона или ремизоподъемной каретки.
Оградительные
Тормозные
Дистанционного управления
В процессе дипломного проектирования рассматриваются наиболее распространенные средства защиты:
Ø оградительные,
Ø предохранительные и тормозные устройства,
Ø устройства автоматического контроля и сигнализации,
Ø устройства дистанционного управления.
При этом основное внимание уделяется вопросам оснащения технологического оборудования оградительными устройствами. Имеются публикации, стандарты, в которых излагаются общие и специальные требования безопасности к конструкции производственного оборудования, где указано на необходимость установки на машинах оградительных и других устройств:
 ГОСТ 12.2.062-81 “ССБТ. Оборудование производственное. Ограждения защитные.”
ГОСТ 12.2.062-81 “ССБТ. Оборудование производственное. Ограждения защитные.”
ГОСТ
ГОСТ
ГОСТ
Оградительные устройства
Наиболее распространенными средствами защиты на технологическом оборудовании отраслей промышленности являются оградительные устройства (61,8% всех имеющихся средств защиты на оборудовании текстильной промышленности до 80%- на швейном)
Анализ литературных источников, содержащих сведения об оградительных устройствах показал, что в них с разной степенью полноты рассматриваются два вопроса: оснащенность оборудования оградительными устройствами и эффективность оградительных устройств. Под оснащенностью понимается наличие на технологическом оборудовании оградительных устройств, а под эффективностью - уровень предотвращения возможных травм.
Высокий уровень оснащенности и эффективности оградительных устройств обеспечивается качеством их проектирования и изготовления по сравнению с ранее применяемыми, наличием расчетов па прочность и жесткость, учетом вопросов эргономики оградительных устройств, ремонтопригодности и др.
Оградительные устройства, различают по видам опасных зон и конструктивным особенностям:
общие оградительные устройства агрегатов и машин;
оградительные устройства выступающих передач, механизмов, клино-ременных, ценных и зубчатых передач;
оградительные устройства выступающих концов валов, шнеков, муфт, крупногабаритных барабанов, подвижных элементов различных агрегатов и машин, маховиков и шкивов, конвейеров;
оградительные устройства передач привода и их элементов опасных рабочих органов, расположенных в корпусе машины;
оградительные устройства жала валов.
Выделяются сплошные ограждения (общий кожух, сетках, Оболочками др.) как наиболее эффективные и перспективные виды оградительных устройств технологического оборудования.
Доступ к опасным узлам и механизмам в сплошных ограждений осуществляется через отверстия, закрывающиеся дверцами, щитами и кожухами, снабженными специальными запорами или блокировочными устройствами. Что касается оградительных устройств отдельно расположенных механизмов технологического оборудования, то сплошные ограждения на них снимаются редко, в основном лишь при капитальном ремонте машины.
ЭЛЕКТРОБЕЗОПАСНОСТЬ.
Электробезопасность - это система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и зарядов статического электричества.(ГОСТ
12.1.019-79/14/).
Опасность электрического тока в отличии от других видов опасностей (видимых, слышимых, осязаемых) усугубляется тем, что человек без специальных приборов не в состоянии обнаружить напряжение дистанционно. Опасность обнаруживается слишком поздно, когда человек уже поражен. Это обстоятельство выдвигает на первый план вопрос о надежной защите обслуживающего персонала и работников других категорий, связанных с эксплуатацией электрооборудования, от опасности поражения электрическим током. Поэтому очень важно знать основы электробезопасности.
Планирование и виды ремонта.
Планирование ремонта. При планировании ремонтные работы по системе планово-предупредительного ремонта (ПНР) применяют следующие понятия: межремонтный цикл, межремонтный период, ремонтный период. Межремонтным циклом называют период времени между двумя плановыми капитальными ремонтами. Межремонтным периодом - интервал времени работы оборудования между двумя ближайшими плановыми средними ремонтами. Ремонтным периодом называют время в Машино-часах полного простоя оборудования, связанного с проведением ремонтных работ, включая нерабочие смены и праздничные дни.
Ремонт оборудования должен проводится только по графику. График капитального и среднего ремонта составляют в отделе главного механика совместно с начальниками цехов согласно установленной периодичности. График утверждает главный инженер.
Виды ремонта. Существуют следующие виды ремонта: профилактический осмотр, текущий, средний и капитальный.
Текущий ремонт, проводимый помощником мастера, заключается в установлении в процессе работы разладок станка и некоторых поломок деталей, связанных с остановом станка на непродолжительное время. Профилактический осмотр также проводит помощник мастера, который составляет на каждый день график осмотра и ремонта станков комплекта, благодаря чему предупреждаются отдельные разладки станка и поломки деталей. При текущем ремонте и профилактическом осмотре производятся смена вспомогательных и мелких деталей, крепление деталей и регулировка взаимодействия деталей и механизмов.
