В соответствии с широким марочным ассортиментом полисти-рольных пластиков и выбросы в атмосферу в этих производствах отличаются большим разнообразием как по составу, так и по количеству.
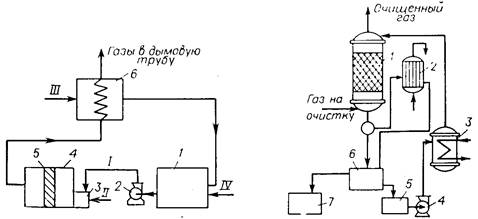
Рис. 1. Технологическая схема каталитического окисления стиролсодержащих газовых выбросов: 1 — смеситель потоков; 2 — вентилятор; 3 — топка-подогреватель; 4 — контактный аппарат; 5 — слой контакта; 6 — теплообменник.
I — газовый поток, содержащий стирол; II — топливо; III — атмосферный воздух; IV — газовые выбросы от технологической линии.
Рис. 2. Технологическая схема очистки промышленных выбросив от паров стирола:
1 — адсорбер; 2 — холодильник: 3 — парогенератор; 4 — насос; 5 — сборник конденсата; 6 — сепаратор; 7 — сборник стирола.
В производстве ударопрочного полистирола газовые выбросы содержат в основном высокотоксичный стирол и небольшое количество этилбензола и изопропилбензола. Концентрация стирола в этих выбросах составляет 80—340 мг/м3. Источниками генерации выбросов в этом производстве являются воздушки аппаратов, а также местные отсосы полимеризаторов, экструдеров, грануляторов и отделение сушки готового продукта.
Для санитарной очистки стиролсодержащих газов разработан и на ряде предприятий внедрен способ каталитического окисления выбросов [7], содержащих стирол, до двуокиси углерода и воды на алюмоплатиновом катализаторе АП-56 при температуре газового потока 350—400 °С и объемной скорости 20 000—30 000 ч-1. На рис. 1 представлена принципиальная схема процесса очистки. По этой схеме объединенный газовый поток от всех аппаратов 1 вентилятором 2 подается в топку-подогреватель 3, где за счет теплоты сгорания природного газа подогревается до температуры реакции (350—400 °С). Нагретые газы с объемной скоростью до 20000 ч-1 поступают в контактный аппарат [4], где стирол, проходя через слой алюмоплатинового катализатора АП-56, окисляется до углекислого газа и воды. Выходящие из аппарата газы, нагретые до 350—400 °С, выбрасываются в атмосферу через теплообменник.
Иногда стиролсодержащие газы используют также в виде дутьевого воздуха в топках котельных агрегатов или в специальных печах для термического окисления, какими являются, например, циклонные печи. Однако применение этих способов обезвреживания целесообразно в тех случаях, когда газовые выбросы представляют собой многокомпонентную смесь соединений, различных по физическим и химическим свойствам.
В производстве ударопрочного полистирола непрерывным блочным методом в газовых выбросах содержится в основном стирол (остальные примеси на уровне следов). В этом случае становится возможным адсорбционное извлечение стирола из загрязненного воздуха на активном угле и последующий возврат его в производство. Стирол хорошо адсорбируется активным углем и десорбируется острым водяным паром. Установлено, что часть адсорбированного стирола (около 5 % от массы угля) прочно удерживается углем и в процессе десорбции водяным паром не извлекается. Количество прочно адсорбированного стирола остается практически неизменным на протяжении большого числа циклов “адсорбция—десорбция” и не зависит ни от содержания стирола в отходящих газах, ни от времени пребывания его в адсорбере.
Преимущество адсорбционного способа очистки перед огневым и каталитическим методами заключается в том, что адсорбционный способ менее энергоемкий и дает возможность утилизировать стирол, извлеченный из выбросного потока.
Процесс очистки промышленных газов от стирола заключается в осуществлении двухфазного цикла “адсорбция—десорбция”. При адсорбции (рис. 2) газовые выбросы подаются в нижнюю часть адсорбера 1, в котором происходит поглощение содержащихся в воздухе веществ активным углем. Очищенный газ удаляется в атмосферу. Регенерация угля проводится (после насыщения его стиролом) острым водяным паром. Десорбат собирается в сепараторе 6 (после охлаждения в холодильнике 2), где происходит расслаивание конденсата на два слоя (органический и водный).
Водный слой поступает в парогенератор 3 для получения пара на десорбцию, а стирол (органический слой) собирается в сборнике 7, откуда передается в отделение подготовки реагентов для стадии полимеризации. Температура пара при десорбции 110—120 °С; расход пара 5—7 кг на 1 кг рекуперата; продолжительность процесса десорбции — не менее 60 мин; продолжительность расслаивания — не менее 2 ч; степень десорбции — 100 %.
Стирол, извлеченный из активного угля после разделения в сепараторе поступает на установку ректификации для получения товарного стирола с содержанием основного вещества до 96 %. Ректификация проводится под вакуумом. Кубовые остатки после стадии ректификации направляются на установку сжигания.
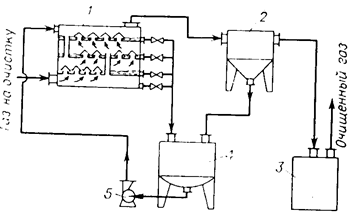
Рис. 3. Технологическая схема пылеулавливании в производстве эмульcионного полистирола: 1 — пылеуловитель; 2 — влагоотделитель: 3 - приемник пастообразной суспензии полистирола; 4 — промежуточный сборник; 5 — насос.
Водный слой конденсата, полученный в процессе десорбции, насыщен стиролом и содержит некоторое количество этилбензола и изопропилбензола. При отстаивании в сепараторе основное количество примесей переходит в стирольную фазу, а стирол, растворенный в водном слое, отдувается воздухом. Отдуваемый воздух объединяется с отходящими газами и поступает в адсорбер. Расход отдуваемого воздуха достигает 10—15 м3 на 1 т водного конденсата.
В производстве эмульсионного полистирола отходящие газы содержат пыль полистирола и пары воды. Очистка увлажненных газов этого производства проводится по аналогии с очисткой отходящих газов производства ударопрочного полистирола с той лишь разницей, что в этом случае перед адсорбционной очисткой проводят пылеподавление в отходящем потоке, пропуская выбросные газы через ротоклоны. Для улавливания мелкодисперсной пыли в производстве эмульсионного полистирола используется пылеуловитель 1 (рис. 3), заполненный раствором поверхностно-активного вещества. Отработанный воздух отделяется от пыли полистирола, барботируя через слой раствора ПАВ. Затем поток частично все же запыленного воздуха направляется во влагоотделитель 2, где влага отделяется от газов. В приемнике 3 происходит окончательное отделение влаги, а очищенный воздух выводится в атмосферу.
Пылеуловитель 1 представляет собой емкость из четырех камер, сообщающихся между собой при помощи переливных патрубков с коробчатой насадкой (края насадки погружаются в слой раствора ПАВ). Уловленная в аппарате пыль полистирола в виде пены скапливается на полках пылеуловителя и периодически сбрасывается в промежуточный сборник 4, откуда поступает на стадию осаждения.
В последние годы широкое распространение получили различные сополимеры на основе стирола. Среди них следует особо выделить сополимеры стирола с нитрилом акриловой кислоты (СНП-2) и АБС-пластики.
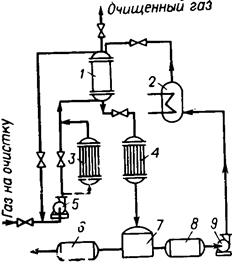
Рис. 4. Технологическая схема очистки газовых выбросов производства АБС-пластиков блочным методом: 1 — адсорбер; 2 — парогенератор; 3 — калорифер-холодильник; 4 — холодильник; 5 — газодувка; 6 — сборник органического слоя; 7 — сепаратор; 8 — сборник водного слоя; 9 — насос.