Средний ремонт проводят периодически через небольшие интервалы времени строго по плану. Каждый ткацкий станок подвергают среднему ремонту через каждый 4 месяца при трехсменном и 6 месяцев при двухсменном режиме работы.
При среднем ремонте проверяют состояние всех узлов станка, но полностью их не разбирают. Если при этом обнаруживают, что некоторые детали по техническому состоянию не могут проработать до следующего ремонта, их заменяют. Время, отведенное для среднего ремонта, обычно не превышает одной смены. Ремонт проводит бригада из двух человек.
Капитальный ремонт проводят периодически один раз в 3 года. Время, отведенное на капитальный ремонт каждого станка, больше, чем время, отведенное на средний ремонт. Капитальный ремонт также проводится бригадой и заключается в том, что станок полностью разбирают, все износившиеся детали заменяют, все узлы проверяют и очищают.
Если во время капитального ремонта некоторые старые детали оставляют, они должны быть приведены в хорошее техническое состояние, о чем в приемном акте делают специальную пометку.
ВЫВОДЫ И РЕКОМЕНДАЦИИ.
Для того, чтобы понизить травматизм на станках и повысить производительность необходимо:
1) Правильно и своевременное проводить инструктаж по охране труда.
2) Соблюдать требования безопасности перед началом работы, во время работы, по окончании работы.
3) Применять оградительные устройства в опасных зонах станка.
4) Также применять предохранительные, тормозные устройства и сигнализацию.
5) Предупреждение поражений электрическим током.
6) Использовать средства индивидуальной защиты.
7) Соблюдать противопожарную технику безопасности.
Список используемой литературы
1. Кельберт Д.Л. «Охрана труда в текстильной промышленности»-Москва: Легпромбытиздат, 1990 г.
2.Кельберт Д.Л. «Проектирование и расчет средств охраны труда в текстильной и легкой промышленности» - Москва: Легкая индустрия, 1979 г.
3.Софоновский В.И. «Охрана труда в текстильной промышленности» - Москва: ЛБИД990 г.
4.Кузьмин В.И. «Охрана труда и противопожарная профилактика в текстильной промышленности» -Москва: 1991 год.
5.Пирогов К.М., Зимин О.И. «Средства защиты на текстильных машинах» - Москва: ЛЕИ, 1989 г.
6.Ермолаев В.А., Кравец В.А., Свищев Г.А. «Охрана труда в легкой промышленности» - Москва: ЛБИ, 1985 г.
7.Степанов Г.В. «Станки АТПР: устройство и расчет параметров». Москва: Легкая и пищевая промышленность, 1983 г.
8. Межотраслевые методические рекомендации по размещению оборудования в производственных помещениях. ВНИИОТ, Иваново - 1990 г.
9. Сборник типовых инструкций по охране труда для рабочих основных профессий на предприятиях хлопчатобумажной промышленности. ВНИИОТ, Иваново - 1991 г.
10.Технология текстильного производства. Кафедра безопасности жизнедеятельности. Иваново-2000 г.
11.ГОСТ 12.1.125-83 «Средства коллективной защиты рабочих от воздействия механических факторов»
12.ГОСТ 12.1.003-83 «Шум. Общие требования безопасности»
13.ГОСТ 12.1.029-80 «Средства и методы защиты от шума».
14.ГОСТ 12.2.003-91«0борудование производственное. Общие требования безопасности».
15.ГОСТ 12.2.062-81 «Оборудование производственное. Ограждения защитные».
16.ГОСТ 12.0.003 «Опасные и вредные производственные факторы».
17.ГОСТ 12.1.007-76 ССТБ «Вредные вещества. Классификация и общие требования безопасности».
18.Инструкция по охране труда для ткачей 4,5разрядов, обслуживающих станки АТПР-100-4.
19.ГОСТ 12.1.033-81 ССТБ «Пожарная безопасность».
20.Методические рекомендации по разработке государственных нормативных требований охраны труда.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К КУРСОВМУ ПРОЕКТУ ПО ДИСЦИПЛИНЕ
“Производственная безопасность”
(на примере ткацкого производства)
Составитель:
Научный редактор:
Содержание :
1) Общая характеристика стадии производства (технологического процесса),описание работы.
2) Вид рассматриваемого в проекте оборудования.Схемы,чертежи машин,устройств.
3) Анализ основных опасных мест и зон проектируемого оборудования, условия травмирования, характерные для данного оборудования.
4) Основные вредные и опасные факторы.
5) Средства защиты работающих от травмирования. Системы автоматики. Методы повышения травмобезопасности.
6) Рекомендуемые устройства для обеспечения электробезопасности.
7) Индивидуальное задание. Расчет защитного устройства с его детальным описанием
8) Основные требования безопасности при ремонте и эксплуатации проектируемого оборудования.
9) Организационные мероприятия и инструктажи. Выбор СИЗ,спецодежды. Мероприятия по охране труда.
10) Основные выводы и рекомендации, предложения.
Вид рассматриваемого в проекте оборудования
Дата: 2019-07-31, просмотров: 342.