Обследование действующих производств СНП-2 показало, что в газовых выбросах этого производства содержатся в основном стирол и нитрил акриловой кислоты, а также примеси этилбензола. Обезвреживание этих выбросов проводится по схеме очистки отходящих потоков производства ударопрочного полистирола. В производстве АБС-пластиков блочным методом газовые выбросы содержат стирол, акрилонитрил и этилбензол в концентрациях, достигающих следующих значений, мг/м3:
Стирол 100
Акрилонитрил 240
Этилбензол 30
Источником выбросов являются аппараты, работающие под давлением азота. Очистка этих выбросов осуществляется двумя способами: адсорбционным с использованием активного угля и абсорбционно-полимеризационным.
Адсорбционный метод реализуется по четырехфазному циклу (адсорбция—десорбция—сушка—охлаждение). На рис. 4 представлена технологическая схема очистки газовых выбросов производства АБС-пластиков блочным методом.
Отходящие газы газодувкой 5 подаются в адсорбер 1, в котором из пароазотной смеси извлекаются органические вещества. Очищенные газы делятся на два потока: часть их (около 20 м3/ч) выбрасывается в атмосферу, а основная часть используется для разбавления концентрированных выбросов работающих под давлением азота аппаратов; эти выбросы направляются на очистку в адсорбер 1.
Процесс десорбции осуществляется острым водяным паром, который получают из водного слоя десорбата. Для получения пара сначала проводят отгонку из водного слоя азеотропной смеси акрилонитрила с водой. После отгонки азеотропа температура в парогенераторе 2 повышается и получаемый водяной пар направляется в адсорбер 1 на десорбцию. Десорбат после конденсатора 4 поступает в сепаратор 7, где происходит его расслаивание на два слоя. В верхнем (органическом) слое содержится 52 % стирола, 25 % этилбензола, 24 % акрилонитрила и 1 % воды. Этот слой в дальнейшем подвергают обработке щелочью (для удаления воды) и используют в основном производстве или отправляют в отделение регенерации для разделения на индивидуальные компоненты путем ректификации. Нижний (водный) слой, содержащий до 5 % акрилонитрила, до 0,1 % стирола и этил-бензола, направляется в парогенератор для получения острого пара.
После десорбции активный уголь подвергается сушке атмосферным воздухом, нагретым в теплообменнике 3. После сушки уголь необходимо охладить, для чего изменяют режим работы теплообменника 3 — он начинает работать как холодильник.
Очистку отходящих газов производства АБС-пластиков блочным методом можно проводить и абсорбционно-полимеризационным способом, тем более что при большой влажности адсорбция отходящих газов достаточно затруднена.
Абсорбционно-полимеризационная очистка позволяет осуществить улавливание вредных веществ без снижения относительной влажности отходящих газов и исключает ректификационную стадию после сбора конденсата. На рис. 5 приведена принципиальная технологическая схема абсорбционно-полимеризационной очистки стирол-содержащих газов.
Паровоздушная смесь, содержащая пары стирола, акрилонитрила и этилбензола, газодувкой I направляется в абсорбционную колонну с псевдосжиженной шаровой насадкой 3, очищается от органических веществ и через брызгоуловитель 2 выбрасывается в атмосферу. Полиметилсилоксановая жидкость, насыщенная вредными веществами, сливается из колонны 3 в емкость 5, откуда насосом 4 подается в емкость 7, заполненную 80 %-ной серной кислотой, где регенерируется и через разделительный сосуд 6 поступает в верхнюю часть абсорбера 3. Кислота и полимерный продукт из разделительного сосуда 6 возвращаются в емкость 7. Избыток полимера периодически выводится.
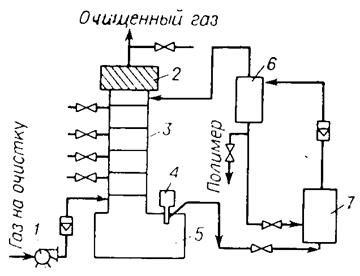
Рис. 5. Технологическая схема абсорбционно-полимеризационной очистки стиролсодержащих газов:
1 — газодувка; 2 — брызгоуловитель; 3 — абсорбционная колонна; 4 — плунжерный насос; 5 — емкость для абсорбента; 6 — разделительный сосуд: 7 — емкость с серной кислотой.
Несколько отличаются от выбросов производства блочного АБС-пластика абгазы эмульсионного АБС-пластика. Генерация загрязнений атмосферы в этом производстве происходит на стадиях полимеризации латекса и сушки, а также от вакуумных насосов. В воздух поступают пары стирола (145 мг/м3), акрило-нитрила (95 мг/м3) и бутадиена (34 мг/м3).
Рекуперация этих веществ из-за низких концентраций их в потоке нецелесообразна, поэтому наиболее приемлемым в данном случае является каталитическое сжигание.
Полная очистка отходящих газов от акрилонитрила происходит при температуре 350 °С и объемной скорости потока около 20 000 ч-1. При этом концентрация окислов азота в очищенном газе не превышает ПДК (5 мг/м3 по NО2). Степень очистки при 350 °С составляет 95 %.
В последние годы заметное развитие получило производство пластика АБС-ПВХ, сферы применения которого все больше и больше расширяются. Исходным сырьем в этом производстве являются полимерные материалы АБС-пластики и поливинилхлорид, а также различные органические растворители. Основными выбросами в атмосферу в этих производствах являются органические растворители — метилэтилкетон и циклогексанон.
Разработаны два способа очистки паровоздушных смесей от циклогексанона и метилэтилкетона. По одному из этих способов пары органических растворителей извлекаются из отходящих газов 35—40 %-ным водным раствором роданида калия (орошение в скруббере); по второму способу вредные примеси поглощаются 33 %-ным раствором салицилата натрия. Оба способа очистки характеризуются технологичностью и отсутствием сточных вод при высокой степени очистки и рекуперации.
По первому способу в качестве абсорбента используется водный раствор роданида калия, который выполняет роль всаливателя (т. е. компонента, повышающего растворимость органических веществ в воде). Очистка осуществляется в несколько стадий: 1) абсорбция паров растворителей; 2) регенерация абсорбента путем экстракции; 3) извлечение растворителей из сорбента ректификацией. Технологический процесс очистки паровоздушной смеси (рис. 6) осуществляется непрерывно.
Поступающий на очистку газовый поток предварительно охлаждается в теплообменнике 1 до -15 °С. С этой температурой газ поступает в абсорбер 2, куда противотоком подается абсорбент (35—40%-ный водный раствор роданида калия) с ориентировочным расходом 10 м3/ч. Абсорбент подается в оросительную колонну при температуре -15 °С, которая достигается охлаждением его в теплообменнике 4. Отработанный абсорбент непрерывно поступает в сборник 3, а оттуда на солевую ректификацию в колонну 5, в которой происходит отделение органических веществ, собираемых в сборнике и используемых повторно в производственном цикле. Очищенный воздух выбрасывается в атмосферу.
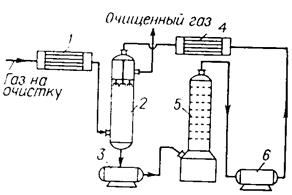
Рис. 6. Технологическаа схема очистки газовых выбросов от метилэтилкетона и циклогексанона: 1, 4 — теплообменники; 2 — абсорбер; 3, 6 — сборники; 5 — ректификационная колонна.
Степень очистки по всем компонентам — около 93%. По второму способу обезвреживания отходящих газов от паров метилэтилкетона и циклогексанона в качестве абсорбента используется 33 %-ный водный раствор салицилата натрия. И в этом случае процесс абсорбции не связан с образованием каких-либо химических соединений. Происходит физическая абсорбция веществ водно-солевым раствором. Принципиальная технологическая схема такая же, как и в первом способе (рис. 6).
Для обезвреживания паров циклогексанона и метилэтилкетона в том случае, когда рекуперация их не оправдана (низкие концентрации, наличие примесей или смесь многокомпонентна), успешно может быть использовано каталитическое окисление на палладиевых катализаторах П-2, П-3, П-4, П-5 [5].
Дата: 2019-07-31, просмотров: 312.